75/26 Parallel Twin Screw Barrel
75/26 Parallel Twin Screw Barrel
Technical overview of a 75/26 parallel twin-screw barrel
Category -> Machines and Spare Parts
Description
Executive Summary:
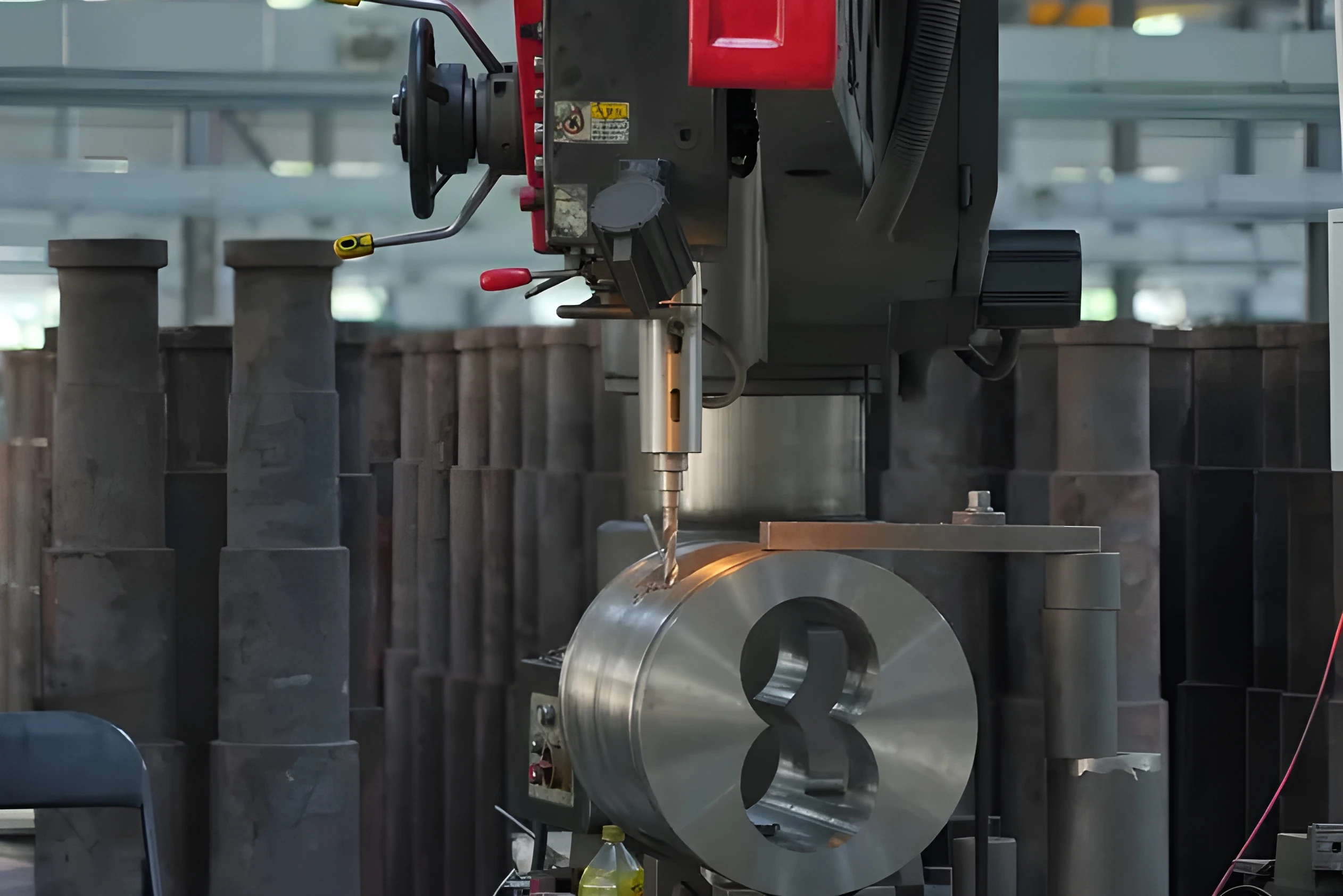
The 75/26 parallel twin screw barrel is a high-performance extrusion component designed for processing thermoplastics (PVC, PE, PP, etc.) in demanding applications. It features two 75 mm diameter intermeshing screws with a 26:1 length-to-diameter (L/D) ratio, optimized for robust melting, mixing and conveying of polymer compounds. Precision CNC machining and hardening treatments (nitriding and chrome or Ni-alloy coatings) deliver tight tolerances (<0.02 mm coaxiality) and surface hardness ~60 HRC. This design supports high throughput (on the order of 200–700 kg/hr, material-dependent) and uniform quality, addressing common extrusion challenges like additive dispersion, wear, and process consistency. In use, the 75/26 barrel balances a compact, powerful mixing section with efficient heat transfer, making it well suited for PVC pipes/profiles, compounding lines, and pelletizing. Key advantages include excellent mixing, wide material compatibility, and ease of maintenance, while risks (e.g. wear from contaminants or misalignment) can be managed via regular inspection and proper operation.
Polymer Extrusion Challenges
Plastic extrusion processes demand precise melting and mixing of raw polymers and additives.
Challenges include:
- Uniformity: Inadequate mixing leads to streaks, weak spots or inconsistent density in the product.
- Throughput vs. Residence Time: Manufacturers need high output, but polymers must spend enough time under heat and shear to fully melt and homogenize. A 26:1 barrel (shorter than typical 32–68:1) trades some mixing length for higher throughput and a more compact machine footprint.
- Wear and Corrosion: Fillers (glass fiber, CaCO₃) and PVC stabilizers cause abrasion and corrosion of screws/barrels, reducing service life.
- Venting/Devolatilization: Removing residual moisture or volatiles (especially in recycled or PVC compounds) is critical; insufficient venting causes bubbles or gels in the melt.
The 75/26 parallel twin-screw barrel is engineered to address these issues. Its co-rotating screw design provides intense kneading for thorough mixing (solving uniformity problems) while maintaining high output. Robust material choices and coatings counter wear and corrosion, and modular venting sections manage moisture removal.
75/26 Parallel Twin Screw Barrel Design
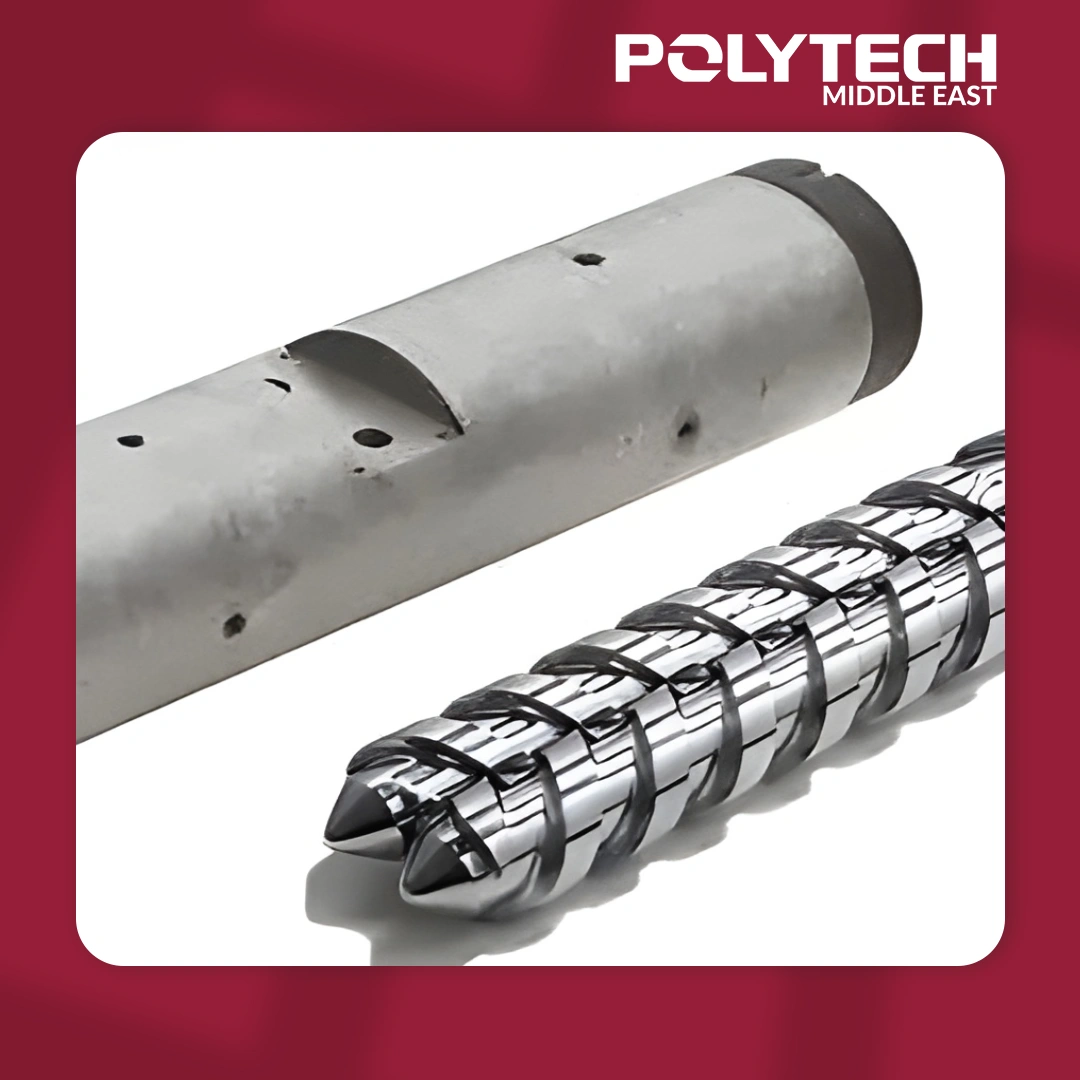
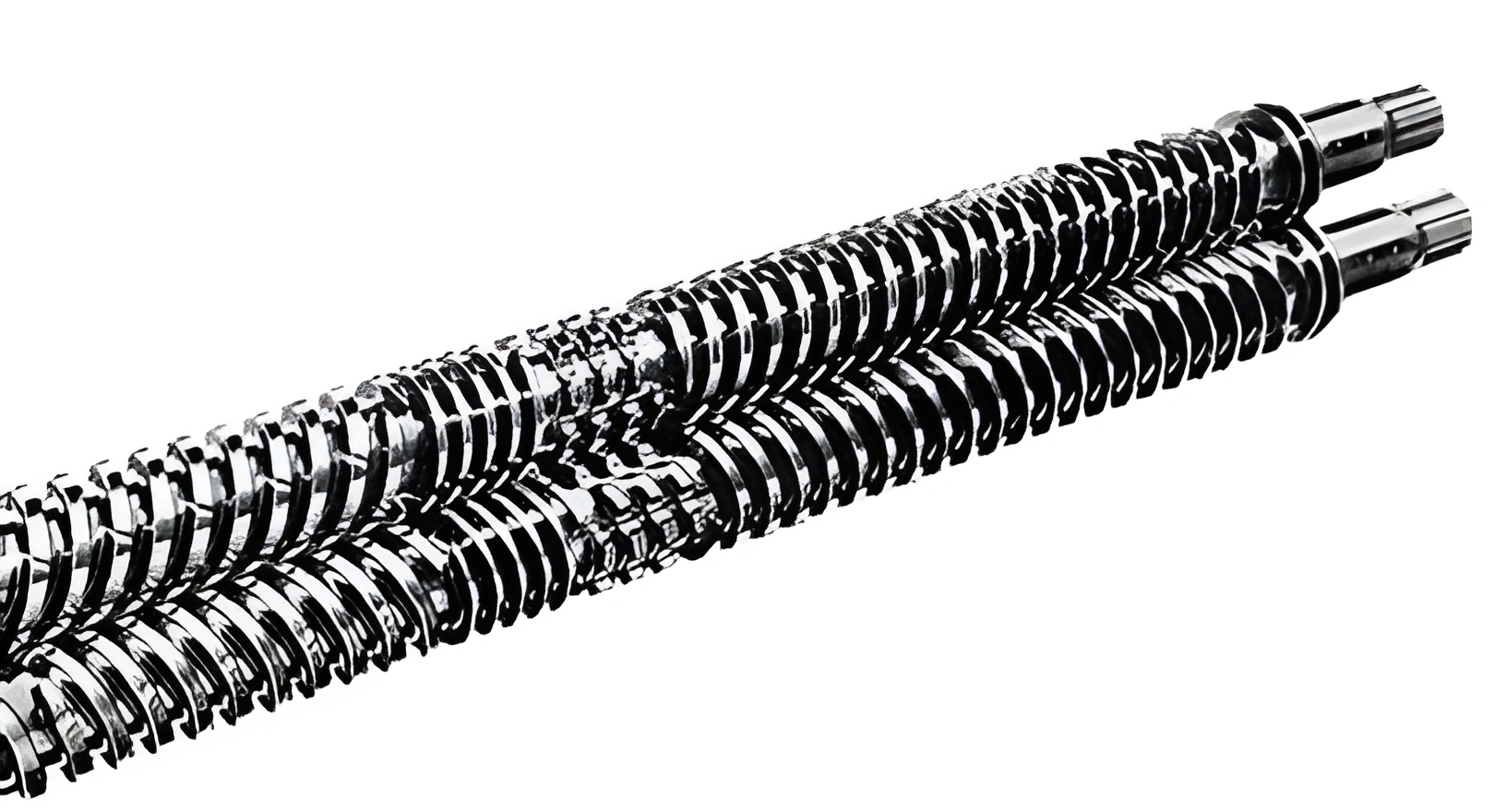
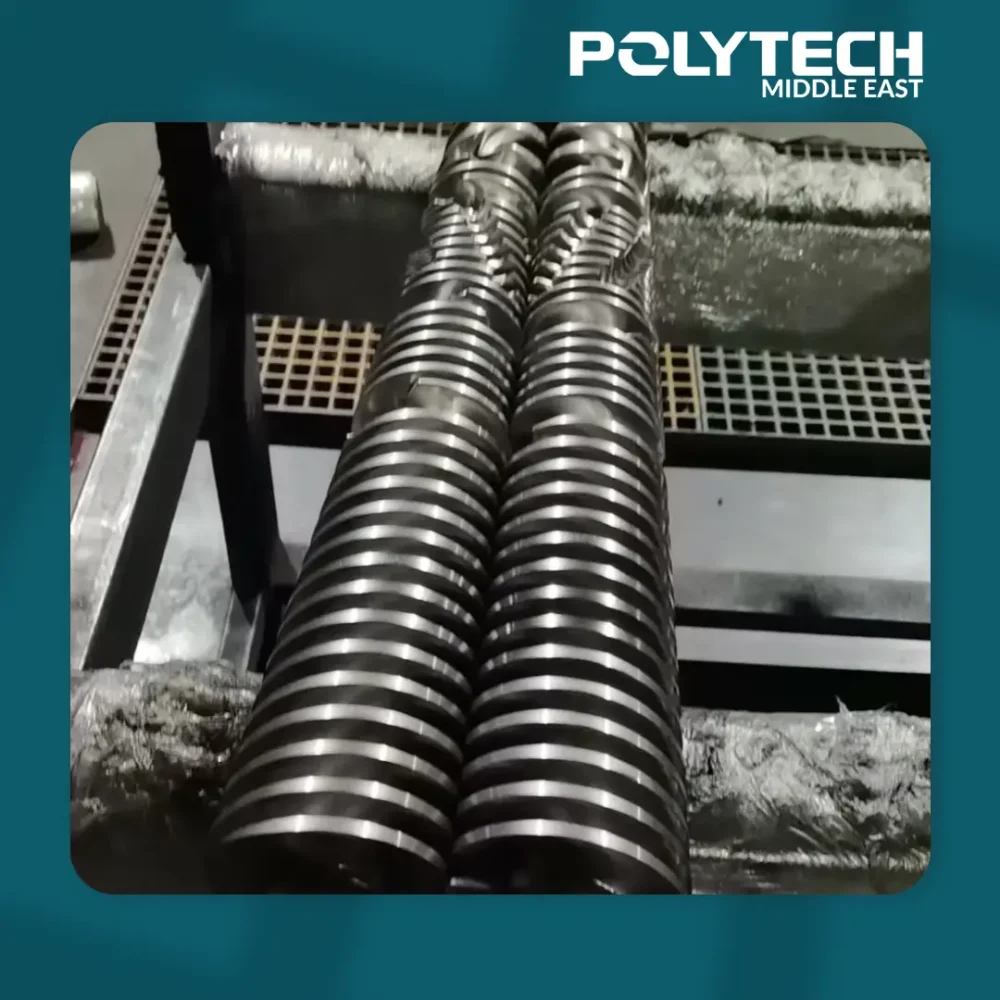
The 75/26 barrel assembly comprises two identical 75 mm-diameter screws inside a precision-machined barrel. Key design features include:
- Parallel Intermeshing Screws: Co-rotating screws with constant 75 mm diameter (Ø constant along length) provide high shear and self-cleaning action. Unlike a conical design, the straight profile yields consistent mixing and high pressure buildup.
- Length-to-Diameter (L:D) = 26: Total screw length ≈ 1950 mm (26×75). This is somewhat shorter than standard 32:1–68:1 barrels, favoring higher rpm and throughput. (Note: shorter L:D may require careful screw element selection to ensure full plasticization.)
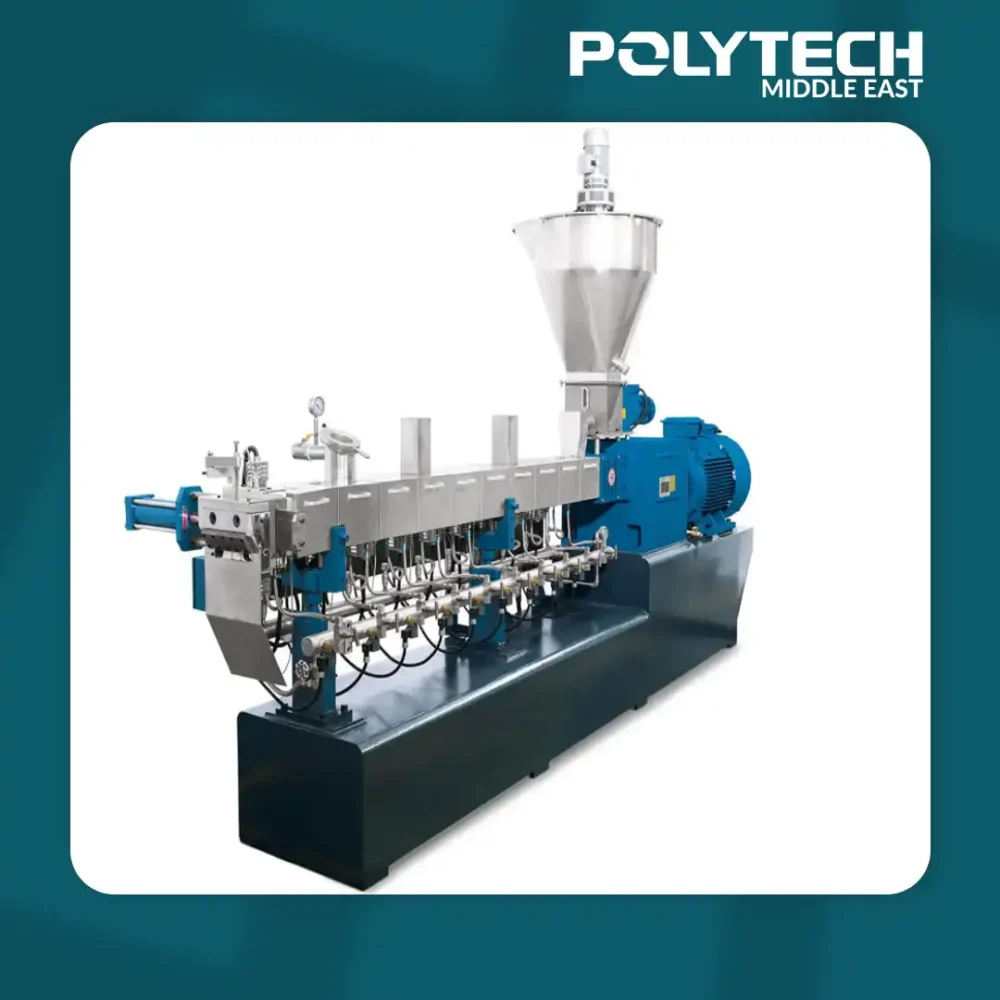
- Modular Sections: The barrel is built in exchangeable heating/cooling segments with side feeding or venting ports as needed. Standard features include fixed heater holes and an internal coolant circuit, enabling precise temperature control.
- Ventilation Ports: Optional venting sections (with vacuum connection) allow devolatilization. Deep vent grooves can be included, enhancing self-cleaning when processing recycled or moisture-laden materials.
These design choices allow the 75/26 barrel to efficiently pull solid resin from the hopper into the feeding zone, melt it through heat and shear, then thoroughly knead and pump a homogeneous melt out to the die.
Materials and Construction
The barrel and screws are built from hardened alloy steels to resist wear:
- Base Steel: Typically medium-carbon steel (e.g. 45# or 40Cr) or alloy steel (e.g. 38CrMoAlA).
- Hardening: Surfaces are precision-machined then gas/ion-nitrided or hardened to ~60–64 HRC. Nitriding can extend barrel life 2–3× vs. untreated steel.
- Wear Coatings: The barrel bore often receives a hard chrome or Ni-alloy lining (e.g. Ni60/X800 bimetal coating). These layers (thickness ~0.05–0.15 mm) boost abrasion and corrosion resistance. Ni-based coatings have demonstrated 2–3× longer life under highly abrasive conditions.
- Surface Finish: Strict tolerances are maintained (coaxiality ≲0.02 mm, surface roughness Ra≈0.2–0.4 μm) to ensure tight screw-barrel clearance and even pressure.
- Cartridge Liners: Many designs use C-type liner segments inside the barrel, facilitating easier replacement of worn sections. Integral liner barrels (machined from one piece) are also used for maximum rigidity.
- Seals and Heaters: Barrel segments have bolt-on end caps, screw flight clearance, and provision for band heaters and thermocouples. High-precision alignment pins ensure concentric assembly.
Together, these construction methods yield a barrel that maintains alignment and performance under heavy-duty extrusion. The result is uniform melting and mixing of the polymer with minimal residence-time variation.
Maintenance & Service Life
Proper care is crucial for longevity:
- Purge and Clean: After each production run, purge the barrel with a low-melt polymer or cleaning compound to remove residues. This prevents carbon buildup.
- Inspect Wear: Periodically check the gap between the screw flights and barrel bore (using feeler gauges or dial indicators). Excessive clearance (beyond design tolerance) indicates wear; worn liners or screw segments should be replaced before throughput drops or melt degradation occurs.
- Alignment Checks: After disassembly/reassembly, verify that screws are concentric and flange-mated correctly. Misalignment leads to metal-to-metal contact and rapid wear.
- Prevent Contaminants: Use strong magnetic filters on feed systems to capture ferrous particles. Remove any foreign debris from resin (sieves, keys) before extrusion. Contaminants can gouge the bore or damage screws.
- Thermal Protocols: Follow startup routines carefully: do not extrude cold (always ensure materials are melted before ramping torque). Avoid excessive dwell at high temperature. In case of power loss, cool and clean the barrel promptly to prevent polymer hardening inside.
- Regular Lubrication: Maintain gearbox and bearing lubrication per manufacturer recommendations to ensure consistent screw rotation.
- Service Intervals: Depending on usage, expect to replace liners or screw elements every several hundred to thousand hours. With bimetallic coatings (Ni60/X800), life can be 2–3× longer under abrasive service.
By following these maintenance steps and operating within specified parameters, a 75/26 barrel can deliver a long service life. Operators should assume a baseline life of 1–3 years under normal use, extending further with careful monitoring and the use of upgraded materials (alloy coatings, nitriding) as needed.
Advantages and Competitive Features
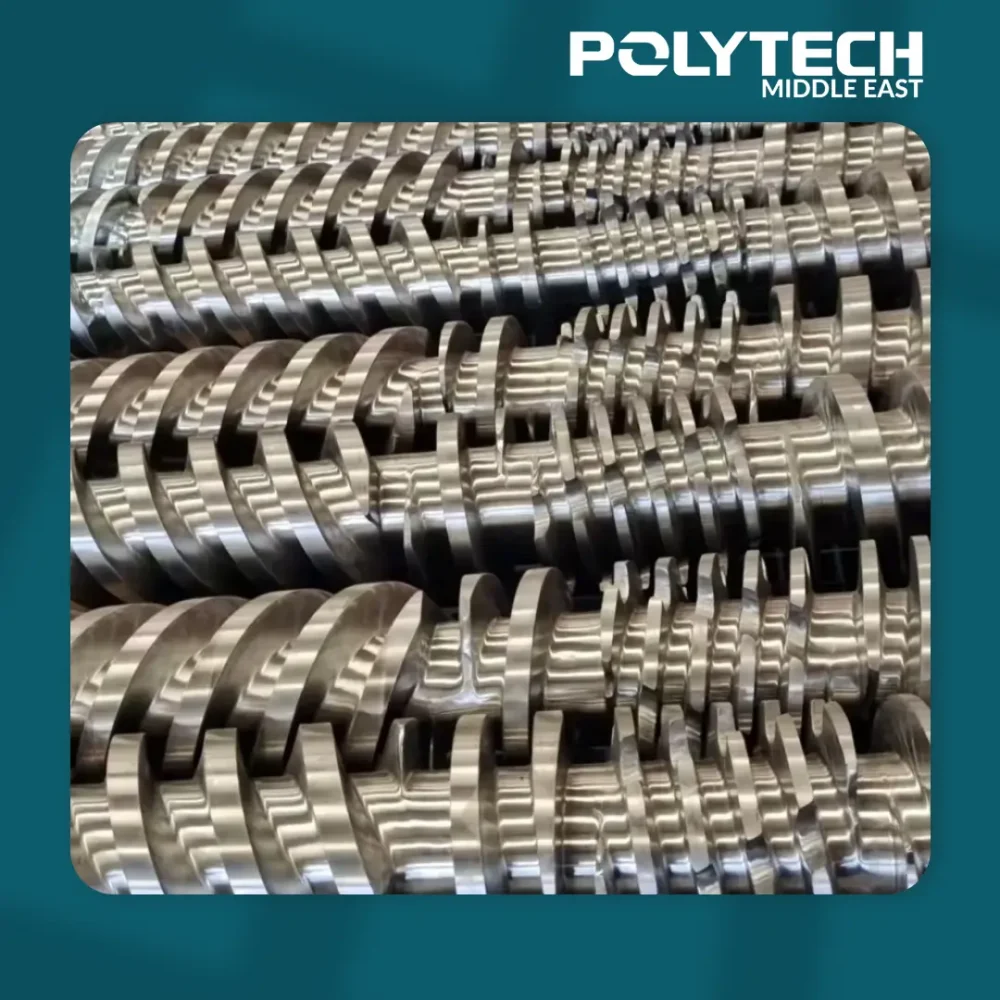
- Superior Mixing: Dual 75 mm screws provide powerful intermeshing action, dispersing additives and fillers more uniformly than single-screw designs. This ensures consistent output quality and tight process control.
- High Throughput: The 75 mm size with 26:1 L/D balances high output with efficient melting. Even at moderate speeds, the 75/26 configuration can exceed 200 kg/hr for PVC and much higher for polyethylene, making it ideal for high-volume production.
- Material Flexibility: Compatible with a wide range of thermoplastics (PVC, PE, PP, WPC, engineering resins). Screw/barrel metallurgy (nitrided steel, Ni-alloy) resists wear from fillers, glass fiber, and PVC stabilizers, supporting abrasive or corrosive compounds.
- Modularity: The barrel’s sectional design allows quick reconfiguration of screw elements (conveyors, kneaders, vents) to tailor to different products. This adaptability means one extruder can handle multiple formulations, reducing equipment needs.
- Efficient Cooling/Heating: Built-in cooling channels and heater fittings enable tight temperature zones. This is critical for PVC processing (avoiding hotspots) and for controlling crystallinity in engineering plastics.
- Ease of Maintenance: Precision-ground barrel liners and segmented screws make inspection and replacement straightforward. Quick-access barrel clamps (as on modern extruders) further reduce downtime.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Performance and Applications
Typical Operating Metrics (75 mm, 26:1): Assuming standard polymer densities and a moderate screw speed (~30–45 rpm), a 75 mm twin-screw extruder will process roughly 220–350 kg/hr of PVC/PE compounds. Throughput rises at higher RPM or with lower-viscosity resins; general industry data suggest 450–750 kg/hr is attainable under ideal conditions. Maximum screw speed is usually ~60 rpm, and extrusion temperatures depend on materials (up to ~400 °C for high-heat plastics). These barrels are typically mated to drives of 40–75 kW (55–75 kW common) to meet torque requirements.
Applications include:
- PVC Pipe and Profile Extrusion: The 75 mm barrel excels in rigid PVC pipe/profile lines, where its high mixing power ensures dispersion of stabilizers and fillers. It maintains stable melt pressure for consistent wall thickness.
- Wood-Plastic Composites (WPC): Mixing wood flour or mineral fillers into PE/PVC for decking or panels. Deep channel kneading elements can handle high filler loads without clogging.
- Compounding & Masterbatches: Producing filled granules, plastic concentrates or masterbatches. The tight intermeshing screws achieve uniform additive dispersion, important for color and additive masterbatches.
- Recycling Pelletizing: Processing regrind or film scrap. Venting sections and self-wiping screws remove moisture/air to yield clean recycled pellets.
- Engineering Plastics: With suitable barrel coatings, even high-temperature polymers (PA, PC) and glass-filled formulations can be run reliably. Specialized alloy liners resist glass abrasion.
In each case, the 75/26 barrel can be tailored with specific screw element sequences (conveying, mixing, venting blocks) to optimize performance. Its strong conveying force overcomes low bulk-density materials, and tight self-cleaning action prevents melt stagnation.
Applications
Gallery
{kind=link}
{kind=link}
{kind=link}
Main Features
| Parameter | 75/26 Twin-Screw Barrel (typical) |
| Screw Diameter | 75 mm |
| Length-to-Diameter (L:D) | 26:1 (approx. 1950 mm length) |
| Material | Alloy steel (45#/40Cr or 38CrMoAlA); C-type or integral liner |
| Surface Hardness | ~HRC 60–64 after nitriding |
| Wear Coating | Hard chrome/Ni alloy plating (0.05–0.15 mm) |
| Coaxiality Tolerance | <0.02 mm (screws and barrel precision ground) |
| Operating Speed | ~0–45 rpm (max ~60 rpm) |
| Motor Power | ~40–75 kW (dependent on screw configuration and torque needs) |
| Max Torque | (approx. 8000–9000 Nm at 75 mm, 45 rpm, 55 kW) Estimate |
| Typical Throughput | 220–350 kg/hr (PVC/PE blends); up to ~450–750 kg/hr in optimal conditions |
| Temperature Range | 20–400 °C (polymer-dependent; limited by barrel/intermediate steel) |
| Compatibility | PE, PP, PVC, WPC, engineering polymers, recycled plastics |
| Certifications | ISO9001, CE (materials and manufacturing) |
Related products
-
 Machines and Spare Parts
Machines and Spare Parts55/120 Conical Twin Screw Barrel
-
 Machines and Spare Parts
Machines and Spare Parts65/132 Conical Twin Screw Barrel
-
 Machines and Spare Parts
Machines and Spare Parts5.5 kW Vacuum Pump
-
 Machines and Spare Parts
Machines and Spare Partsstandard Twin-Screw Extruder