Barillet à double vis parallèle 75/26
Aperçu technique d’un barillet à double vis parallèle 75/26
Category -> Machines et pièces détachées
Description
Résumé exécutif
Le barillet à double vis parallèle 75/26 est un composant d’extrusion haute performance conçu pour le traitement des thermoplastiques (PVC, PE, PP, etc.) dans des applications exigeantes. Il est équipé de deux vis engrenantes de 75 mm de diamètre avec un rapport longueur/diamètre (L/D) de 26:1, optimisé pour une fusion, un mélange et un transport robustes des composés polymères. L’usinage CNC de précision et les traitements de durcissement (nitruration et revêtements en chrome ou en alliage de nickel) offrent des tolérances strictes (coaxialité <0,02 mm) et une dureté de surface d’environ 60 HRC. Cette conception permet un débit élevé (de l’ordre de 200 à 700 kg/h, selon le matériau) et une qualité uniforme, répondant aux défis courants de l’extrusion tels que la dispersion des additifs, l’usure et la constance du processus. À l’usage, le barillet 75/26 équilibre une section de mélange compacte et puissante avec un transfert de chaleur efficace, ce qui le rend bien adapté aux tuyaux/profilés en PVC, aux lignes de composition et à la granulation. Les principaux avantages comprennent un excellent mélange, une large compatibilité des matériaux et une facilité d’entretien, tandis que les risques (par exemple, l’usure due aux contaminants ou au désalignement) peuvent être gérés via une inspection régulière et un fonctionnement approprié.
Défis de l’extrusion des polymères
Les processus d’extrusion de plastique exigent une fusion et un mélange précis des polymères bruts et des additifs. Les défis incluent :
- Uniformité : Un mélange inadéquat entraîne des traînées, des points faibles ou une densité incohérente dans le produit.
- Débit par rapport au temps de séjour : Les fabricants ont besoin d’un rendement élevé, mais les polymères doivent passer suffisamment de temps sous la chaleur et le cisaillement pour fondre et s’homogénéiser complètement. Un barillet 26:1 (plus court que les barillets typiques de 32–68:1) échange une certaine longueur de mélange contre un débit plus élevé et une empreinte machine plus compacte.
- Usure et corrosion : Les charges (fibre de verre, CaCO₃) et les stabilisants PVC provoquent l’abrasion et la corrosion des vis/barillets, réduisant ainsi leur durée de vie.
- Ventilation/Dégazage : L’élimination de l’humidité résiduelle ou des substances volatiles (en particulier dans les composés recyclés ou en PVC) est critique. Une ventilation insuffisante provoque des bulles ou des gels dans la masse fondue.
Le barillet à double vis parallèle 75/26 est conçu pour résoudre ces problèmes. Sa conception de vis co-rotative offre un pétrissage intense pour un mélange approfondi (résolvant les problèmes d’uniformité) tout en maintenant un rendement élevé. Des choix de matériaux robustes et des revêtements luttent contre l’usure et la corrosion, et des sections de ventilation modulaires gèrent l’élimination de l’humidité.
Conception du barillet à double vis parallèle 75/26
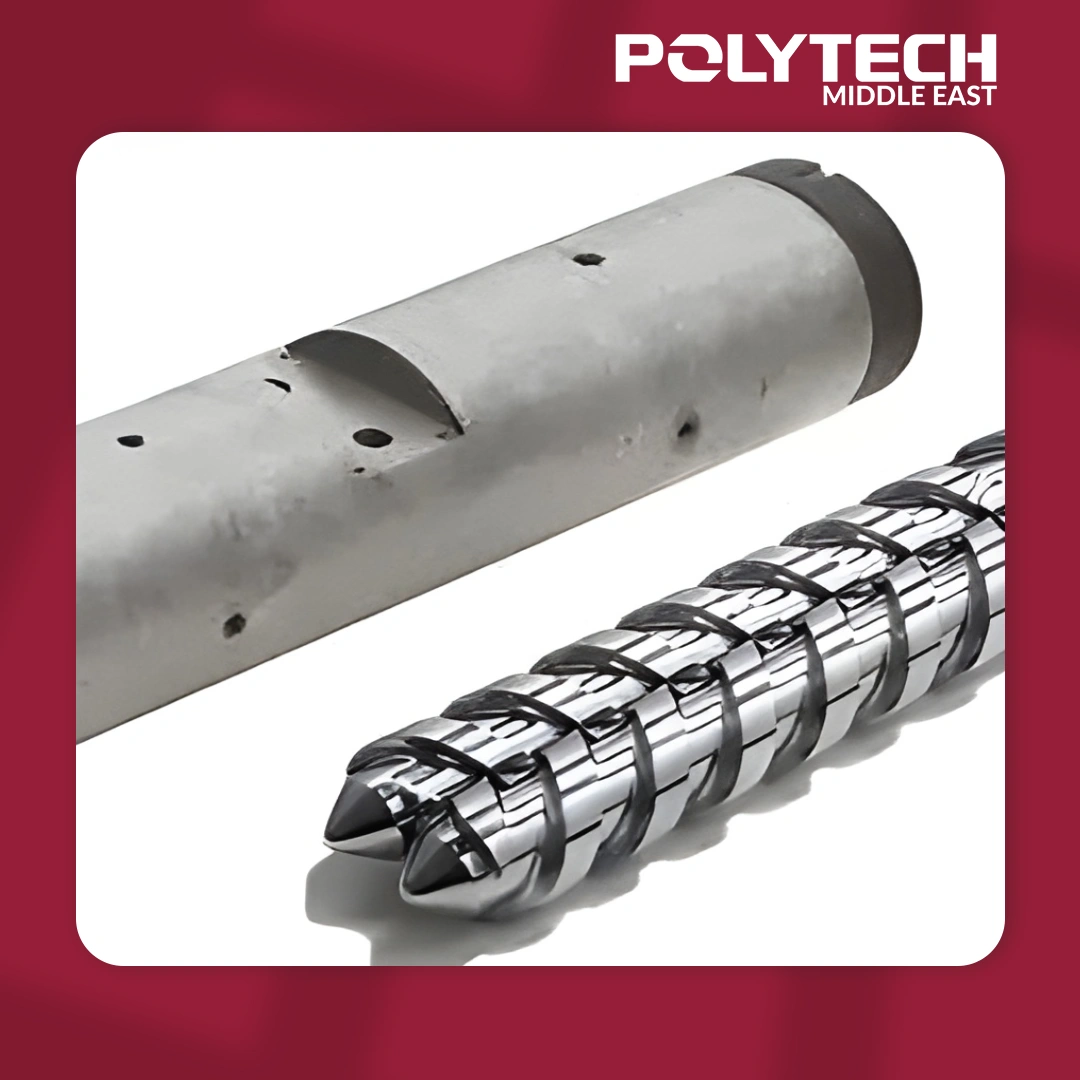
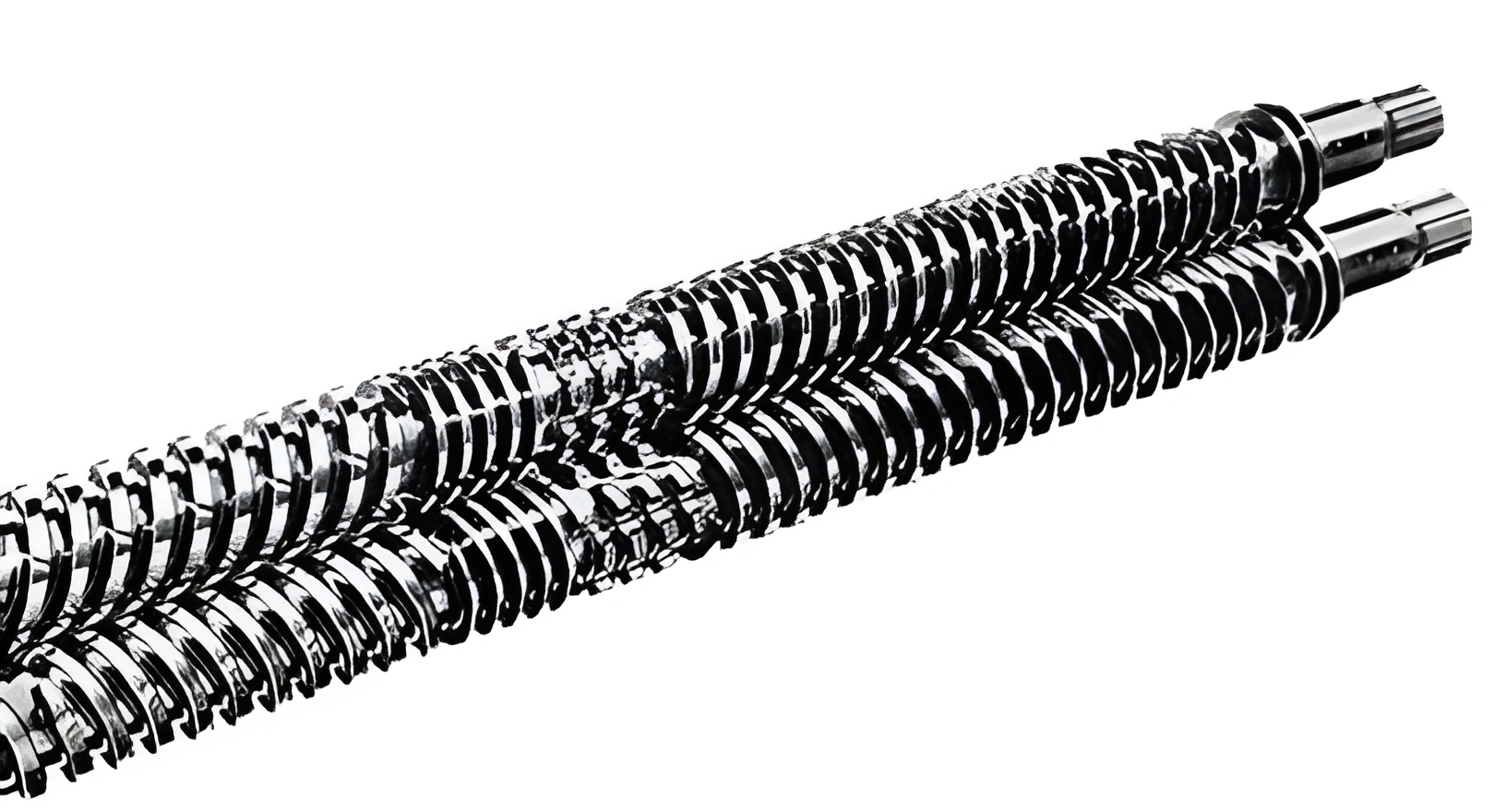
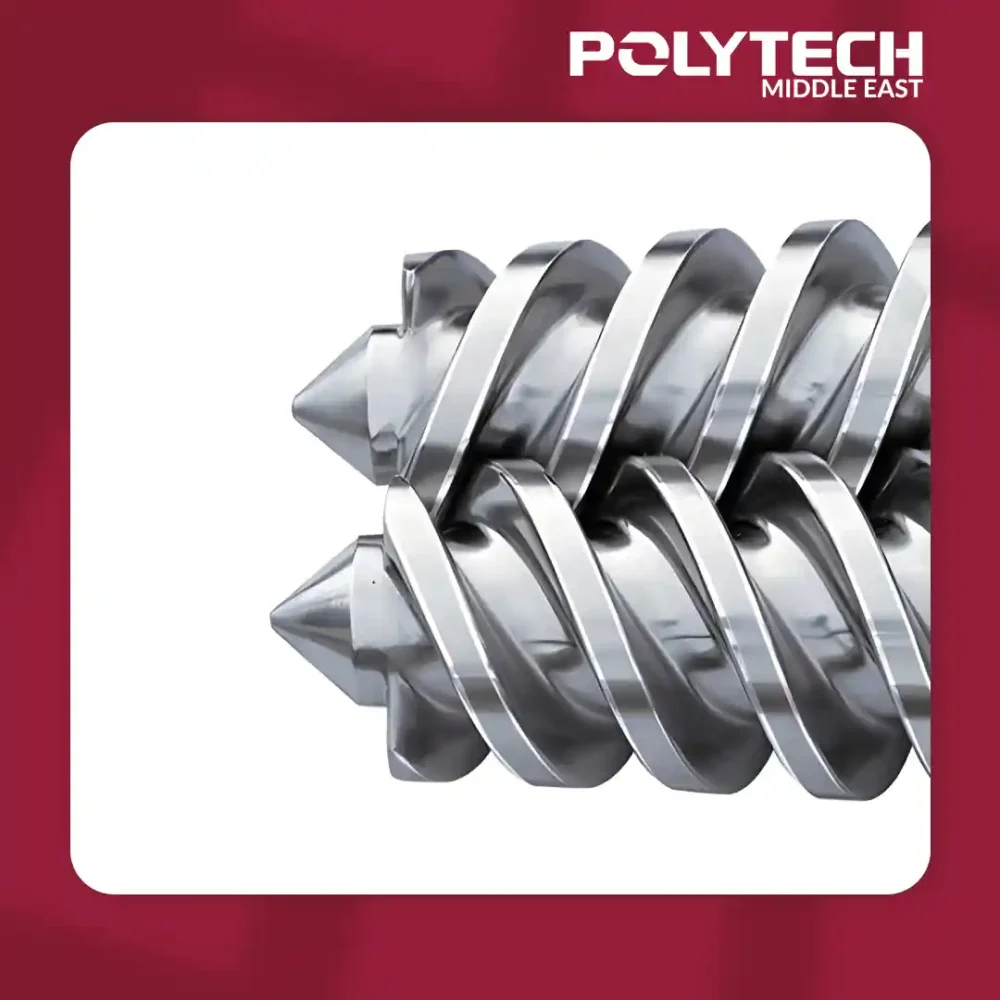
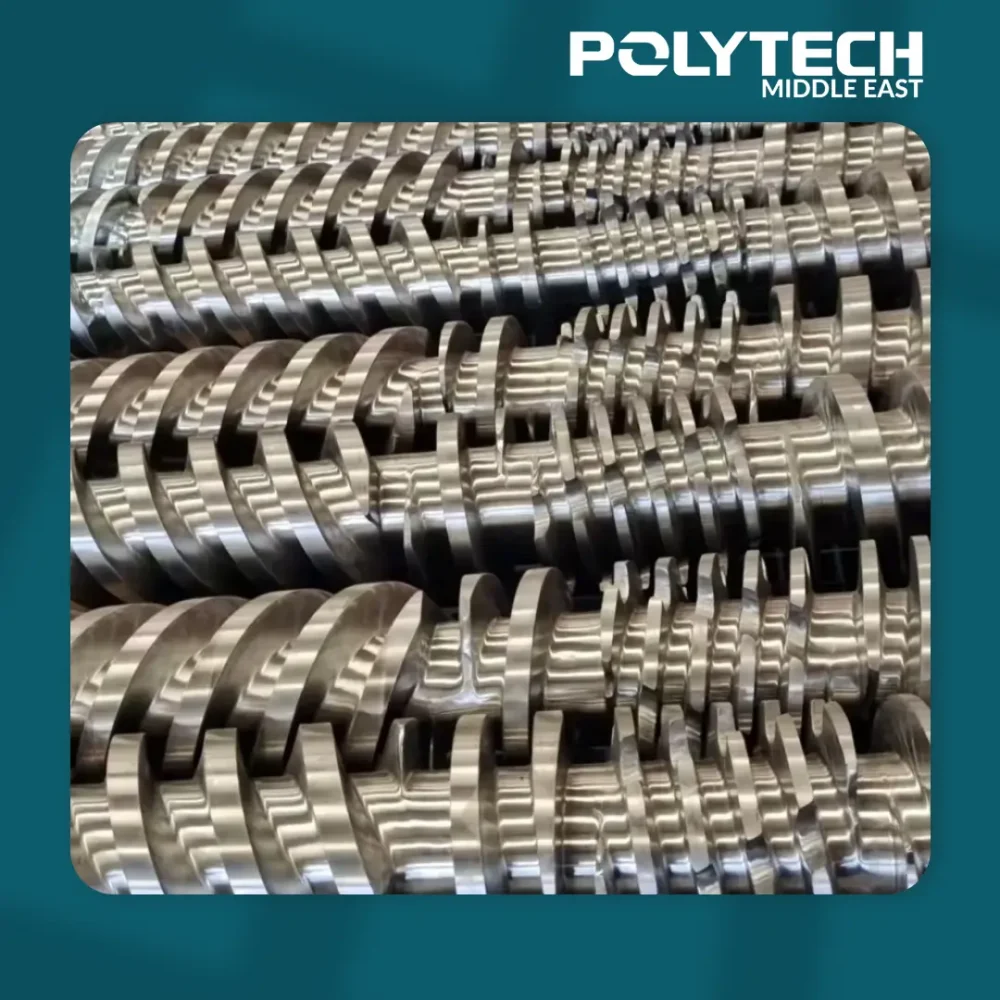
L’ensemble du barillet 75/26 comprend deux vis identiques de 75 mm de diamètre à l’intérieur d’un barillet usiné avec précision. Les principales caractéristiques de conception comprennent :
- Vis engrenantes parallèles : Les vis co-rotatives avec un diamètre constant de 75 mm (Ø constant sur la longueur) offrent un cisaillement élevé et une action autonettoyante. Contrairement à une conception conique, le profil droit produit un mélange constant et une accumulation de pression élevée.
- Rapport longueur/diamètre (L:D) = 26 : La longueur totale de la vis est d’environ 1950 mm (26 × 75). Ceci est légèrement plus court que les barillets standards 32:1 – 68:1, favorisant un régime et un débit plus élevés. Note : un L:D plus court peut nécessiter une sélection minutieuse des éléments de la vis pour garantir une plastification complète.
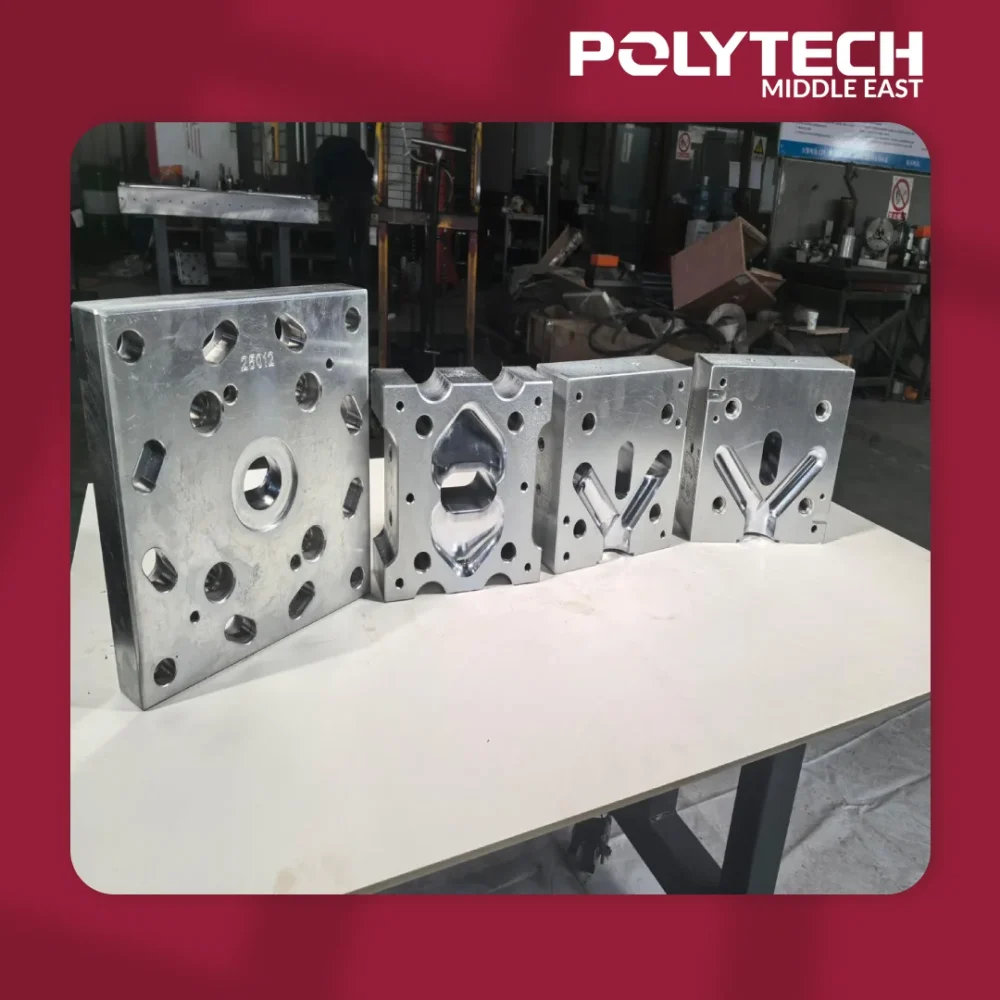
- Sections modulaires : Le barillet est construit en segments de chauffage/refroidissement interchangeables avec des orifices d’alimentation latérale ou de ventilation selon les besoins. Les caractéristiques standards incluent des trous de chauffage fixes et un circuit de refroidissement interne, permettant un contrôle précis de la température.
- Orifices de ventilation : Des sections de ventilation optionnelles (avec connexion au vide) permettent le dégazage. Des rainures de ventilation profondes peuvent être incluses, améliorant l’autonettoyage lors du traitement de matériaux recyclés ou chargés d’humidité.
Ces choix de conception permettent au barillet 75/26 de tirer efficacement la résine solide de la trémie vers la zone d’alimentation, de la faire fondre par la chaleur et le cisaillement, puis de pétrir soigneusement et de pomper une masse fondue homogène vers la filière.
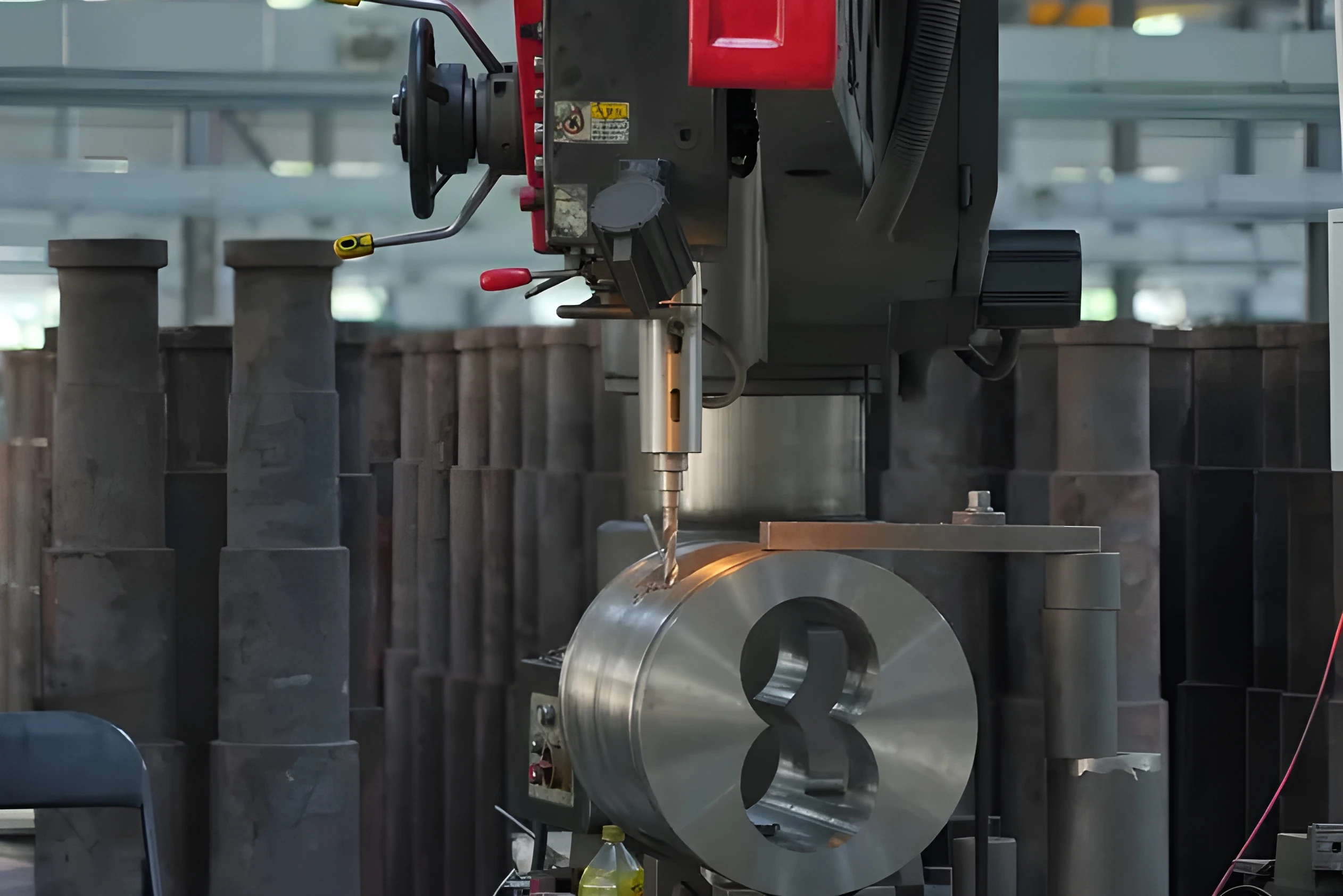
Matériaux et construction
Le barillet et les vis sont fabriqués en alliages d’acier trempé pour résister à l’usure :
- Acier de base : Généralement de l’acier à moyenne teneur en carbone (par ex. 45# ou 40Cr) ou de l’acier allié (par ex. 38CrMoAlA).
- Durcissement : Les surfaces sont usinées avec précision puis nitrurées (au gaz/ion) ou trempées jusqu’à environ 60–64 HRC. La nitruration peut prolonger la durée de vie du barillet de 2 à 3 fois par rapport à l’acier non traité.
- Revêtements d’usure : L’alésage du barillet reçoit souvent un revêtement en chrome dur ou en alliage de Ni (par ex. revêtement bimétallique Ni60/X800). Ces couches (épaisseur d’environ 0,05–0,15 mm) augmentent la résistance à l’abrasion et à la corrosion. Les revêtements à base de Ni ont démontré une durée de vie 2 à 3 fois plus longue dans des conditions très abrasives.
- Finition de surface : Des tolérances strictes sont maintenues (coaxialité ≲ 0,02 mm, rugosité de surface Ra ≈ 0,2 – 0,4 μm) pour garantir un jeu étroit entre la vis et le barillet et une pression uniforme.
- Chemises de type cartouche : De nombreuses conceptions utilisent des segments de chemise de type C à l’intérieur du barillet, facilitant le remplacement des sections usées. Les barillets à chemise intégrale (usinés d’une seule pièce) sont également utilisés pour une rigidité maximale.
- Joints et éléments chauffants : Les segments du barillet ont des embouts boulonnés, un jeu pour les filets de la vis, et des dispositions pour les colliers chauffants et les thermocouples. Des goupilles d’alignement de haute précision assurent un assemblage concentrique.
Ensemble, ces méthodes de construction donnent un barillet qui maintient son alignement et ses performances lors d’extrusions intensives. Le résultat est une fusion et un mélange uniformes du polymère avec une variation minimale du temps de séjour.
Entretien et durée de vie
Un entretien approprié est crucial pour la longévité :
- Purge et nettoyage : Après chaque cycle de production, purgez le barillet avec un polymère à bas point de fusion ou un composé de nettoyage pour éliminer les résidus. Cela empêche l’accumulation de carbone.
- Inspection de l’usure : Vérifiez périodiquement l’écart entre les filets de la vis et l’alésage du barillet (à l’aide de jauges d’épaisseur ou de comparateurs à cadran). Un jeu excessif (au-delà de la tolérance de conception) indique une usure. Les chemises ou segments de vis usés doivent être remplacés avant que le débit ne baisse ou que la dégradation de la masse fondue ne se produise.
- Contrôles d’alignement : Après le démontage/remontage, vérifiez que les vis sont concentriques et que les brides sont correctement accouplées. Le désalignement entraîne un contact métal sur métal et une usure rapide.
- Prévention des contaminants : Utilisez des filtres magnétiques puissants sur les systèmes d’alimentation pour capturer les particules ferreuses. Retirez tout débris étranger de la résine (tamis, clés) avant l’extrusion. Les contaminants peuvent creuser l’alésage ou endommager les vis.
- Protocoles thermiques : Suivez attentivement les routines de démarrage : n’extrudez pas à froid (assurez-vous toujours que les matériaux sont fondus avant d’augmenter le couple). Évitez un temps de maintien excessif à haute température. En cas de coupure de courant, refroidissez et nettoyez le barillet rapidement pour empêcher le polymère de durcir à l’intérieur.
- Lubrification régulière : Maintenez la lubrification de la boîte de vitesses et des roulements selon les recommandations du fabricant pour assurer une rotation constante des vis.
- Intervalles d’entretien : Selon l’utilisation, prévoyez de remplacer les chemises ou les éléments de vis toutes les quelques centaines ou milliers d’heures. Avec des revêtements bimétalliques (Ni60/X800), la durée de vie peut être 2 à 3 fois plus longue en service abrasif.
En suivant ces étapes d’entretien et en opérant dans les paramètres spécifiés, un barillet 75/26 peut offrir une longue durée de vie. Les opérateurs doivent supposer une durée de vie de base de 1 à 3 ans dans des conditions d’utilisation normales, pouvant être prolongée par une surveillance attentive et l’utilisation de matériaux améliorés (revêtements en alliage, nitruration) au besoin.
Avantages et caractéristiques concurrentielles
- Mélange supérieur : Les doubles vis de 75 mm offrent une action d’engrènement puissante, dispersant les additifs et les charges plus uniformément que les conceptions à simple vis. Cela garantit une qualité de sortie constante et un contrôle rigoureux du processus.
- Haut débit : La taille de 75 mm avec un L/D de 26:1 équilibre un rendement élevé avec une fusion efficace. Même à des vitesses modérées, la configuration 75/26 peut dépasser 200 kg/h pour le PVC et bien plus pour le polyéthylène, ce qui la rend idéale pour la production à grand volume.
- Flexibilité des matériaux : Compatible avec une large gamme de thermoplastiques (PVC, PE, PP, WPC, résines techniques). La métallurgie de la vis/du barillet (acier nitruré, alliage de Ni) résiste à l’usure due aux charges, à la fibre de verre et aux stabilisants PVC, prenant en charge les composés abrasifs ou corrosifs.
- Modularité : La conception sectionnelle du barillet permet une reconfiguration rapide des éléments de vis (transporteurs, malaxeurs, évents) pour s’adapter à différents produits. Cette adaptabilité signifie qu’une seule extrudeuse peut traiter de multiples formulations, réduisant ainsi les besoins en équipement.
- Refroidissement/Chauffage efficace : Les canaux de refroidissement intégrés et les raccords de chauffage permettent des zones de température précises. Ceci est critique pour le traitement du PVC (pour éviter les points chauds) et pour contrôler la cristallinité dans les plastiques techniques.
- Facilité d’entretien : Les chemises de barillet rectifiées avec précision et les vis segmentées rendent l’inspection et le remplacement simples. Les pinces de barillet à accès rapide (comme sur les extrudeuses modernes) réduisent encore les temps d’arrêt.
Produits
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Performances et applications
Métriques de fonctionnement typiques (75 mm, 26:1) : En supposant des densités de polymère standards et une vitesse de vis modérée (~30–45 tr/min), une extrudeuse à double vis de 75 mm traitera environ 220 à 350 kg/h de composés PVC/PE. Le débit augmente à des régimes plus élevés ou avec des résines de plus faible viscosité ; les données générales de l’industrie suggèrent que 450 à 750 kg/h sont atteignables dans des conditions idéales. La vitesse maximale de la vis est généralement d’environ 60 tr/min, et les températures d’extrusion dépendent des matériaux (jusqu’à environ 400 °C pour les plastiques résistant à haute chaleur). Ces barillets sont généralement accouplés à des entraînements de 40 à 75 kW (55 à 75 kW couramment) pour répondre aux exigences de couple.
Les applications incluent :
- Extrusion de tuyaux et profilés en PVC : Le barillet de 75 mm excelle dans les lignes de tuyaux/profilés en PVC rigide, où sa puissance de mélange élevée assure la dispersion des stabilisants et des charges. Il maintient une pression de fusion stable pour une épaisseur de paroi constante.
- Composites bois-plastique (WPC) : Mélange de farine de bois ou de charges minérales dans le PE/PVC pour les terrasses ou les panneaux. Les éléments de pétrissage à canaux profonds peuvent gérer des charges importantes sans se boucher.
- Composition et mélanges maîtres : Production de granulés chargés, de concentrés de plastique ou de mélanges maîtres. Les vis étroitement engrenantes permettent une dispersion uniforme des additifs, importante pour les mélanges maîtres de couleurs et d’additifs.
- Granulation de recyclage : Traitement des matériaux rebroyés ou des déchets de films. Les sections de ventilation et les vis autonettoyantes éliminent l’humidité/l’air pour produire des granulés recyclés propres.
- Plastiques techniques : Avec des revêtements de barillet appropriés, même les polymères à haute température (PA, PC) et les formulations chargées de verre peuvent être traités de manière fiable. Des chemises en alliage spécialisé résistent à l’abrasion du verre.
Dans chaque cas, le barillet 75/26 peut être adapté avec des séquences d’éléments de vis spécifiques (blocs de transport, de mélange, de ventilation) pour optimiser les performances. Sa forte force de transport surmonte les matériaux à faible densité apparente, et l’action d’autonettoyage étroite empêche la stagnation de la masse fondue.
Applications
Galerie
{kind=link}
{kind=link}
{kind=link}
Caractéristiques principales
Le tableau suivant présente les spécifications techniques clés pour un barillet à double vis typique de 75 mm avec un L/D de 26:1. Les valeurs varieront en fonction de la conception de la vis et des matériaux traités.
| Paramètre | Barillet à double vis 75/26 (typique) |
| Diamètre de la vis | 75 mm |
| Rapport longueur/diamètre (L:D) | 26:1 (longueur d’environ 1950 mm) |
| Matériau | Acier allié (45#/40Cr ou 38CrMoAlA) ; type C ou chemise intégrale |
| Dureté de surface | ~60–64 HRC après nitruration |
| Revêtement d’usure | Placage au chrome dur/alliage de Ni (0,05–0,15 mm) |
| Tolérance de coaxialité | <0,02 mm (vis et barillet rectifiés avec précision) |
| Vitesse de fonctionnement | ~0–45 tr/min (max ~60 tr/min) |
| Puissance du moteur | ~40–75 kW (selon la configuration de la vis et les besoins en couple) |
| Couple maximal | Environ 8000–9000 Nm à 75 mm, 45 tr/min, 55 kW (Estimation) |
| Débit typique | 220–350 kg/h (mélanges PVC/PE) ; jusqu’à ~450–750 kg/h dans des conditions optimales |
| Plage de température | 20–400 °C (selon le polymère ; limité par le barillet/l’acier intermédiaire) |
| Compatibilité | PE, PP, PVC, WPC, polymères techniques, plastiques recyclés |
| Certifications | ISO9001, CE (matériaux et fabrication) |
Produits similaires
-
 Machines et pièces détachées
Machines et pièces détachéesBarillet à Double Vis Parallèle 67/22
-
 Machines et pièces détachées
Machines et pièces détachéesBarillet à double vis conique 55/120
-
 Machines et pièces détachées
Machines et pièces détachéesRéducteurs Industriels pour Machines
-
 Machines et pièces détachées
Machines et pièces détachéesDistributeur de plaques de mousse PVC co-extrudées ABA