75/26 Paralel Çift Vida Kovan
Plastik Ekstrüzyonu İçin Yüksek Verimli 75/26 Paralel Çift Vida Kovan
Category -> Makineler ve Yedek Parçalar
Tanım
Yöneticiler İçin Özet
75/26 paralel çift vida kovan, zorlu uygulamalarda termoplastikleri (PVC, PE, PP vb.) işlemek için tasarlanmış yüksek performanslı bir ekstrüzyon bileşenidir. Polimer bileşiklerinin güçlü bir şekilde eritilmesi, karıştırılması ve taşınması için optimize edilmiş, 26:1 uzunluk-çap (L/D) oranına sahip 75 mm çapında birbirine geçen iki vidaya sahiptir. Hassas CNC işleme ve sertleştirme işlemleri (nitrürleme ve krom veya Ni-alaşım kaplamalar), dar toleranslar (<0.02 mm eş eksenlilik) ve ~60 HRC yüzey sertliği sağlar. Bu tasarım, katkı maddesi dağılımı, aşınma ve süreç tutarlılığı gibi yaygın ekstrüzyon zorluklarını ele alarak yüksek verimi (malzemeye bağlı olarak 200–700 kg/saat civarında) ve homojen kaliteyi destekler. Kullanımda 75/26 kovan, kompakt ve güçlü bir karıştırma bölümünü verimli ısı transferi ile dengeleyerek PVC borular/profiller, bileşim hatları ve peletleme için son derece uygun hale getirir. Temel avantajlar arasında mükemmel karıştırma, geniş malzeme uyumluluğu ve bakım kolaylığı bulunurken, riskler (ör. kirleticilerden kaynaklanan aşınma veya yanlış hizalama) düzenli denetim ve doğru çalıştırma ile yönetilebilir.
Polimer Ekstrüzyon Zorlukları
Plastik ekstrüzyon süreçleri, ham polimerlerin ve katkı maddelerinin hassas bir şekilde eritilmesini ve karıştırılmasını gerektirir. Zorluklar şunları içerir:
- Homojenlik: Yetersiz karıştırma, üründe çizgilere, zayıf noktalara veya tutarsız yoğunluğa yol açar.
- Verim ve Kalış Süresi: Üreticilerin yüksek verime ihtiyacı vardır, ancak polimerlerin tamamen erimesi ve homojenleşmesi için ısı ve kesme kuvveti altında yeterince zaman geçirmesi gerekir. 26:1’lik bir kovan (tipik 32–68:1’den daha kısa), daha yüksek verim ve daha kompakt bir makine ayak izi için bir miktar karıştırma uzunluğundan feragat eder.
- Aşınma ve Korozyon: Dolgu maddeleri (cam elyafı, CaCO₃) ve PVC stabilizatörleri, vidaların/kovanların aşınmasına ve korozyonuna neden olarak hizmet ömrünü kısaltır.
- Havalandırma/Gaz Giderme: Kalan nemin veya uçucu maddelerin (özellikle geri dönüştürülmüş veya PVC bileşiklerinde) uzaklaştırılması kritiktir; yetersiz havalandırma, eriyikte baloncuklara veya jellere neden olur.
75/26 paralel çift vidal kovan, bu sorunları çözmek için tasarlanmıştır. Birlikte dönen vida tasarımı, yüksek verimi korurken tam karıştırma (homojenlik sorunlarını çözerek) için yoğun yoğurma sağlar. Sağlam malzeme seçimleri ve kaplamalar aşınma ve korozyona karşı koyar ve modüler havalandırma bölümleri nemin uzaklaştırılmasını yönetir.
75/26 Paralel Çift Vida Kovan Tasarımı
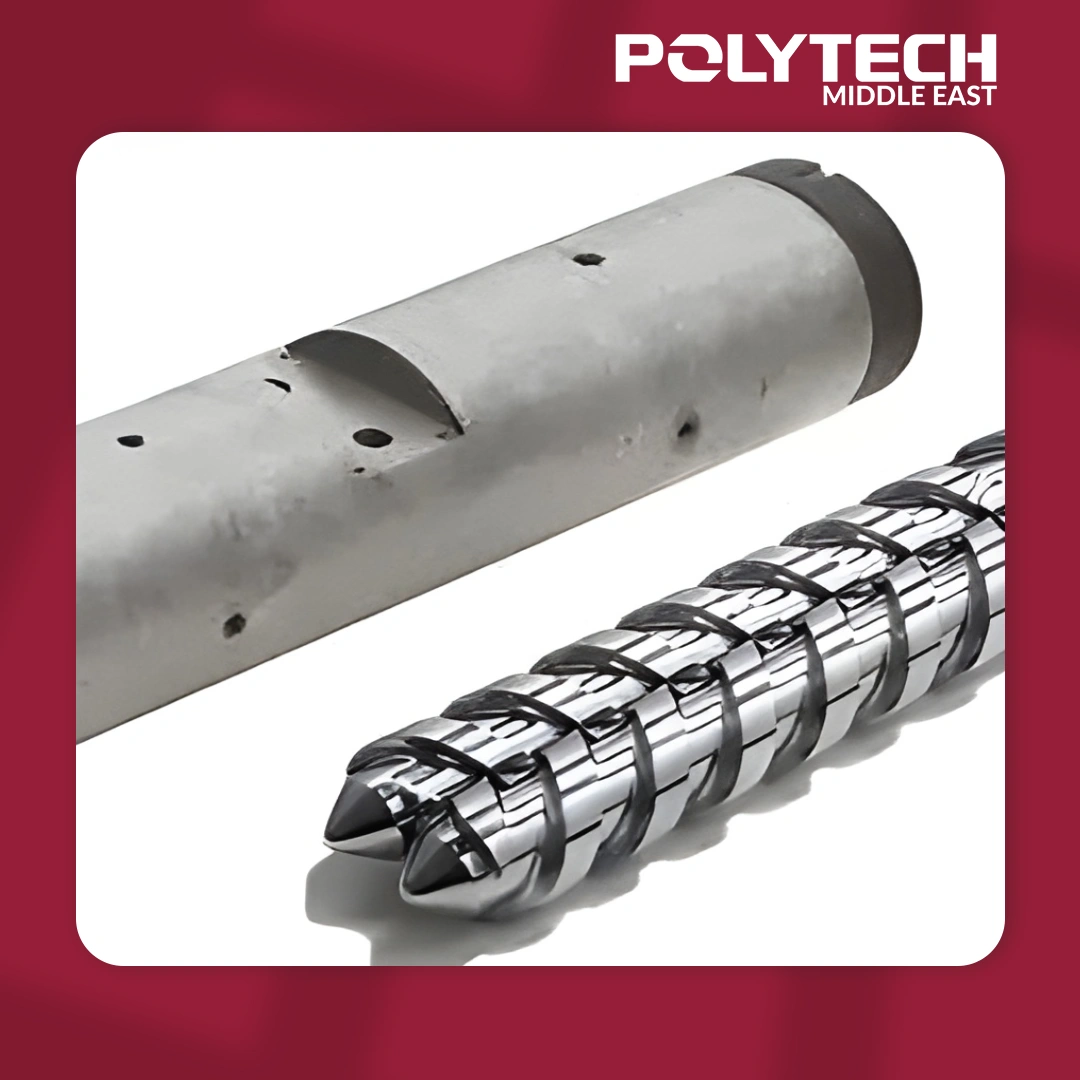
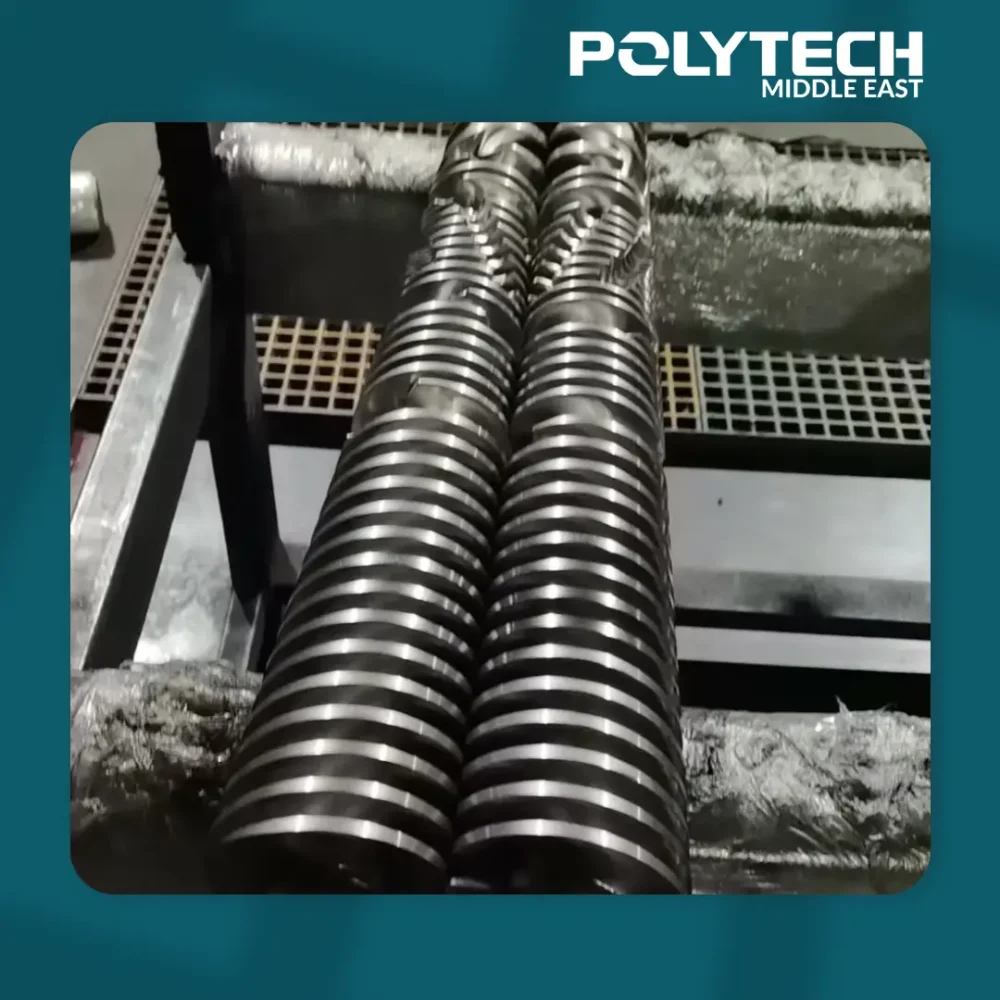
75/26 kovan tertibatı, hassas bir şekilde işlenmiş bir kovanın içinde iki adet aynı 75 mm çapında vidadan oluşur. Temel tasarım özellikleri şunları içerir:
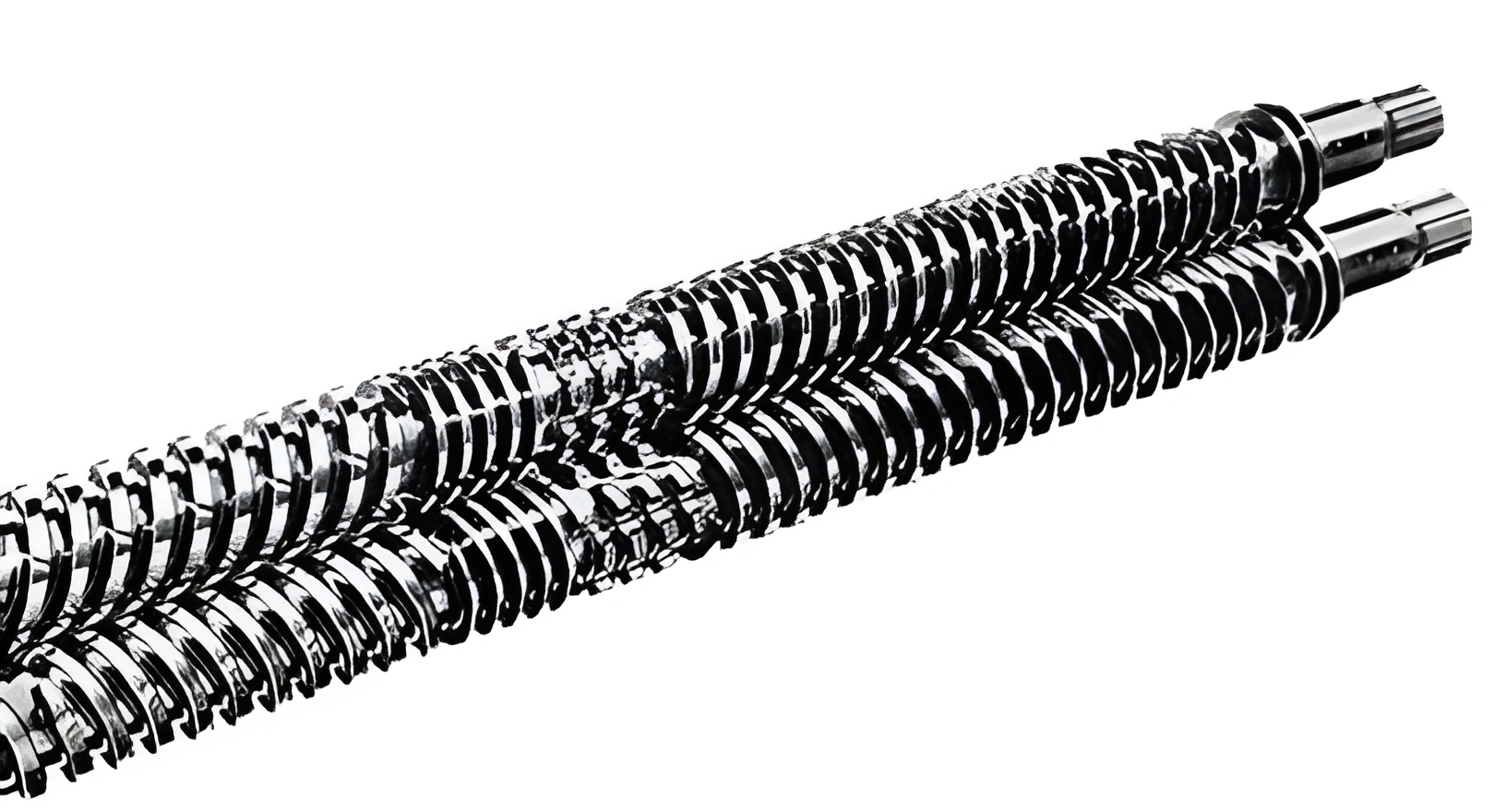
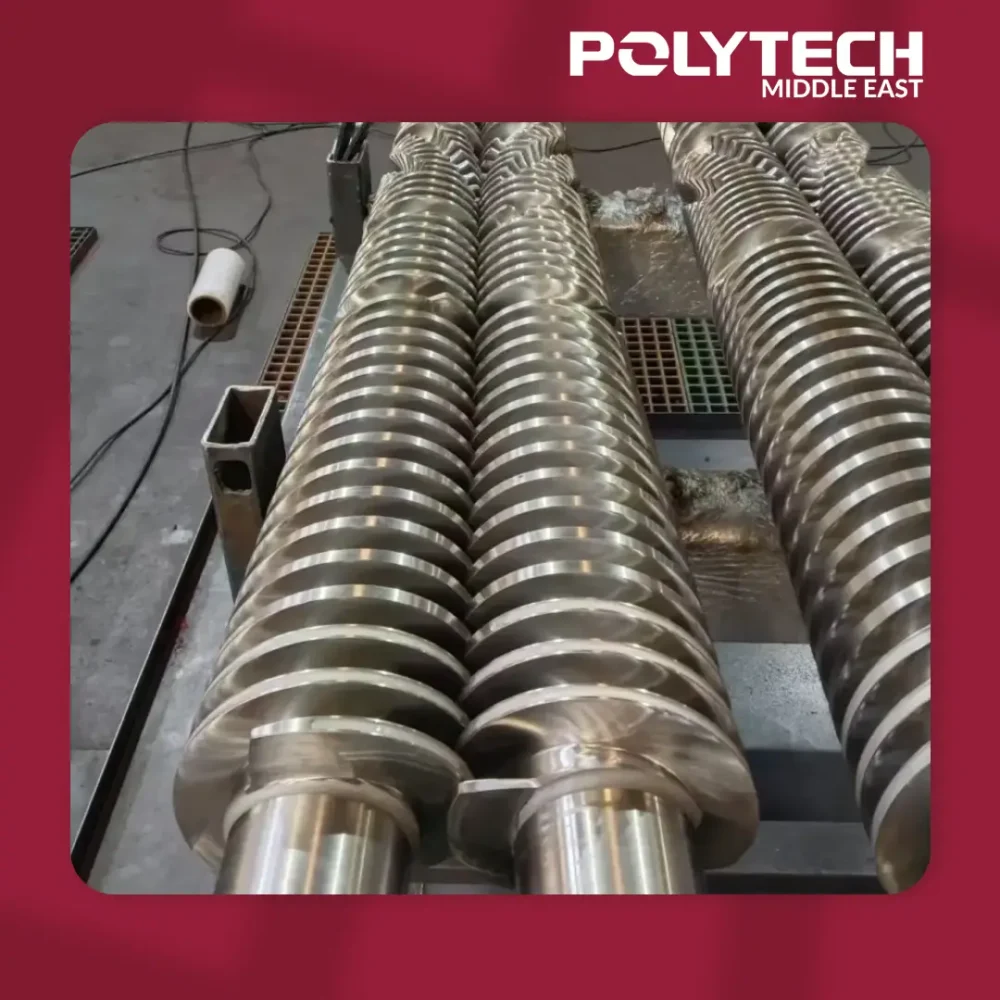
- Paralel İç İçe Geçen Vidalar: Sabit 75 mm çapa (uzunluk boyunca sabit Ø) sahip birlikte dönen vidalar, yüksek kesme kuvveti ve kendi kendini temizleme eylemi sağlar. Konik bir tasarımın aksine, düz profil tutarlı bir karışım ve yüksek basınç oluşumu sağlar.
- Uzunluk-Çap Oranı (L:D) = 26: Toplam vida uzunluğu ≈ 1950 mm’dir (26 × 75). Bu, standart 32:1 – 68:1 kovanlardan biraz daha kısadır ve daha yüksek devir ile verimi destekler. (Not: Daha kısa L:D, tam plastikleştirme sağlamak için dikkatli vida elemanı seçimi gerektirebilir.)
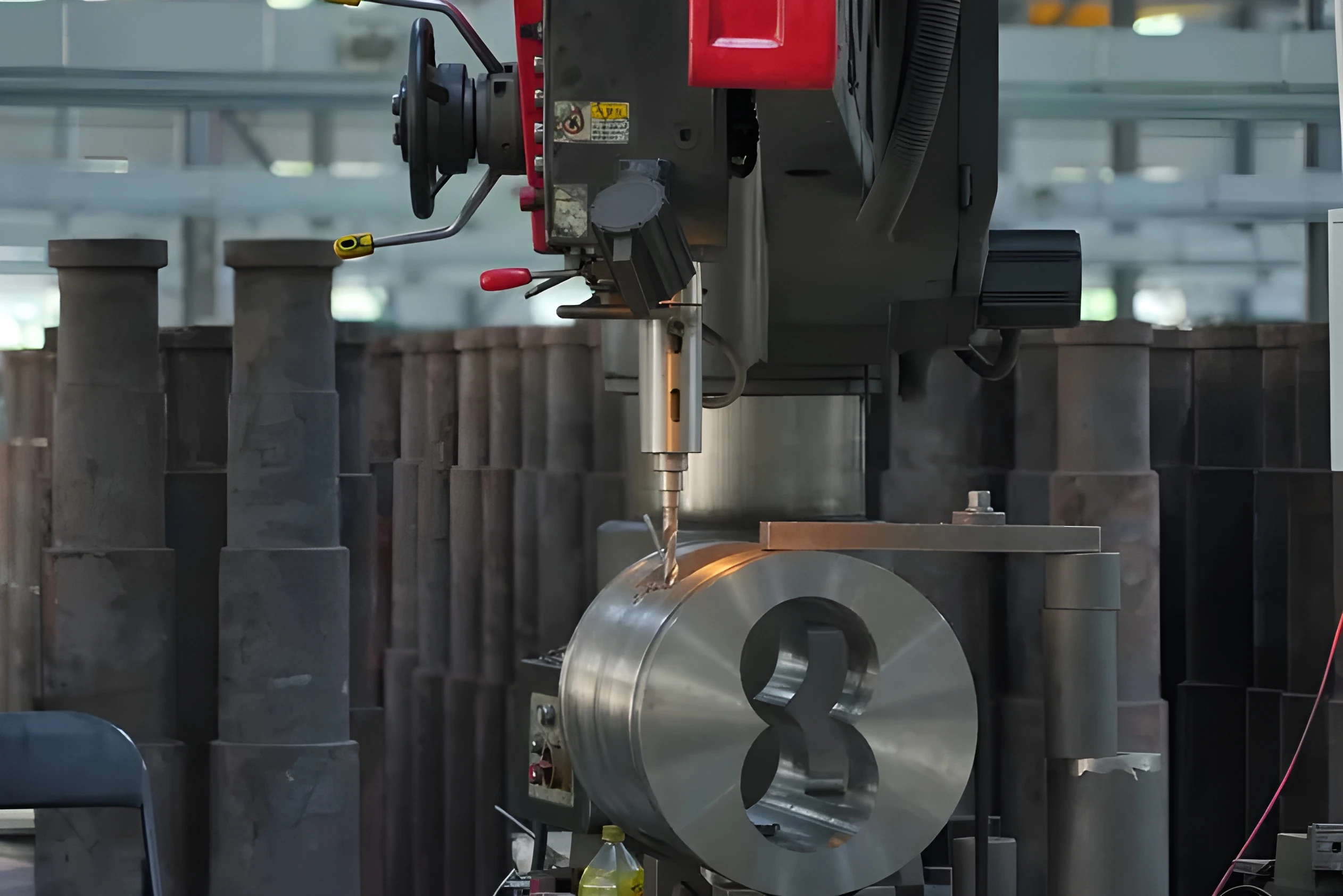
- Modüler Bölümler: Kovan, gerektiğinde yan besleme veya havalandırma portlarına sahip değiştirilebilir ısıtma/soğutma segmentleri halinde inşa edilmiştir. Standart özellikler arasında sabit ısıtıcı delikleri ve hassas sıcaklık kontrolü sağlayan dahili bir soğutucu devresi bulunur.
- Havalandırma Portları: İsteğe bağlı havalandırma bölümleri (vakum bağlantılı) gazların giderilmesine olanak tanır. Geri dönüştürülmüş veya nem yüklü malzemeler işlenirken kendi kendini temizlemeyi geliştiren derin havalandırma olukları eklenebilir.
Bu tasarım seçenekleri, 75/26 kovanın katı reçineyi hazneden besleme bölgesine verimli bir şekilde çekmesine, ısı ve kesme kuvveti ile eritmesine, ardından iyice yoğurarak homojen bir eriyiği kalıba pompalamasına olanak tanır.
Malzemeler ve Yapı
Kovan ve vidalar, aşınmaya karşı koymak için sertleştirilmiş alaşımlı çeliklerden yapılmıştır:
- Taban Çeliği: Genellikle orta karbonlu çelik (ör. 45# veya 40Cr) veya alaşımlı çelik (ör. 38CrMoAlA).
- Sertleştirme: Yüzeyler hassas bir şekilde işlenir, ardından gaz/iyon nitrürlenir veya ~60–64 HRC’ye sertleştirilir. Nitrürleme, kovan ömrünü işlenmemiş çeliğe kıyasla 2-3 kat uzatabilir.
- Aşınma Kaplamaları: Kovan deliği genellikle sert krom veya Ni-alaşım astar (ör. Ni60/X800 bimetal kaplama) alır. Bu katmanlar (~0.05–0.15 mm kalınlığında) aşınma ve korozyon direncini artırır. Ni bazlı kaplamaların, yüksek oranda aşındırıcı koşullar altında 2-3 kat daha uzun ömürlü olduğu kanıtlanmıştır.
- Yüzey İşlemi: Sıkı vida-kovan boşluğu ve eşit basınç sağlamak için katı toleranslar korunur (eş eksenlilik <0.02 mm, yüzey pürüzlülüğü Ra ≈ 0.2 – 0.4 μm).
- Kartuş Astarlar: Birçok tasarım, kovan içinde C-tipi astar segmentleri kullanarak aşınmış bölümlerin daha kolay değiştirilmesini sağlar. Maksimum sağlamlık için entegre astar kovanları (tek parçadan işlenmiş) da kullanılır.
- Contalar ve Isıtıcılar: Kovan segmentlerinde cıvatalı uç kapakları, vida hatvesi boşluğu ve şerit ısıtıcılar ile termokupllar için yer bulunur. Yüksek hassasiyetli hizalama pimleri eşmerkezli montajı sağlar.
Birlikte ele alındığında bu yapım yöntemleri, ağır hizmet tipi ekstrüzyon altında hizalamayı ve performansı koruyan bir kovan ortaya çıkarır. Sonuç, minimum kalış süresi varyasyonu ile polimerin homojen bir şekilde erimesi ve karışmasıdır.
Bakım ve Hizmet Ömrü
Doğru bakım, uzun ömür için çok önemlidir:
- Tahliye ve Temizleme: Kalıntıları gidermek için her üretim çalışmasından sonra kovanı düşük erime noktalı bir polimer veya temizleme bileşiği ile tahliye edin. Bu, karbon birikimini önler.
- Aşınmayı İnceleme: Vida hatveleri ile kovan deliği arasındaki boşluğu periyodik olarak kontrol edin (sentil çakıları veya komparatör saatleri kullanarak). Aşırı boşluk (tasarım toleransının ötesinde) aşınmayı gösterir; verim düşmeden veya eriyik bozulması meydana gelmeden önce aşınmış astarlar veya vida segmentleri değiştirilmelidir.
- Hizalama Kontrolleri: Sökme/yeniden monte etme işleminden sonra, vidaların eşmerkezli olduğunu ve flanşların doğru şekilde eşleştiğini doğrulayın. Yanlış hizalama, metal metale temasa ve hızlı aşınmaya yol açar.
- Kirleticileri Önleme: Demir parçacıklarını yakalamak için besleme sistemlerinde güçlü manyetik filtreler kullanın. Ekstrüzyondan önce reçineden (elekler, anahtarlar) herhangi bir yabancı maddeyi çıkarın. Kirleticiler deliği oyabilir veya vidalara zarar verebilir.
- Termal Protokoller: Başlatma rutinlerini dikkatlice izleyin: soğuk ekstrüzyon yapmayın (torku artırmadan önce her zaman malzemelerin eridiğinden emin olun). Yüksek sıcaklıkta aşırı beklemeden kaçının. Güç kaybı durumunda, içerideki polimerin sertleşmesini önlemek için kovanı derhal soğutun ve temizleyin.
- Düzenli Yağlama: Tutarlı vida dönüşü sağlamak için şanzıman ve yatak yağlamasını üretici tavsiyelerine göre sürdürün.
- Servis Aralıkları: Kullanıma bağlı olarak, astarları veya vida elemanlarını her birkaç yüz ila bin saatte bir değiştirmeyi bekleyin. Bimetalik kaplamalarla (Ni60/X800), aşındırıcı hizmet altında ömür 2-3 kat daha uzun olabilir.
Bu bakım adımlarını izleyerek ve belirtilen parametreler dahilinde çalıştırarak, bir 75/26 kovan uzun bir hizmet ömrü sunabilir. Operatörler, normal kullanım altında 1-3 yıllık bir temel ömür varsaymalı, dikkatli izleme ve gerektiğinde yükseltilmiş malzemelerin (alaşım kaplamalar, nitrürleme) kullanılmasıyla bu süreyi daha da uzatmalıdır.
Avantajlar ve Rekabetçi Özellikler
- Üstün Karıştırma: Çift 75 mm vidalar, katkı maddelerini ve dolgu maddelerini tek vidalı tasarımlardan daha homojen bir şekilde dağıtarak güçlü bir iç içe geçme eylemi sağlar. Bu, tutarlı çıktı kalitesi ve sıkı süreç kontrolü sağlar.
- Yüksek Verim: 26:1 L/D ile 75 mm boyutu, verimli erime ile yüksek çıktıyı dengeler. Orta hızlarda bile 75/26 konfigürasyonu PVC için 200 kg/saati aşabilir ve polietilen için çok daha yüksek olabilir, bu da onu yüksek hacimli üretim için ideal hale getirir.
- Malzeme Esnekliği: Çok çeşitli termoplastiklerle (PVC, PE, PP, WPC, mühendislik reçineleri) uyumludur. Vida/kovan metalurjisi (nitrürlenmiş çelik, Ni-alaşımı) dolgu maddeleri, cam elyafı ve PVC stabilizatörlerinden kaynaklanan aşınmaya karşı direnç göstererek aşındırıcı veya korozif bileşikleri destekler.
- Modülerlik: Kovanın bölümlü tasarımı, farklı ürünlere uyarlamak için vida elemanlarının (taşıyıcılar, yoğurucular, havalandırma delikleri) hızlı bir şekilde yeniden yapılandırılmasına olanak tanır. Bu uyarlanabilirlik, bir ekstrüderin birden fazla formülasyonu işleyebileceği ve ekipman ihtiyaçlarını azaltabileceği anlamına gelir.
- Verimli Soğutma/Isıtma: Dahili soğutma kanalları ve ısıtıcı bağlantı parçaları, sıkı sıcaklık bölgeleri sağlar. Bu, PVC işleme (sıcak noktalardan kaçınma) ve mühendislik plastiklerinde kristallik kontrolü için kritik öneme sahiptir.
- Bakım Kolaylığı: Hassas taşlanmış kovan astarları ve parçalı vidalar, incelemeyi ve değiştirmeyi kolaylaştırır. Hızlı erişimli kovan kelepçeleri (modern ekstrüderlerde olduğu gibi) arıza süresini daha da azaltır.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Performans ve Uygulamalar
Tipik Çalışma Metrikleri (75 mm, 26:1): Standart polimer yoğunlukları ve orta düzeyde bir vida hızı (~30–45 rpm) varsayıldığında, 75 mm’lik çift vidalı bir ekstrüder kabaca 220–350 kg/saat PVC/PE bileşiği işleyecektir. Verim, daha yüksek devirlerde veya daha düşük viskoziteli reçinelerle artar; genel endüstri verileri, ideal koşullar altında 450–750 kg/saat’in elde edilebilir olduğunu göstermektedir. Maksimum vida hızı genellikle ~60 rpm’dir ve ekstrüzyon sıcaklıkları malzemelere bağlıdır (yüksek ısılı plastikler için ~400 °C’ye kadar). Bu kovanlar, tork gereksinimlerini karşılamak için tipik olarak 40–75 kW (yaygın olarak 55–75 kW) tahriklerle eşleştirilir.
Uygulamalar şunları içerir:
- PVC Boru ve Profil Ekstrüzyonu: 75 mm’lik kovan, yüksek karıştırma gücünün stabilizatörlerin ve dolgu maddelerinin dağılımını sağladığı sert PVC boru/profil hatlarında mükemmeldir. Tutarlı duvar kalınlığı için kararlı eriyik basıncını korur.
- Ahşap-Plastik Kompozitler (WPC): Zemin kaplaması veya paneller için ahşap unu veya mineral dolgu maddelerinin PE/PVC ile karıştırılması. Derin kanallı yoğurma elemanları, tıkanmadan yüksek dolgu yüklerini kaldırabilir.
- Bileşim (Compounding) & Masterbatch’ler: Dolgulu granüller, plastik konsantreler veya masterbatch’lerin üretimi. Sıkıca birbirine geçen vidalar, renk ve katkı maddesi masterbatch’leri için önemli olan homojen katkı maddesi dağılımını sağlar.
- Geri Dönüşüm Peletleme: Yeniden öğütülmüş veya film hurdalarının işlenmesi. Havalandırma bölümleri ve kendi kendini silen vidalar, temiz geri dönüştürülmüş peletler elde etmek için nemi/havayı uzaklaştırır.
- Mühendislik Plastikleri: Uygun kovan kaplamaları ile yüksek sıcaklık polimerleri (PA, PC) ve cam dolgulu formülasyonlar bile güvenilir bir şekilde çalıştırılabilir. Özel alaşımlı astarlar cam aşınmasına karşı dirençlidir.
Her durumda, 75/26 kovan, performansı optimize etmek için özel vida elemanı dizileriyle (taşıma, karıştırma, havalandırma blokları) uyarlanabilir. Güçlü taşıma kuvveti, düşük yığın yoğunluklu malzemelerin üstesinden gelir ve sıkı kendi kendini temizleme eylemi eriyik durgunluğunu önler.
Applications
Galeri
{kind=link}
{kind=link}
{kind=link}
Teknik Özellikler
Aşağıdaki tablo:
| Parametre (Parameter) | 75/26 Çift Vida Kovan (tipik) |
| Vida Çapı | 75 mm |
| Uzunluk-Çap Oranı (L:D) | 26:1 (yaklaşık 1950 mm uzunluk) |
| Malzeme | Alaşımlı çelik (45#/40Cr veya 38CrMoAlA); C-tipi veya entegre astar |
| Yüzey Sertliği | Nitrürleme sonrası ~HRC 60–64 |
| Aşınma Kaplaması | Sert krom/Ni alaşım kaplama (0.05–0.15 mm) |
| Eş Eksenlilik Toleransı | <0.02 mm (vidalar ve kovan hassas taşlanmış) |
| Çalışma Hızı | ~0–45 rpm (maks ~60 rpm) |
| Motor Gücü | ~40–75 kW (vida konfigürasyonuna ve tork ihtiyaçlarına bağlıdır) |
| Maksimum Tork | (75 mm, 45 rpm, 55 kW’da yaklaşık 8000–9000 Nm) Tahmini |
| Tipik Verim | 220–350 kg/saat (PVC/PE karışımları); ideal koşullarda ~450 – 750 kg/saat’e kadar |
| Sıcaklık Aralığı | 20–400 °C (polimere bağlıdır; kovan/ara çelik ile sınırlıdır) |
| Uyumluluk | PE, PP, PVC, WPC, mühendislik polimerleri, geri dönüştürülmüş plastikler |
| Sertifikalar | ISO9001, CE (malzemeler ve üretim) |
İlgili ürünler
-
 Makineler ve Yedek Parçalar
Makineler ve Yedek Parçalar92/188 Konik Çift Vida Kovan Seti
-
 Makineler ve Yedek Parçalar
Makineler ve Yedek ParçalarYüksek Torklu Çift Vidalı Ekstruder
-
 Makineler ve Yedek Parçalar
Makineler ve Yedek ParçalarVakum pompaları
-
 Makineler ve Yedek Parçalar
Makineler ve Yedek Parçalar65/132 Konik Çift Vida Kovan Seti