أسطوانة لولبية مزدوجة متوازية 75/26
أسطوانة لولبية مزدوجة متوازية 75/26
نظرة عامة فنية على الأسطوانة اللولبية المزدوجة المتوازية 75/26: التصميم،
التصنيف -> الآلات وقطع الغيار
الوصف
الملخص التنفيذي
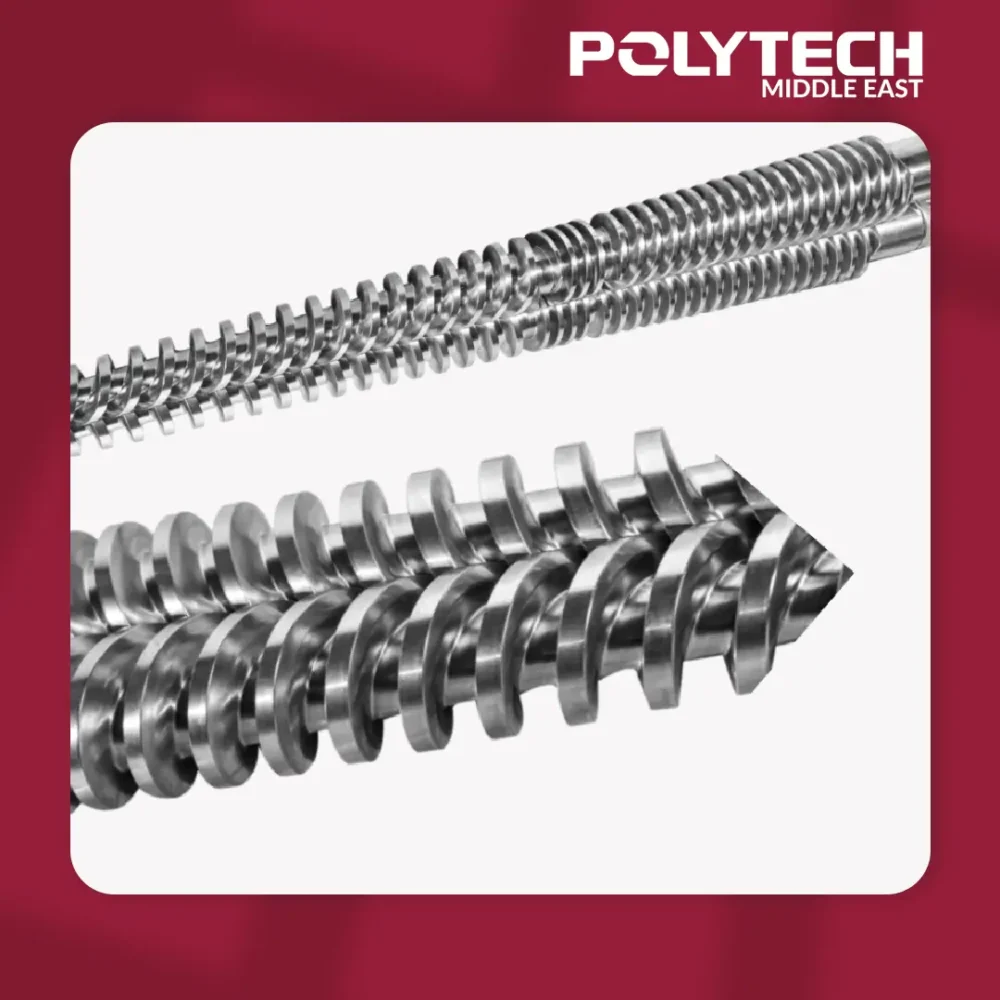
تُعد الأسطوانة اللولبية المزدوجة المتوازية 75/26 مكون بثق عالي الأداء مُصمم لمعالجة اللدائن الحرارية (مثل PVC، وPE، وPP، وغيرها) في التطبيقات الشاقة. تتميز بوجود لولبين متداخلين بقطر 75 مم ونسبة طول إلى قطر (L/D) تبلغ 26:1، وهي مُحسنة لتوفير صهر قوي وخلط ونقل لمركبات البوليمر. يوفر التشغيل الآلي الدقيق باستخدام الحاسب الآلي (CNC) ومعالجات التقسية (النيترة وطلاءات الكروم أو سبائك النيكل) تفاوتات دقيقة (تطابق المحور <0.02 مم) وصلابة سطحية تبلغ حوالي 60 HRC. يدعم هذا التصميم إنتاجية عالية (في حدود 200-700 كجم/ساعة، حسب المادة) وجودة موحدة، مما يعالج تحديات البثق الشائعة مثل تشتت الإضافات، والتآكل، واتساق العملية. أثناء الاستخدام، توازن أسطوانة 75/26 بين قسم خلط مدمج وقوي ونقل حراري فعال، مما يجعلها مناسبة تمامًا لأنابيب/مقاطع الـ PVC، وخطوط التركيب، والتكوير. تشمل المزايا الرئيسية الخلط الممتاز، والتوافق الواسع مع المواد، وسهولة الصيانة، بينما يمكن إدارة المخاطر (مثل التآكل الناتج عن الملوثات أو عدم المحاذاة) من خلال الفحص المنتظم والتشغيل السليم.
تحديات بثق البوليمر
تتطلب عمليات بثق البلاستيك صهرًا وخلطًا دقيقين للبوليمرات الخام والإضافات. تشمل التحديات ما يلي:
- التجانس: يؤدي الخلط غير الكافي إلى ظهور خطوط أو نقاط ضعف أو كثافة غير متسقة في المنتج.
- الإنتاجية مقابل وقت البقاء: يحتاج المصنعون إلى إنتاجية عالية، ولكن يجب أن تقضي البوليمرات وقتًا كافيًا تحت الحرارة والقص لتذوب تمامًا وتتجانس. تقايض الأسطوانة بنسبة 26:1 (وهي أقصر من النسبة النموذجية 32-68:1) بعضًا من طول الخلط مقابل إنتاجية أعلى ومساحة أصغر للآلة.
- التآكل والصدأ: تتسبب الحشوات (الألياف الزجاجية، وكربونات الكالسيوم CaCO₃) ومثبتات الـ PVC في تآكل وصدأ اللوالب/الأسطوانات، مما يقلل من عمر الخدمة.
- التهوية/إزالة المواد المتطايرة: إزالة الرطوبة المتبقية أو المواد المتطايرة (خاصة في المركبات المعاد تدويرها أو الـ PVC) أمر بالغ الأهمية؛ التهوية غير الكافية تسبب فقاعات أو مواد هلامية في المصهور.
تم تصميم الأسطوانة اللولبية المزدوجة المتوازية 75/26 لمعالجة هذه المشكلات. يوفر تصميم اللولب متوافق الدوران عجنًا مكثفًا للخلط الشامل (لحل مشاكل التجانس) مع الحفاظ على إنتاجية عالية. تتصدى خيارات المواد والطلاءات القوية للتآكل والصدأ، وتدير أقسام التهوية المعيارية إزالة الرطوبة.
تصميم الأسطوانة اللولبية المزدوجة المتوازية 75/26
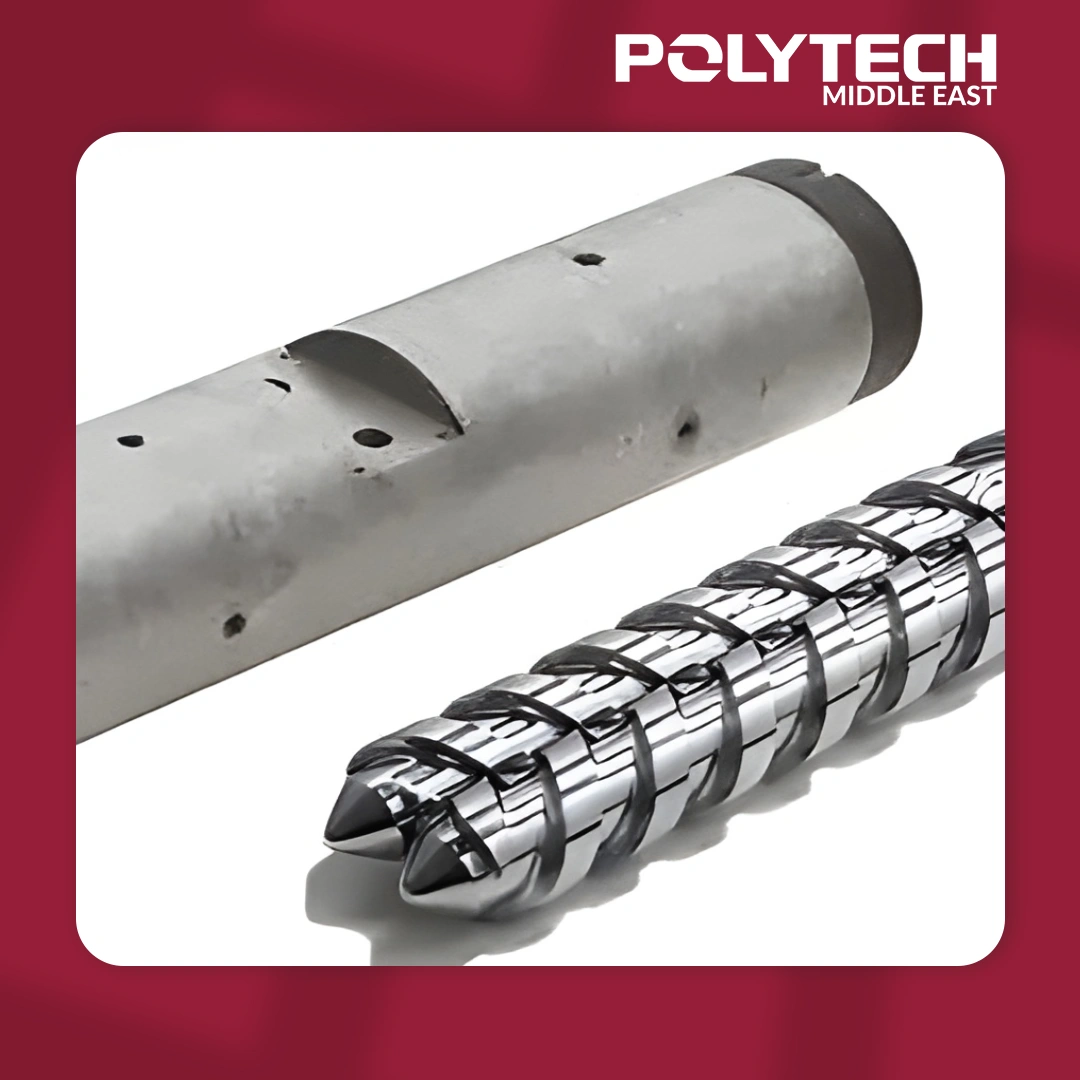
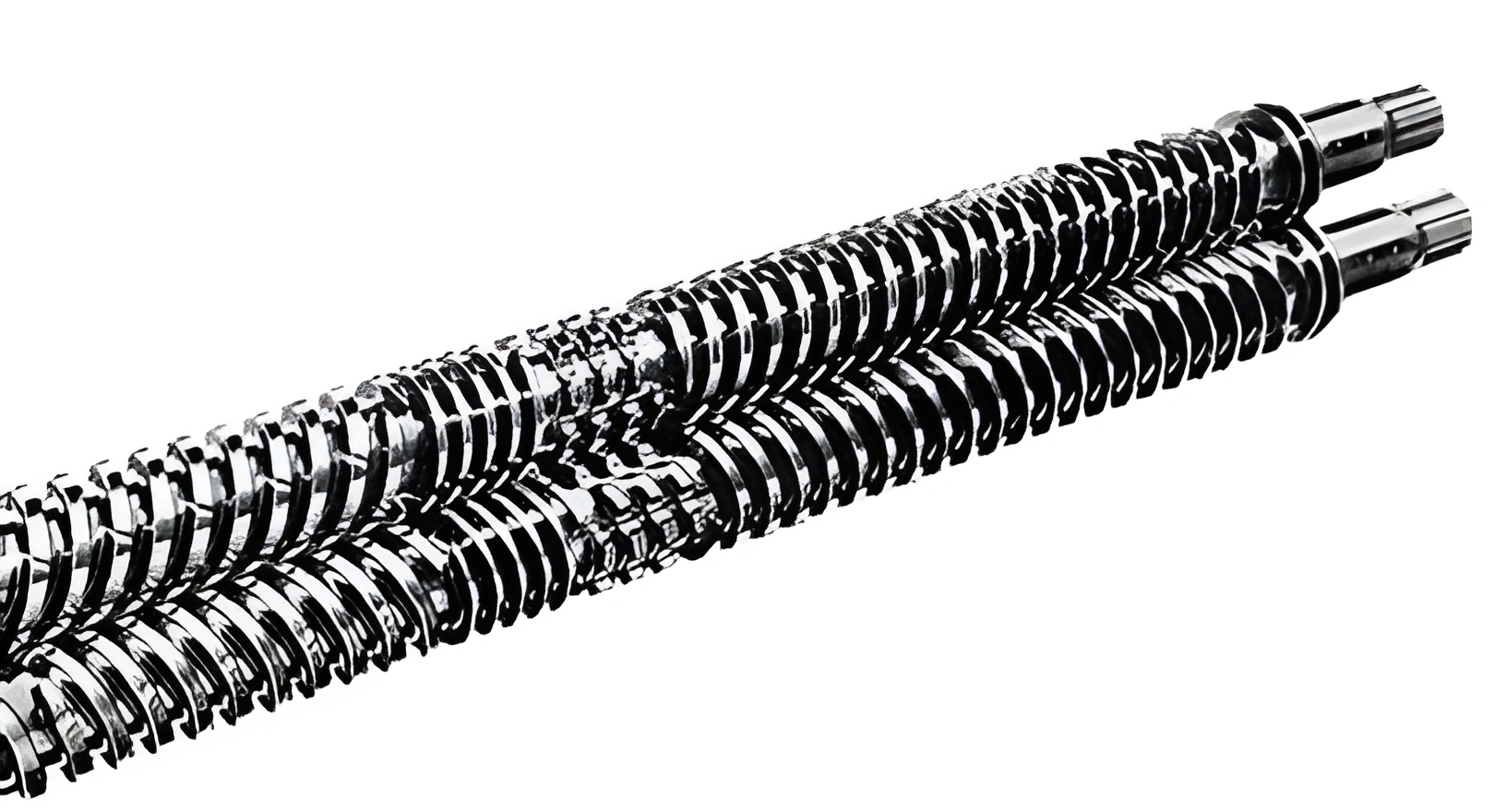
تتكون مجموعة أسطوانة 75/26 من لولبين متطابقين بقطر 75 مم داخل أسطوانة مُشغلة آليًا بدقة. تشمل ميزات التصميم الرئيسية ما يلي:
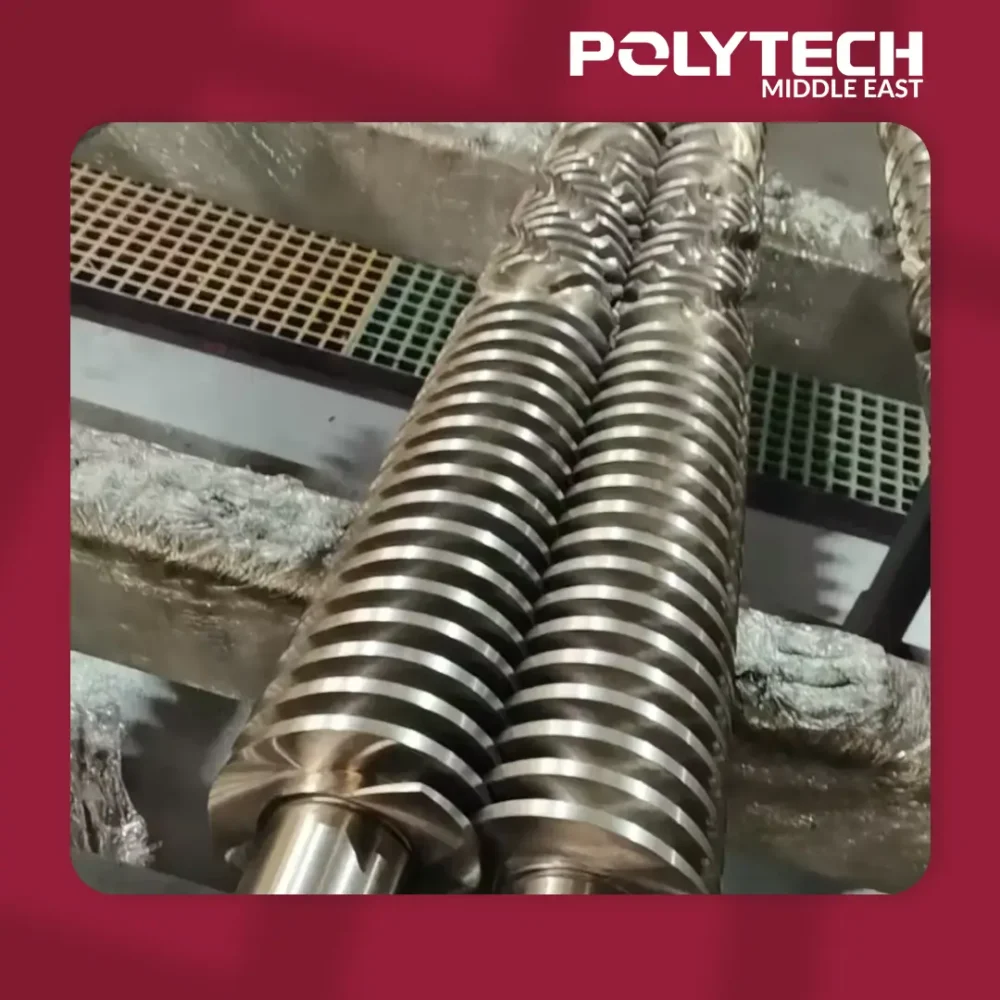
- لوالب متوازية متداخلة: توفر اللوالب متوافقة الدوران بقطر ثابت يبلغ 75 مم قصًا عاليًا وعملية تنظيف ذاتي. على عكس التصميم المخروطي، ينتج المقطع المستقيم خلطًا متسقًا وتراكمًا عاليًا للضغط.
- نسبة الطول إلى القطر (L:D) = 26: الطول الإجمالي للولب ≈ 1950 مم (26 × 75). هذا أقصر إلى حد ما من الأسطوانات القياسية ذات النسب 32:1 إلى 68:1، مما يفضل سرعة دوران وإنتاجية أعلى. (ملاحظة: قد تتطلب نسبة L:D الأقصر اختيارًا دقيقًا لعناصر اللولب لضمان التلدين الكامل).
- أقسام معيارية: تم بناء الأسطوانة في أجزاء تسخين/تبريد قابلة للتبديل مع منافذ تغذية أو تهوية جانبية حسب الحاجة. تشمل الميزات القياسية فتحات سخان ثابتة ودائرة تبريد داخلية، مما يتيح التحكم الدقيق في درجة الحرارة.
- منافذ التهوية: تسمح أقسام التهوية الاختيارية (مع توصيل تفريغ الهواء) بإزالة المواد المتطايرة. يمكن تضمين أخاديد تهوية عميقة، مما يعزز التنظيف الذاتي عند معالجة المواد المعاد تدويرها أو المحملة بالرطوبة.
تسمح خيارات التصميم هذه لأسطوانة 75/26 بسحب الراتنج الصلب بكفاءة من القادوس إلى منطقة التغذية، وصهره من خلال الحرارة والقص، ثم عجنه جيدًا وضخ مصهور متجانس إلى قالب البثق.
المواد والبناء
تم بناء الأسطوانة واللوالب من سبائك صلب مقساة لمقاومة التآكل:
- الصلب الأساسي: عادةً ما يكون صلبًا متوسط الكربون (مثل 45# أو 40Cr) أو سبائك صلب (مثل 38CrMoAlA).
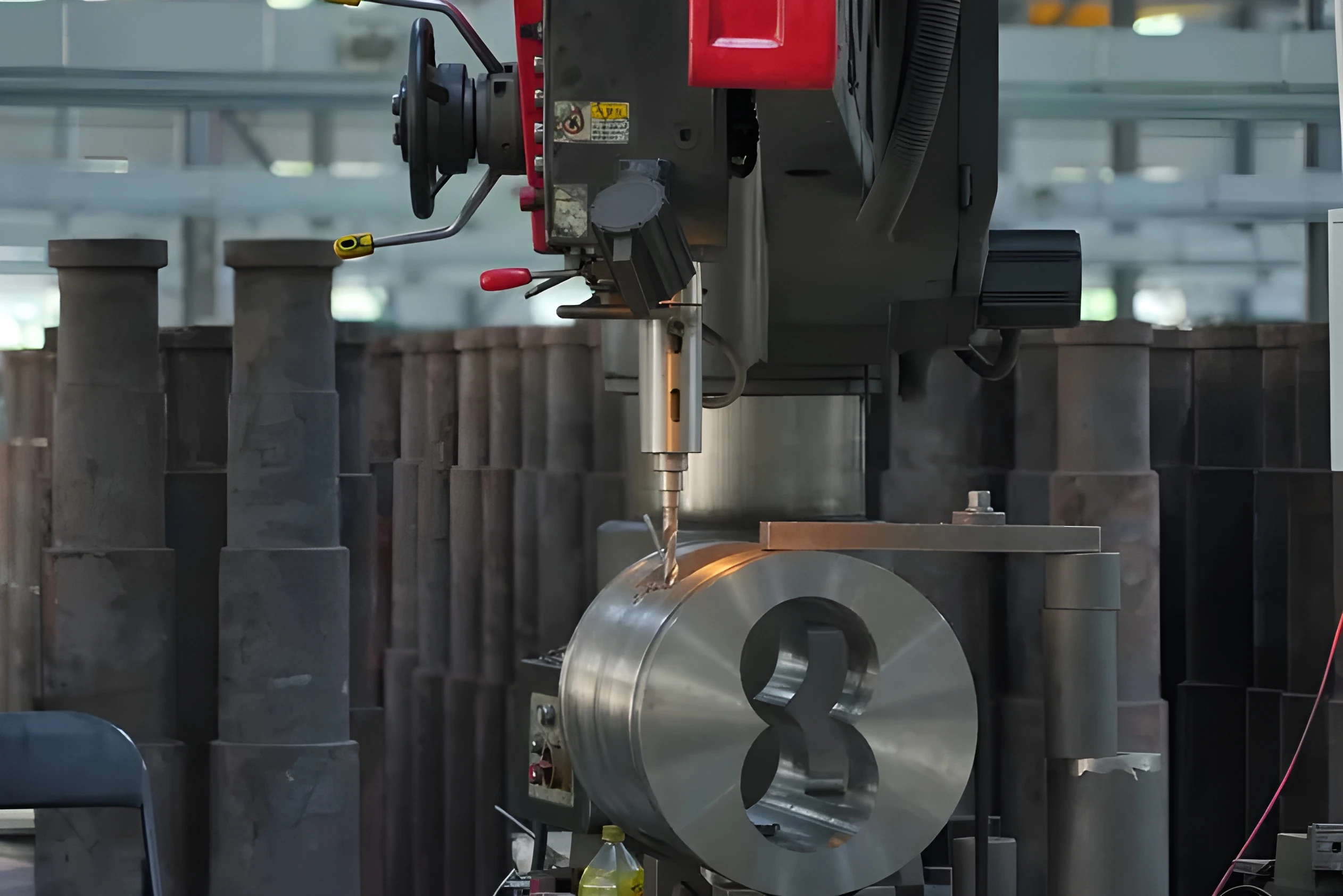
- التقسية: تتم معالجة الأسطح آليًا بدقة ثم معالجتها بالنيترة الغازية/الأيونية أو تقسيتها لتصل إلى حوالي 60-64 HRC. يمكن للنيترة أن تطيل عمر الأسطوانة بمقدار مرتين إلى ثلاث مرات مقارنة بالصلب غير المعالج.
- طلاءات مقاومة التآكل: غالبًا ما يتلقى تجويف الأسطوانة بطانة من الكروم الصلب أو سبائك النيكل (مثل طلاء ثنائي المعدن Ni60/X800). تعزز هذه الطبقات (بسمك يبلغ حوالي 0.05-0.15 مم) من مقاومة التآكل والصدأ. أثبتت الطلاءات القائمة على النيكل عمرًا أطول بمقدار مرتين إلى ثلاث مرات في ظل الظروف شديدة الكشط.
- تشطيب السطح: يتم الحفاظ على تفاوتات صارمة (تطابق المحور ≲ 0.02 مم، وخشونة السطح Ra ≈ 0.2 – 0.4 ميكرومتر) لضمان خلوص محكم بين اللولب والأسطوانة وضغط متساوٍ.
- بطانات الخرطوشة: تستخدم العديد من التصميمات أجزاء بطانة من النوع C داخل الأسطوانة، مما يسهل استبدال الأقسام المتآكلة بشكل أسهل. تُستخدم أيضًا أسطوانات البطانة المتكاملة (المصنوعة آليًا من قطعة واحدة) لتحقيق أقصى قدر من الصلابة.
- موانع التسرب والسخانات: تحتوي أجزاء الأسطوانة على أغطية طرفية تُثبت بمسامير، وخلوص لحلزون اللولب، وتجهيزات لسخانات حزامية ومزدوجات حرارية. تضمن مسامير المحاذاة عالية الدقة تجميعًا مركزيًا.
معًا، تنتج طرق البناء هذه أسطوانة تحافظ على المحاذاة والأداء في ظل البثق الشاق. النتيجة هي صهر وخلط موحد للبوليمر مع الحد الأدنى من التباين في وقت البقاء.
الصيانة وعمر الخدمة
الرعاية المناسبة أمر بالغ الأهمية لطول العمر:
- التطهير والتنظيف: بعد كل دورة إنتاج، قم بتطهير الأسطوانة باستخدام بوليمر منخفض الذوبان أو مركب تنظيف لإزالة البقايا. يمنع هذا تراكم الكربون.
- فحص التآكل: تحقق دوريًا من الفجوة بين حلزونات اللولب وتجويف الأسطوانة (باستخدام مقاييس التحسس أو مؤشرات الاتصال). يشير الخلوص المفرط (خارج تفاوت التصميم) إلى وجود تآكل؛ ويجب استبدال البطانات أو أجزاء اللولب المتآكلة قبل انخفاض الإنتاجية أو حدوث تحلل للمصهور.
- فحوصات المحاذاة: بعد الفك/إعادة التجميع، تحقق من أن اللوالب متمركزة ومقترنة بالشفة بشكل صحيح. يؤدي عدم المحاذاة إلى تلامس المعادن وتآكل سريع.
- منع الملوثات: استخدم فلاتر مغناطيسية قوية في أنظمة التغذية لالتقاط الجزيئات الحديدية. قم بإزالة أي حطام غريب من الراتنج (المناخل، المفاتيح) قبل البثق، حيث يمكن للملوثات أن تخدش التجويف أو تتلف اللوالب.
- البروتوكولات الحرارية: اتبع إجراءات بدء التشغيل بعناية: لا تقم بالبثق على البارد (تأكد دائمًا من ذوبان المواد قبل زيادة عزم الدوران). تجنب البقاء المفرط في درجات الحرارة العالية، وفي حالة انقطاع التيار الكهربائي، قم بتبريد الأسطوانة وتنظيفها على الفور لمنع تصلب البوليمر بداخلها.
- التشحيم المنتظم: حافظ على تشحيم علبة التروس والمحامل وفقًا لتوصيات الشركة المصنعة لضمان دوران اللولب بشكل ثابت.
- فترات الخدمة: اعتمادًا على الاستخدام، توقع استبدال البطانات أو عناصر اللولب كل عدة مئات إلى آلاف من الساعات. مع الطلاءات ثنائية المعدن (Ni60/X800)، يمكن أن يكون العمر أطول بمقدار مرتين إلى ثلاث مرات في ظل الخدمة الكاشطة.
من خلال اتباع خطوات الصيانة هذه والتشغيل ضمن المعلمات المحددة، يمكن لأسطوانة 75/26 توفير عمر خدمة طويل. يجب أن يفترض المشغلون عمرًا أساسيًا يبلغ من 1 إلى 3 سنوات في ظل الاستخدام العادي، ويمتد لفترة أطول مع المراقبة الدقيقة واستخدام مواد مطورة (طلاءات السبائك، النيترة) حسب الحاجة.
المزايا والميزات التنافسية
- خلط فائق: توفر اللوالب المزدوجة مقاس 75 مم عملية تداخل قوية، مما يؤدي إلى تشتيت الإضافات والحشوات بشكل أكثر اتساقًا من التصميمات أحادية اللولب. يضمن هذا جودة إنتاج متسقة وتحكمًا دقيقًا في العملية.
- إنتاجية عالية: يوازن الحجم 75 مم مع نسبة 26:1 L/D بين الإنتاجية العالية والصهر الفعال. حتى عند السرعات المعتدلة، يمكن أن يتجاوز تكوين 75/26 معدل 200 كجم/ساعة للـ PVC وأعلى بكثير للبولي إيثيلين، مما يجعله مثاليًا للإنتاج بكميات كبيرة.
- مرونة المواد: متوافق مع مجموعة واسعة من اللدائن الحرارية (PVC، وPE، وPP، وWPC، والراتنجات الهندسية). تقاوم التعدين الخاص باللولب/الأسطوانة (الصلب المعالج بالنيترة، سبائك النيكل) التآكل الناتج عن الحشوات، والألياف الزجاجية، ومثبتات الـ PVC، مما يدعم المركبات الكاشطة أو المسببة للتآكل.
- النمطية: يسمح التصميم المقطعي للأسطوانة بإعادة التكوين السريع لعناصر اللولب (الناقلات، العجانات، الفتحات) لتناسب المنتجات المختلفة. تعني هذه القدرة على التكيف أن آلة بثق واحدة يمكنها التعامل مع تركيبات متعددة، مما يقلل من احتياجات المعدات.
- تبريد/تسخين فعال: تتيح قنوات التبريد المدمجة وتجهيزات السخان مناطق درجة حرارة محكمة. يعد هذا أمرًا بالغ الأهمية لمعالجة الـ PVC (تجنب النقاط الساخنة) وللتحكم في التبلور في البلاستيك الهندسي.
- سهولة الصيانة: تجعل بطانات الأسطوانة المجلوخة بدقة واللوالب المجزأة الفحص والاستبدال أمرًا مباشرًا. تعمل مشابك الأسطوانة سريعة الوصول (كما هو الحال في آلات البثق الحديثة) على تقليل وقت التوقف عن العمل بشكل أكبر.
المنتجات
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
الأداء والتطبيقات
مقاييس التشغيل النموذجية (75 مم، 26:1): بافتراض كثافات البوليمر القياسية وسرعة لولب معتدلة (حوالي 30-45 دورة في الدقيقة)، ستقوم آلة بثق لولبية مزدوجة مقاس 75 مم بمعالجة ما يقرب من 220 – 350 كجم/ساعة من مركبات PVC/PE. ترتفع الإنتاجية عند سرعات دوران أعلى أو مع راتنجات ذات لزوجة أقل؛ تشير بيانات الصناعة العامة إلى أنه يمكن تحقيق 450 – 750 كجم/ساعة في ظل الظروف المثالية. عادة ما يكون الحد الأقصى لسرعة اللولب حوالي 60 دورة في الدقيقة، وتعتمد درجات حرارة البثق على المواد (تصل إلى حوالي 400 درجة مئوية للبلاستيك عالي الحرارة). عادةً ما يتم ربط هذه الأسطوانات بمحركات بقدرة 40 – 75 كيلو وات (55 – 75 كيلو وات هي الشائعة) لتلبية متطلبات عزم الدوران.
تشمل التطبيقات:
- بثق أنابيب ومقاطع الـ PVC: تتفوق الأسطوانة مقاس 75 مم في خطوط أنابيب/مقاطع الـ PVC الصلبة، حيث تضمن قوة الخلط العالية الخاصة بها تشتت المثبتات والحشوات. وهي تحافظ على ضغط مصهور مستقر للحصول على سمك جدار متسق.
- مركبات الخشب البلاستيكي (WPC): خلط دقيق الخشب أو الحشوات المعدنية في PE/PVC للأرضيات أو الألواح. يمكن لعناصر العجن ذات القنوات العميقة التعامل مع أحمال الحشو العالية دون انسداد.
- التركيب والماسترباتش: إنتاج الحبيبات المعبأة، أو مركزات البلاستيك، أو الماسترباتش. تحقق اللوالب المتداخلة بإحكام تشتتًا موحدًا للإضافات، وهو أمر مهم للون وإضافات الماسترباتش.
- تكوير إعادة التدوير: معالجة المواد المعاد طحنها أو قصاصات الأفلام. تقوم أقسام التهوية واللوالب ذاتية المسح بإزالة الرطوبة/الهواء لإنتاج حبيبات معاد تدويرها نظيفة.
- البلاستيك الهندسي: مع طلاءات الأسطوانة المناسبة، يمكن تشغيل حتى البوليمرات عالية الحرارة (PA، وPC) والتركيبات المحشوة بالزجاج بشكل موثوق. تقاوم بطانات السبائك المتخصصة تآكل الزجاج.
في كل حالة، يمكن تخصيص أسطوانة 75/26 بتسلسلات محددة لعناصر اللولب (كتل النقل، والخلط، والتهوية) لتحسين الأداء. تتغلب قوة النقل القوية الخاصة بها على المواد ذات الكثافة الظاهرية المنخفضة، وتمنع عملية التنظيف الذاتي المحكمة ركود المصهور.
التطبيقات
معرض الصور والفيديو
{kind=link}
{kind=link}
{kind=link}
الميزات الرئيسية
الجدول التالي يوضح المواصفات الفنية الرئيسية:
| المعلمة | أسطوانة لولبية مزدوجة 75/26 (نموذجية) |
| قطر اللولب | 75 مم |
| نسبة الطول إلى القطر (L:D) | 26:1 (طول 1950 مم تقريبًا) |
| المادة | سبائك الصلب (45#/40Cr أو 38CrMoAlA)؛ بطانة من النوع C أو متكاملة |
| صلابة السطح | ~HRC 60–64 بعد النيترة |
| طلاء مقاومة التآكل | طلاء بالكروم الصلب/سبائك النيكل (0.05–0.15 مم) |
| تفاوت تطابق المحور | <0.02 مم (تُجلخ اللوالب والأسطوانة بدقة) |
| سرعة التشغيل | ~0–45 دورة في الدقيقة (الحد الأقصى ~60 دورة في الدقيقة) |
| قوة المحرك | ~40–75 كيلو وات (تعتمد على تكوين اللولب واحتياجات عزم الدوران) |
| أقصى عزم دوران | تقديريًا (حوالي 8000–9000 نيوتن متر عند 75 مم، 45 دورة في الدقيقة، 55 كيلو وات) |
| الإنتاجية النموذجية | 220–350 كجم/ساعة (خلطات PVC/PE)؛ تصل إلى ~450–750 كجم/ساعة في الظروف المثالية |
| نطاق درجة الحرارة | 20–400 درجة مئوية (يعتمد على البوليمر؛ محدود بالأسطوانة/الصلب الوسيط) |
| التوافق | PE، وPP، وPVC، وWPC، والبوليمرات الهندسية، والبلاستيك المعاد تدويره |
| الشهادات | ISO9001، وCE (المواد والتصنيع) |
منتجات مشابهة
-
 الآلات وقطع الغيار
الآلات وقطع الغيارشفرات خلط PVC
-
 الآلات وقطع الغيار
الآلات وقطع الغيارمضخة تفريغ بقوة 5.5 كيلوواط
-
 الآلات وقطع الغيار
الآلات وقطع الغياربرميل البرغي المزدوج المخروطي 80/156
-
 الآلات وقطع الغيار
الآلات وقطع الغيارالبراغي والأسطوانات