أسطوانة لولبية مزدوجة متوازية 68/25
أسطوانة لولبية مزدوجة متوازية 68/25
تم تصميم أسطوانة البثق اللولبية المزدوجة المتوازية 68/25 لتحقيق إنتاجية عالية في بثق الـ PVC والمقاطع البلاستيكية. وهي مصنوعة من سبائك الصلب 38CrMoAl المعالجة بالنيترة، مما يوفر تلدينًا دقيقًا وعمرًا تشغيليًا طويلاً. استكشف المواصفات الفنية، وميزات التصميم، وإرشادات المواد، وأفضل ممارسات الصيانة.
التصنيف -> الآلات وقطع الغيار
الوصف
نظرة عامة
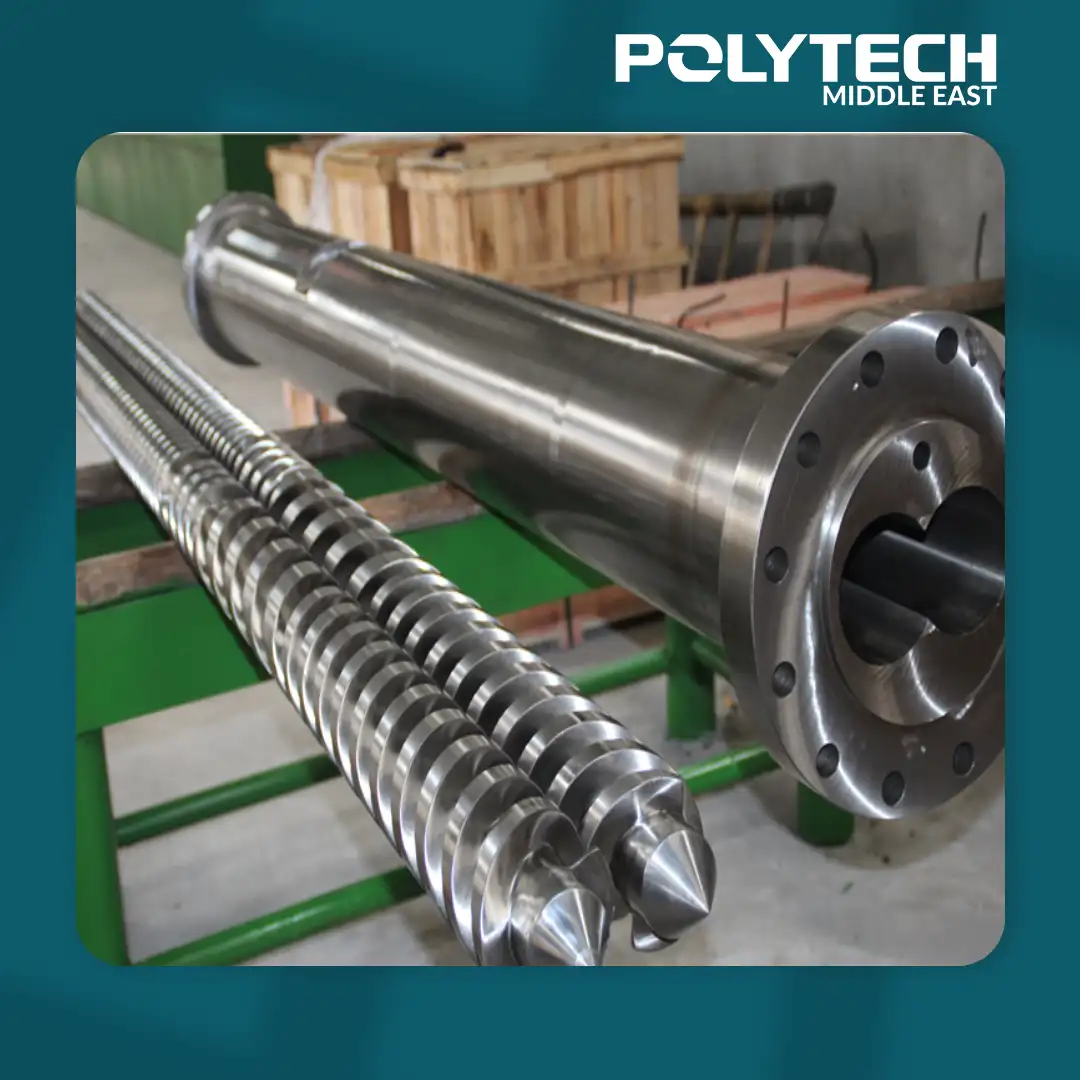
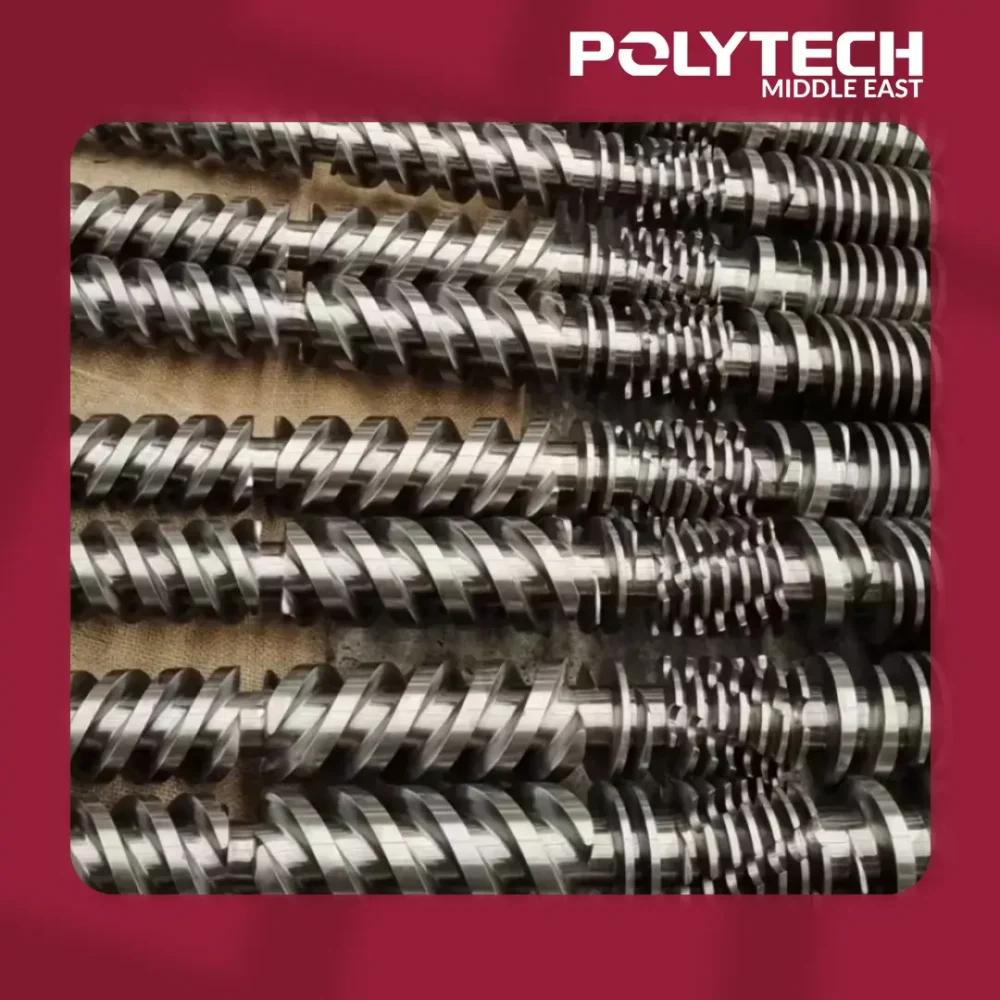
تشير الأسطوانة اللولبية المزدوجة المتوازية 68/25 إلى مجموعة من اللولب والأسطوانة الخاصة بآلة البثق بقطر لولب يبلغ 68 مم ونسبة طول إلى قطر تبلغ 25:1. تم تصميم هذه المجموعة لتطبيقات بثق البلاستيك الشاقة (مثل أنابيب/مقاطع الـ PVC، وأرضيات الخشب البلاستيكي WPC، والتركيب). تدور اللوالب، سواء كانت متوافقة أو متعاكسة الدوران، جنبًا إلى جنب داخل الأسطوانة، مما يوفر قصًا وخلطًا مستقرين للحصول على جودة صهر متسقة. تُصنع مثل هذه الأسطوانات عادةً من سبائك صلب عالية المقاومة (مثل 38CrMoAl) مع تشغيل آلي دقيق وتقسية للسطح (النيترة) لتحمل الحشوات الكاشطة والضغط الخلفي العالي.
من الناحية العملية، يوفر اللولب بقطر 68 مم ونسبة طول/قطر = 25:1 إنتاجية عالية مع الحفاظ على تحكم دقيق في أبعاد المقاطع والألواح. غالبًا ما يوفر المصنعون هذه الأسطوانات في شكل ثنائي المعدن (قاعدة من الصلب الكربوني مع بطانة من سبيكة صلبة) لتعزيز مقاومة التآكل.
نقطة رئيسية:
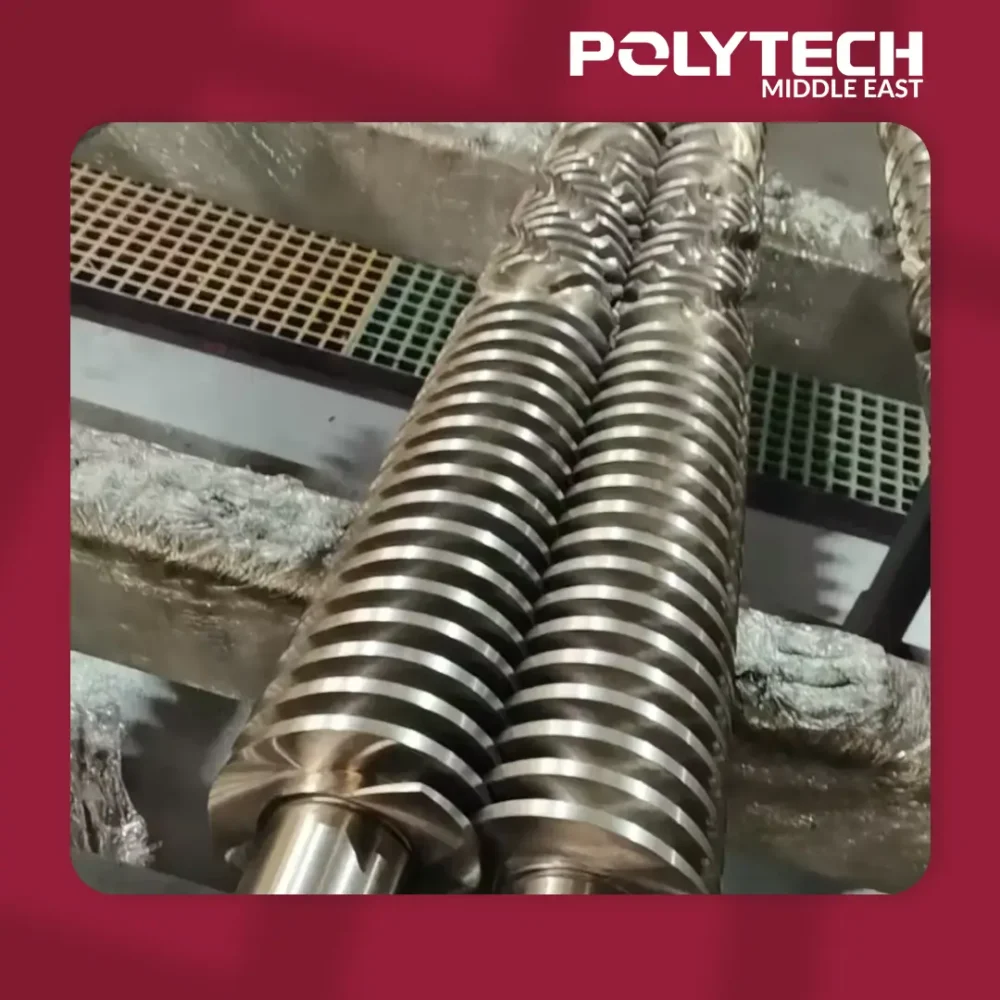
تتمتع الأسطوانات المزدوجة المتوازية بقطر لولب ثابت (بدون استدقاق)، مما يتيح ضغطًا موحدًا وسهولة في دمج منافذ التغذية أو التهوية. مقارنة بآلات البثق أحادية اللولب، توفر الأنظمة مزدوجة اللولب خلطًا وتوازنًا حراريًا فائقين، مما يجعلها مثالية للمركبات المحشوة أو المعاد تدويرها. تُستخدم الأسطوانات المزدوجة متعاكسة الدوران غالبًا في الـ PVC والـ WPC لأنها تولد ضغطًا عاليًا وموحدًا، مما ينتج عنه منتجات دقيقة ولامعة.
ميزات التصميم والفوائد
- بطانة أسطوانة ثنائية المعدن: تستخدم العديد من أسطوانات 68/25 بنية ثنائية المعدن (بطانة ملحومة من سبائك الصلب) توفر مقاومة ممتازة للتآكل والصدأ. يمكن طلاء هذه البطانة (مثل كربيد التنجستن باستخدام تقنية HVOF) للحصول على أسطح شديدة الصلابة (58–62 HRC) في تطبيقات التركيب الكاشطة. تعمل البطانة الصلبة على إطالة عمر الخدمة بمقدار 3 إلى 5 أضعاف مقارنة بالأسطوانات غير المبطنة.
- لولب معالج بالنيترة: يتم تجليخ حلزونات وجذر اللولب بدقة ومعالجتها بغاز النيترة لتصل إلى حوالي 850–1000 HV. وهذا يضمن سطحًا صلبًا مقاومًا للتآكل بينما يظل القلب متينًا (حوالي 28–32 HRC).
- التحكم الحراري: عادة ما تكون الأسطوانة مقسمة إلى أجزاء، مما يسمح بمناطق تسخين/تبريد مستقلة (مناطق التغذية، والضغط، والقياس). تتضمن التصميمات المتقدمة قنوات تبريد مُحسنة في الأسطوانات لتقليل تقلبات درجات الحرارة. يمنع التحكم الحراري الموحد تحلل المواد ويضمن إنتاجًا ثابتًا.
- حواف قياسية وأقسام معيارية: يستخدم التصميم حوافًا متوافقة مع معايير الصناعة وأجزاء أسطوانة معيارية لسهولة التركيب. تسمح أقسام اللولب القابلة للتبديل بنسب ضغط مخصصة لمواد مختلفة (مثل منطقة تغذية أعلى لـ PVC الصلب، وضغط أعمق للتركيب).
- التشغيل الآلي الدقيق: يتم تجليخ أسطح تلامس اللولب/الأسطوانة بتفاوتات دقيقة جدًا (تشطيب السطح Ra ≤0.4 ميكرومتر، الاستقامة ≤0.015 مم). تقلل هذه التفاوتات الدقيقة من التسرب (مما يحسن الإنتاجية) وتضمن عزم دوران متوازنًا بين اللوالب، مما يعزز الاستقرار. النتيجة هي بثق سلس ومستقر وجودة مقاطع متسقة.
- خيار الدوران المتعاكس: في حين أن اللوالب متوافقة الدوران تنظف نفسها ذاتيًا من أجل الخلط، فإن الأسطوانات متعاكسة الدوران تولد ضغطًا وقصًا أعلى، وهي مثالية للـ PVC الصلب والمركبات المحشوة. يمكن للأسطوانة المزدوجة متعاكسة الدوران 68/25 تحقيق إنتاجية في نطاق 250–450 كجم/ساعة للـ PVC، مع استهلاك أقل للطاقة بفضل كفاءة الصهر المحسنة.
التصنيع ومراقبة الجودة
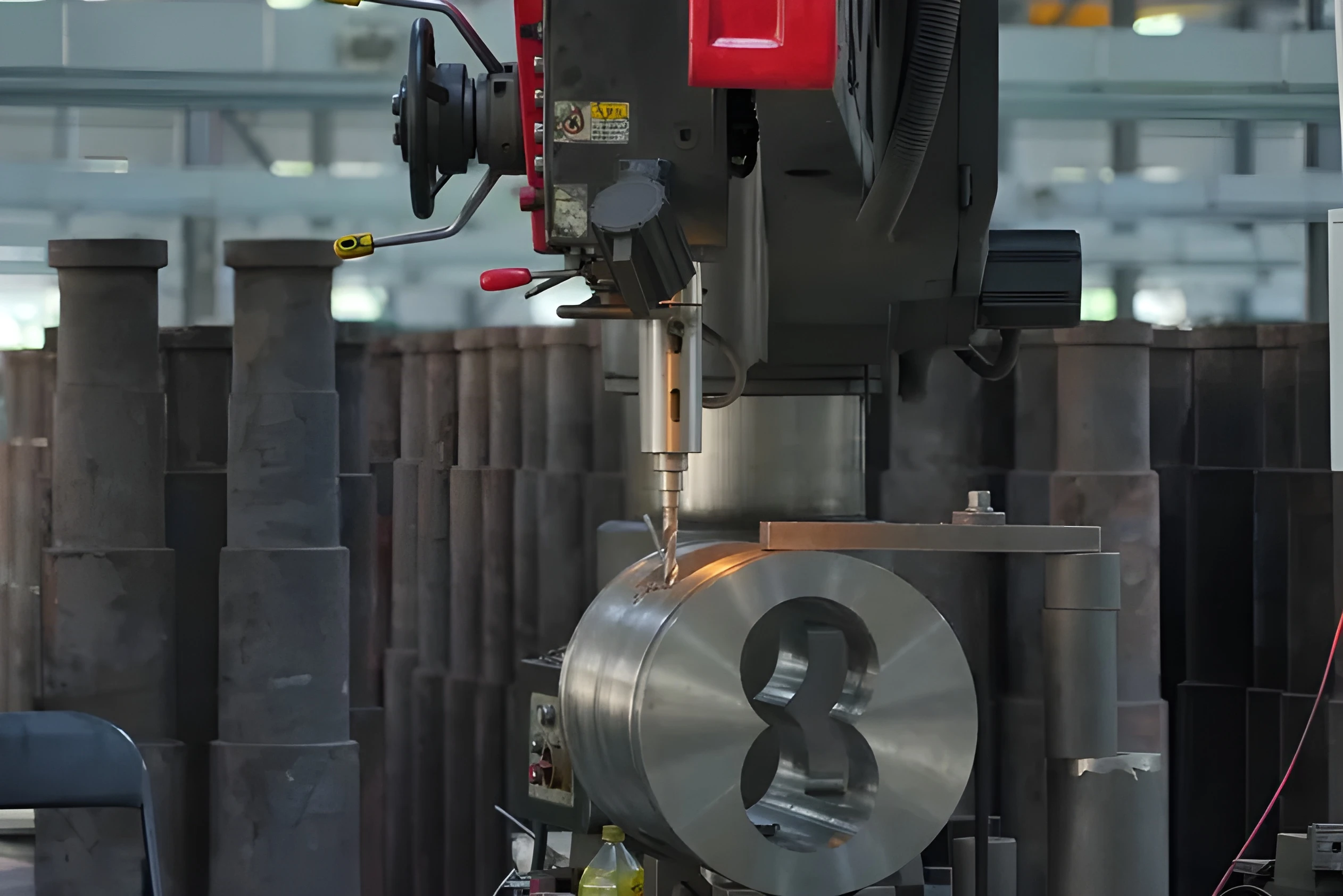
يتضمن تصنيع أسطوانة لولبية مزدوجة عالية الأداء خطوات دقيقة متعددة. يتم عادةً تشكيل عمود القلب (38CrMoAl أو سبيكة مماثلة) بدقة أو تشغيله آليًا، ثم سقيه وتطبيعه. العمليات التالية شائعة الاستخدام:
- التشغيل الآلي باستخدام الحاسب الآلي (CNC): يتم تفريز جذر اللولب والحلزونات على مخارط CNC، مع استخدام أدوات التشكيل لتجليخ المقطع وفقًا للمواصفات. يضمن التشغيل الآلي متعدد المحاور عمقًا ومقطعًا موحدًا للحلزون على طول اللولب. يُنهي التجليخ باستخدام الـ CNC أسطح الحلزون للوصول إلى النعومة المطلوبة.
- لحام السبائك (صب ثنائي المعدن): بالنسبة للأسطوانات ثنائية المعدن، يتم لحام أو صب بطانة سميكة (5–8 مم) من سبائك الصلب عالية الجودة بالطرد المركزي داخل أسطوانة الصلب الكربوني. يتم اختيار مادة البطانة (مثل 41CrAlMo7) لمقاومتها للتآكل والصدأ، ويتبع اللحام عملية تخفيف الإجهاد لتجنب التشوه.
- النيترة بالغاز: غالبًا ما تتم معالجة كل من اللولب والأسطوانة بغاز النيترة، وتنشئ عملية الانتشار هذه طبقة سطحية صلبة (بعمق حوالي 0.5 مم) بصلابة تصل إلى 900–1000 HV. تعمل النيترة على تحسين مقاومة التآكل دون تشوه كبير، وبعد النيترة، يتم تطبيع المكونات لضبط صلابة القلب (عادة حوالي HB 260–280).
- فحص السطح: يتم قياس استقامة اللوالب المُجمعة واستدارة تجاويف الأسطوانة (عادة بتفاوت ≤0.015 مم). يتم فحص تشطيب السطح باستخدام أجهزة قياس المظهر الجانبي (الهدف Ra ≤0.4 ميكرومتر)، وتضمن هذه الفحوصات بقاء الفجوة بين اللولب والأسطوانة ضمن خلوص التصميم.
- إدارة الجودة: يستخدم الموردون ذوو السمعة الطيبة أنظمة الجودة ISO 9001، مع إمكانية تتبع المواد وتقارير اختبار الصلابة. قبل الشحن، غالبًا ما يتم تشغيل كل مجموعة أسطوانة وفحصها بحثًا عن أي تسرب أو مشاكل في المحاذاة. يمكن استخدام الاختبار غير الإتلافي (مثل الصبغة المخترقة أو الموجات فوق الصوتية) للتحقق من سلامة اللحام.
فائدة رئيسية: تعني ممارسات التصنيع ومراقبة الجودة الصارمة هذه أن الأسطوانة اللولبية المزدوجة 68/25 ستعمل بشكل موثوق تحت الضغط العالي. تقاوم الأسطوانة المقساة بدقة التآكل وتحافظ على تفاوتات دقيقة على مدار فترات التشغيل الطويلة، مما يقلل من وقت التوقف عن العمل.
التركيب والصيانة
يُعد التركيب والصيانة السليمان أمرًا بالغ الأهمية للأداء وطول العمر:
- المحاذاة: عند التركيب، تأكد من محاذاة كلتا الأسطوانتين بدقة في إطار آلة البثق، حيث يمكن أن تتسبب عدم المحاذاة في تآكل غير متساوٍ أو انحشار. استخدم أدوات المحاذاة الخاصة بالشركة المصنعة واتبع المواصفات الخاصة بعزم ربط المسامير.
- التشحيم والتبريد: قبل الاستخدام الأولي، قم بطلاء اللوالب بعامل تحرير للمساعدة في عملية التليين. تحقق من أن جميع قنوات التبريد نظيفة وتتدفق بها السوائل المقدرة كما هو مصمم. يمنع التبريد المستمر ارتفاع درجة الحرارة الموضعي للأسطوانة.
- إعداد درجة الحرارة: اتبع ملفات تعريف تسخين الأسطوانة الموصى بها للمادة، وارفع درجات الحرارة ببطء عند بدء التشغيل لتجنب الصدمة الحرارية. تحقق من عمل جميع المزدوجات الحرارية في كل منطقة من الأسطوانة للحفاظ على ملف تعريف مستقر.
- الفحص المنتظم: قم بجدولة سحب اللوالب على فترات محددة، وافحص اللوالب بحثًا عن علامات التآكل (ترقق الحلزونات، خدوش) والأسطوانات بحثًا عن حفر أو رواسب. تحقق من الخلوص بين اللولب والأسطوانة باستخدام مقاييس التحسس؛ الفجوة المفرطة (أكثر من 0.3 مم عن المواصفات) تشير إلى الحاجة إلى التجديد أو الاستبدال.
- الصيانة الوقائية: قم بإزالة الرواسب وبقايا الألوان عن طريق التنظيف الميكانيكي أو باستخدام مركب تطهير عند تغيير المواد. يمكن للتطهير والفلترة الوقائية تقليل التلوث الكاشط، وبالنسبة لعمليات التشغيل الحرجة، ضع في اعتبارك التطهير العكسي لتنظيف الفتحات والمنافذ.
- تآكل المكونات: احتفظ ببطانة احتياطية أو أقسام لولبية في المخزون إذا كان التشغيل المستمر مطلوبًا. يمكن أحيانًا إعادة طلاء البطانات ثنائية المعدن أو إعادة تجليخها (حسب قدرات المورد).
أفضل الممارسات: احتفظ بسجل لساعات التشغيل وأي مشاكل. يشير التراجع التدريجي في الأداء (مثل الزيادة البطيئة في ضغط المصهور أو انخفاض الإنتاجية) غالبًا إلى التآكل، وستمنع الصيانة في الوقت المناسب فترات التوقف غير المجدولة.
توافق المواد والمعالجة
تتميز الأسطوانة اللولبية المزدوجة 68/25 بتعدد استخداماتها للعديد من البوليمرات والمركبات، ولكن اختيار المادة يحدد أفضل بنية للأسطوانة:
- البلاستيك العام (PVC، PE، PP): تعتبر الأسطوانات القياسية المعالجة بالنيترة (بدون بطانة خاصة) فعالة من حيث التكلفة للبلاستيك غير المحشو. يقاوم الصلب المعالج بالنيترة التآكل في الخدمة العادية، وبالنسبة لـ PVC الصلب (خاصة مع حشوة كربونات الكالسيوم CaCO₃)، يُوصى بتصميم الدوران المتعاكس وأسطوانة ثنائية المعدن للتعامل مع القص العالي وتقليل التآكل.
- المواد المحشوة/المركبة: تكون الحشوات العالية (الزجاج، التلك، إلخ) أو مركبات الخشب البلاستيكي كاشطة. هنا، يوصى باستخدام بطانة ثنائية المعدن سميكة أو حتى التسطيح الصلب (طلاء التنجستن أو الكروم الصلب). تقلل البطانة شديدة الصلابة من التآكل، ويحافظ التبريد المُحسن على استقرار المصهور المحشو.
- البوليمرات عالية الحرارة: بالنسبة للراتنجات الهندسية أو الخلطات المثبطة للهب، يتم استخدام صلب قادر على تحمل درجات حرارة أعلى (مثل السبائك القائمة على النيكل) وتبريد قوي. قد تُستخدم لوالب/أسطوانات الكربيد الصلب للخدمة الشاقة جدًا، على الرغم من أن ذلك أقل شيوعًا في خطوط الـ PVC.
- المطاط واللدائن (Elastomers): في حالة معالجة اللدائن الحرارية أو المطاط، قد يتحول التصميم إلى لوالب غير متداخلة (قنوات تدفق منفصلة) لتجنب القص المفرط. غالبًا ما يتطلب الـ PVC المرن والـ TPE ضغطًا خفيفًا؛ ويمكن تحديد لولب متوافق الدوران بخطوة منخفضة.
نصائح المعالجة: قم دائمًا بتجفيف المواد المسترطبة قبل التغذية، واستخدم معدلات تغذية تدريجية عند بدء دورة تشغيل جديدة. في الأنظمة المحشوة، يمكن أن تساعد منافذ حقن التغذية (التغذية الجانبية) أو مناطق التهوية في إزالة المواد المتطايرة وتحسين الخلط.
المنتجات
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
التطبيقات
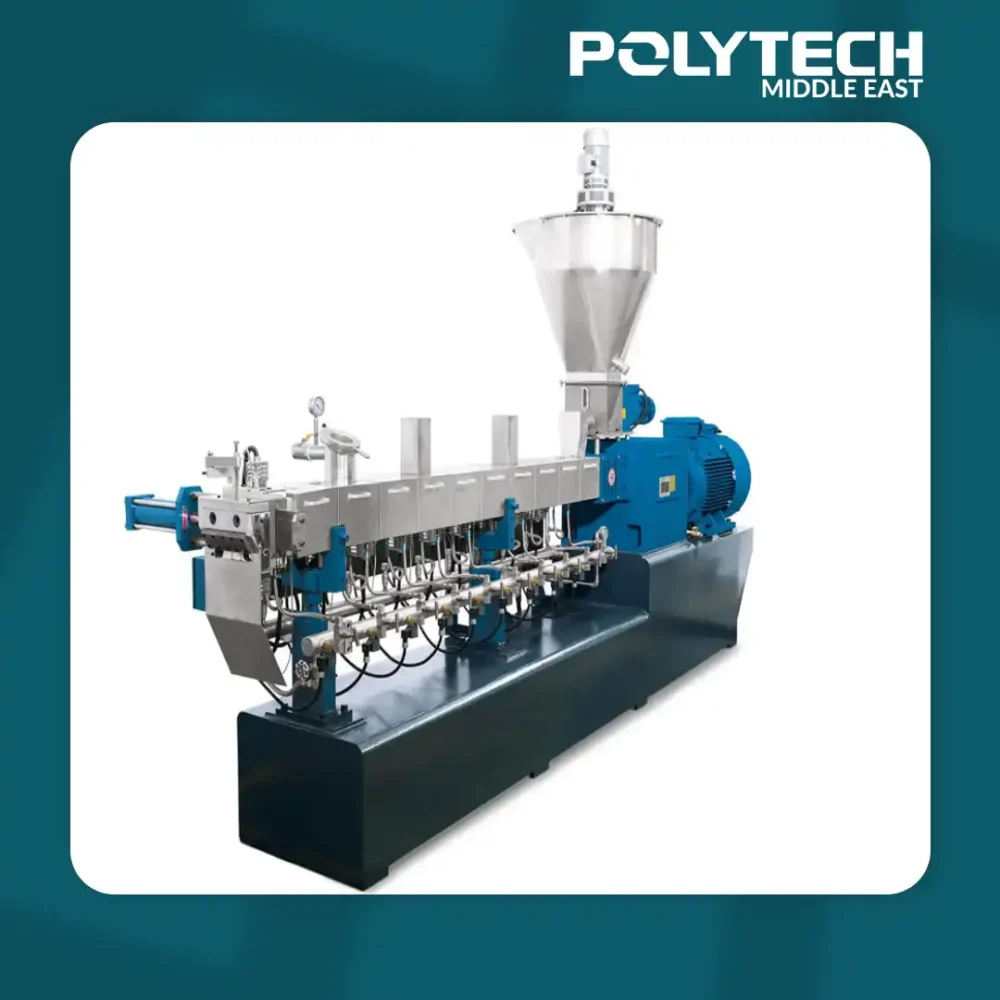
تُستخدم أسطوانة البثق اللولبية المزدوجة 68/25 في مجموعة من صناعات البثق والتركيب:
- بثق أنابيب ومقاطع الـ PVC: شائع في خطوط أنابيب الـ PVC الصلبة وبثق المقاطع، حيث يُطلب التحكم الدقيق في الأبعاد والأسطح الملساء. توفر اللوالب المزدوجة متعاكسة الدوران الضغط العالي اللازم لاتساق سمك الجدار.
- أرضيات وأسطح الخشب البلاستيكي WPC: غالبًا ما تستخدم مركبات الخشب البلاستيكي الخاصة بالأرضيات/الأسطح آلات بثق لولبية مزدوجة مقاس 68 مم وأكبر. يضمن التصميم مزدوج اللولب خلطًا شاملاً لحشو الخشب والـ PVC، مما ينتج مقطعًا مركبًا موحدًا.
- تركيب البلاستيك (Plastics Compounding): في مصانع الماسترباتش وتكوير البلاستيك، تُستخدم اللوالب المزدوجة المتوازية بقطر 68 مم. ويمكن استخدامها في تركيب الإضافات أو البوليمرات المعاد تدويرها على نطاق صغير إلى متوسط، للاستفادة من قدرتها الجيدة على الخلط.
- بثق المطاط: بالنسبة لتطبيقات مطاطية معينة أو الـ TPE، يمكن لهذه الأسطوانات (مع تصميمات اللولب المناسبة) التعامل مع اللدائن عالية اللزوجة، باستخدام تكوينات متداخلة أو غير متداخلة للتحكم في القص.
- البثق المقوى بالألياف: يمكن بثق الـ PVC المقوى بالألياف الزجاجية أو البوليمرات الأخرى (مثل الـ PA المحشو بالزجاج) باستخدام لوالب مزدوجة؛ ويُعد المتغير المتداخل مناسبًا بشكل خاص للخلط التشتتي للألياف.
ملاحظة الاستخدام: تعتمد الإنتاجية الدقيقة وجودة المصهور على تكوين اللولب والمادة. قد تنتج آلة البثق متعاكسة الدوران مقاس 68 مم ما بين 200–400 كجم/ساعة من الـ PVC (اعتمادًا على نسبة L/D وظروف التشغيل)، في حين أن الوحدات متوافقة الدوران قد تعمل بإنتاجية أعلى قليلاً مع البوليمرات المرنة.
استكشاف الأخطاء وإصلاحها والنصائح
حتى الأسطوانات المصممة جيدًا يمكن أن تواجه مشكلات أثناء التشغيل. تشمل المشاكل والحلول الشائعة ما يلي:
- تغذية غير متسقة (تكتل/تجسير المواد): إذا تكتلت الحبيبات أو المساحيق في القادوس أو عنق التغذية، حاول استخدام مغذي اهتزازي أو ماسحة ميكانيكية. يمكن أن يؤدي ضمان حجم جزيئات موحد (غربلة الجسيمات الدقيقة) أيضًا إلى منع التكتل.
- ارتفاع درجة الحرارة/تحلل المصهور: راقب درجات حرارة الأسطوانة عن كثب. إذا تحللت المادة (رائحة احتراق، بقع سوداء)، قم بخفض درجة حرارة الأسطوانة أو زيادة التبريد. يمكن أن تتسبب قناة تبريد مسدودة أو مزدوجة حرارية معيبة في ارتفاع درجة الحرارة – افحص وظيفة المعدات.
- انخفاض الإنتاجية / تآكل اللولب: غالبًا ما يعني الانخفاض التدريجي في الإنتاجية وجود تآكل، تحقق من الخلوص بين اللولب والأسطوانة باستخدام مقاييس التحسس. إذا كان الخلوص >0.2 مم أعلى من المواصفات، فكر في إعادة التجليخ أو الاستبدال. استخدم أقسام لولبية مقاومة للتآكل أو استبدل الحلزونات المتآكلة لاستعادة القدرة الإنتاجية.
- منتج غير متساوٍ (تقلبات التدفق): قد تنبع تقلبات الجودة (مثل تباين الوزن، أو عدم اتساق الأبعاد) من مشكلات في قالب البثق (Die) أو التلوث. افحص القالب بحثًا عن انسدادات وتأكد من أن تغذية لولب آلة البثق سلسة. قم بتطهير النظام جيدًا عند تغيير الراتنجات لتجنب خلط البوليمرات غير المتوافقة.
- مواد هلامية (Gel)/بقع سوداء: يمكن أن تظهر هذه إذا كانت تركيبة المادة غير صحيحة أو في حالة حدوث تحلل. راجع دفعة المواد الخام بحثًا عن ملوثات، واضبط ظروف المعالجة (مثل سرعة أبطأ، وزيادة أقل في درجة الحرارة) لتجنب ارتفاع درجة حرارة الحبيبات. يمكن أن يؤدي التطهير الدوري باستخدام مركب تنظيف إلى إزالة المواد الهلامية المتبقية.
- تسربات الأسطوانة: يجب إصلاح أي تسرب للمصهور حول مفاصل الأسطوانة أو الحواف على الفور عن طريق إعادة الربط أو استبدال الحشوات. تشير التسربات المستمرة إما إلى وجود جزء متصدع في الأسطوانة أو وجه حافة متآكل؛ قم بالتحقيق والإصلاح حسب الحاجة.
- الوسائل المرئية: قم بتضمين مخططات للمقاطع العرضية لآلة البثق اللولبية المزدوجة وبنية الأسطوانة. يمكن لمخطط انسيابي لـ Mermaid يوضح عملية البثق (التغذية ← آلة البثق ← المعايرة ← التبريد ← القاطع) أن يساعد في توضيح العلاقات بين المكونات.
التطبيقات
معرض الصور والفيديو
{kind=link}
{kind=link}
{kind=link}
{kind=link}
الميزات الرئيسية
يلخص الجدول التالي المواصفات النموذجية لمجموعة أسطوانة البثق اللولبية المزدوجة المتوازية 68/25. قد تختلف القيم الدقيقة حسب الشركة المصنعة والتطبيق، ولكن المعلمات الرئيسية تشمل أبعاد اللولب، والمواد، والتفاوتات، والصلابة.
| المواصفة | القيمة / النطاق |
| قطر اللولب | 68 مم |
| نسبة الطول إلى القطر (L/D) | 25:1 |
| خطوة اللولب (المسافة بين الحلزونات) | ~136 مم (نموذجيًا ضعف القطر) |
| مادة اللولب | سبائك الصلب (مثل 38CrMoAl، DIN 1.8509) |
| مادة الأسطوانة | صلب أساسي مع بطانة سبيكة ثنائية المعدن (مثل 41CrAlMo7) |
| الصلابة (الصلب الأساسي) | HB 260–280 بعد السقي والتطبيع |
| صلابة النيترة | HV 850–1000 |
| عمق النيترة | 0.45–0.70 مم |
| خشونة السطح (الأسطوانة) | Ra ≤ 0.4 ميكرومتر (تجليخ دقيق) |
| الاستقامة (اللولب) | ≤ 0.015 مم (لكل متر) |
| التشطيب الداخلي للأسطوانة | مشحوذ أو مجلخ؛ بطانة سبيكة غير ملحومة |
| الخلوص بين اللولب والأسطوانة | ~0.10–0.18 مم (للوالب 50–80 مم) |
| توصيل العمود | مسنن أو بخابور لربط المحرك |
| ميزات إضافية | حواف قابلة للإزالة، منافذ تهوية (اختيارية) |
| التطبيقات النموذجية | أنابيب/مقاطع الـ PVC، أسطح الخشب البلاستيكي WPC، التركيب |
منتجات مشابهة
-
 الآلات وقطع الغيار
الآلات وقطع الغياربرميل البرغي المزدوج المخروطي 80/156
-
 الآلات وقطع الغيار
الآلات وقطع الغيارمضخات التفريغ الصناعية
-
 الآلات وقطع الغيار
الآلات وقطع الغياربرميل مزدوج اللولب 51/105 مخروطي الشكل
-
 الآلات وقطع الغيار
الآلات وقطع الغيارآلة بثق لولب مزدوج لإنتاج البلاستيك