68/25 Parallel Twin Screw Barrel
68/25 Parallel Twin Screw Barrel
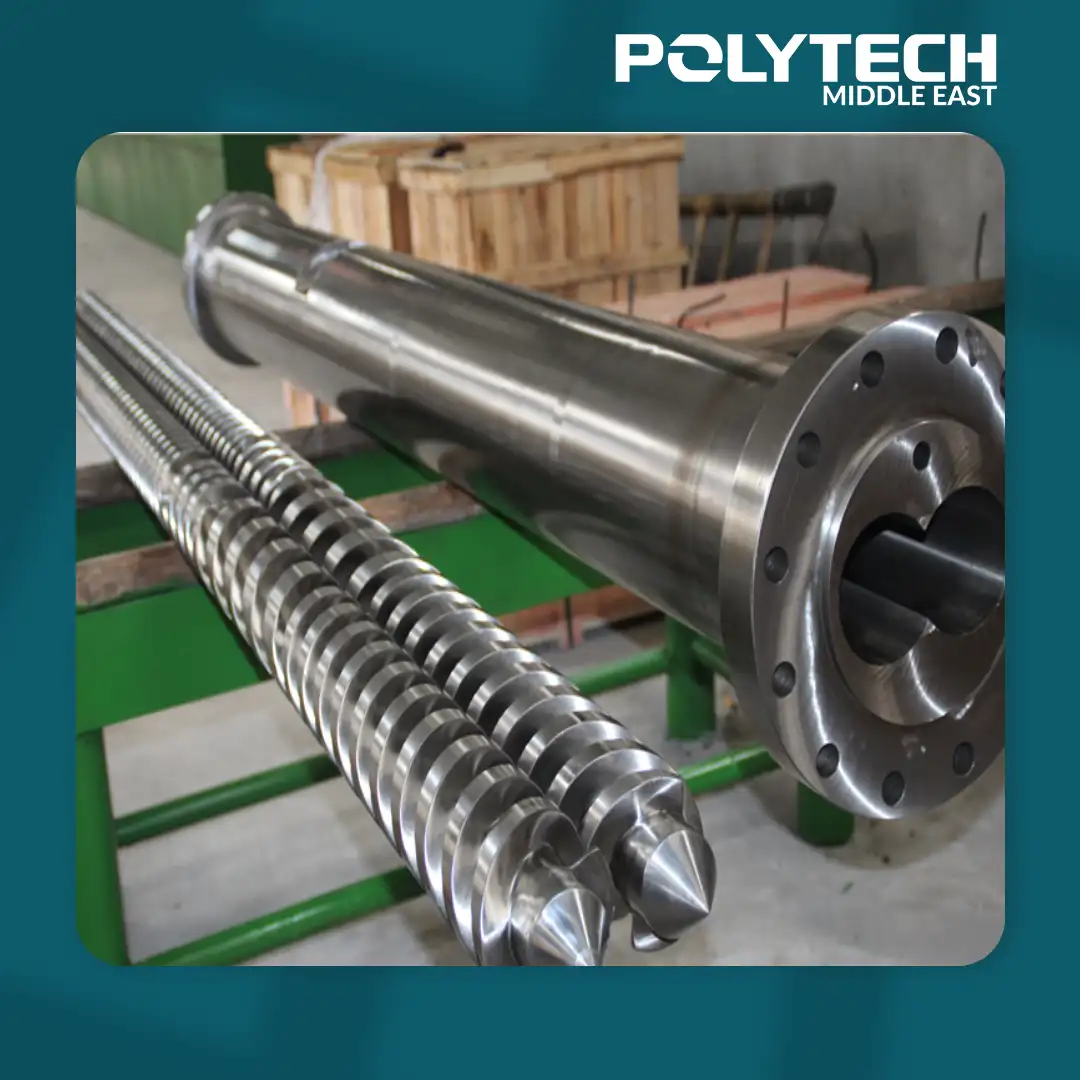
The 68/25 parallel twin-screw extruder barrel is engineered for high output in PVC and plastic profile extrusion. Made from nitrided 38CrMoAl alloy steel, it delivers precise plasticizing and long service life. Explore technical specs, design features, material guidelines, and maintenance best practices.
Category -> Machines and Spare Parts
Description
Overview
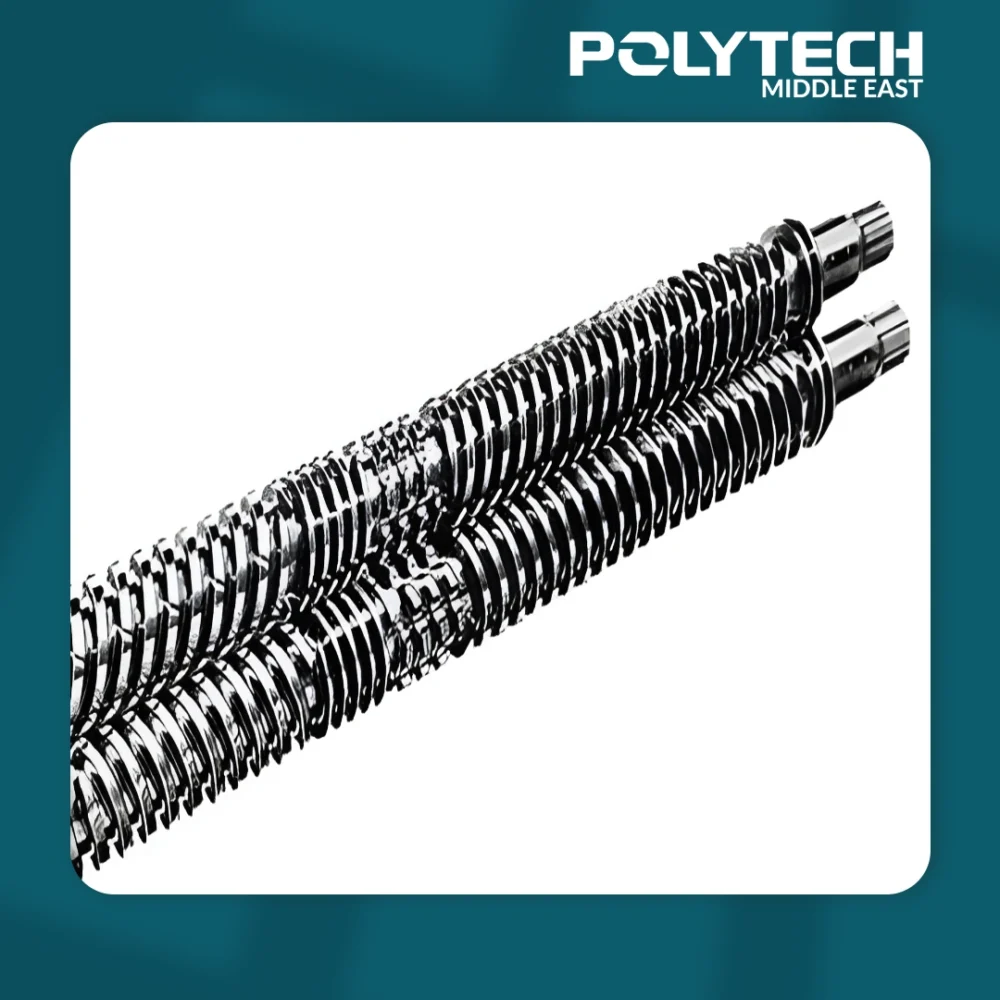
A 68/25 parallel twin-screw barrel refers to an extruder screw-and-barrel set with a 68 mm screw diameter and a length-to-diameter ratio of 25:1. This assembly is designed for heavy-duty plastic extrusion applications (e.g. PVC pipe/profile, WPC flooring, compounding). The co- or counter-rotating screws rotate in tandem within the barrel, providing stable shear and mixing for consistent melt quality. Such barrels are typically made of high-strength alloy steel (e.g. 38CrMoAl) with precision machining and surface hardening (nitriding) to withstand abrasive fillers and high back-pressure. In practice, a 68 mm screw with L/D = 25:1 delivers high throughput while maintaining precise dimensional control for profiles and sheets. Manufacturers often supply these barrels in bimetallic form (a carbon steel base with a hardened alloy liner) to enhance wear resistance.
Key Point: Parallel twin barrels have constant screw diameter (no taper), enabling uniform pressure and easy integration of feed or venting ports. Compared to single-screw extruders, twin-screw systems offer superior mixing and thermal balance, making them ideal for filled or recycled compounds. Counter-rotating twin barrels are often used for PVC and WPC because they generate high compression and uniform pressure, yielding precise, glossy products.
Design Features and Benefits
- Bimetallic Barrel Liner: Many 68/25 barrels use a bimetallic construction (welded liner of alloy steel) that provides excellent wear and corrosion resistance. This liner can be coated (e.g. HVOF tungsten carbide) for ultra-hard surfaces (58–62 HRC) in abrasive compounding applications. The hardened liner extends service life 3–5× compared to unlined barrels.
- Nitrided Screw: The screw flights and root are precision-ground and gas-nitrided to ~850–1000 HV. This ensures a hard, wear-resistant surface while the core remains tough (HRC ~28–32).
- Thermal Control: The barrel is typically segmented, allowing independent heating/cooling zones (feed, compression, metering zones). Advanced designs include optimized cooling channels in the barrels to minimize temperature fluctuations. Uniform thermal control prevents material degradation and ensures consistent output.
- Standard Flanges & Modular Sections: The design uses industry-standard flanges and modular barrel segments for easy installation. Interchangeable screw sections allow tailored compression ratios for different materials (e.g. higher feed zone for rigid PVC, deeper compression for compounding).
- Precision Machining: The screw/barrel mating surfaces are ground to very tight tolerances (surface finish Ra ≤0.4 μm, straightness ≤0.015 mm). These tight tolerances reduce leakage (improving output) and ensure balanced torque between screws, enhancing stability. The result is smooth, stable extrusion and consistent profile quality.
- Counter-Rotating Option: While co-rotating screws self-wipe for mixing, counter-rotating barrels generate higher pressure and shear, ideal for rigid PVC and filled compounds. A counter-rotating 68/25 twin barrel can achieve outputs in the 250–450 kg/h range for PVC, with lower energy consumption thanks to improved melting efficiency.
Manufacturing and Quality Control
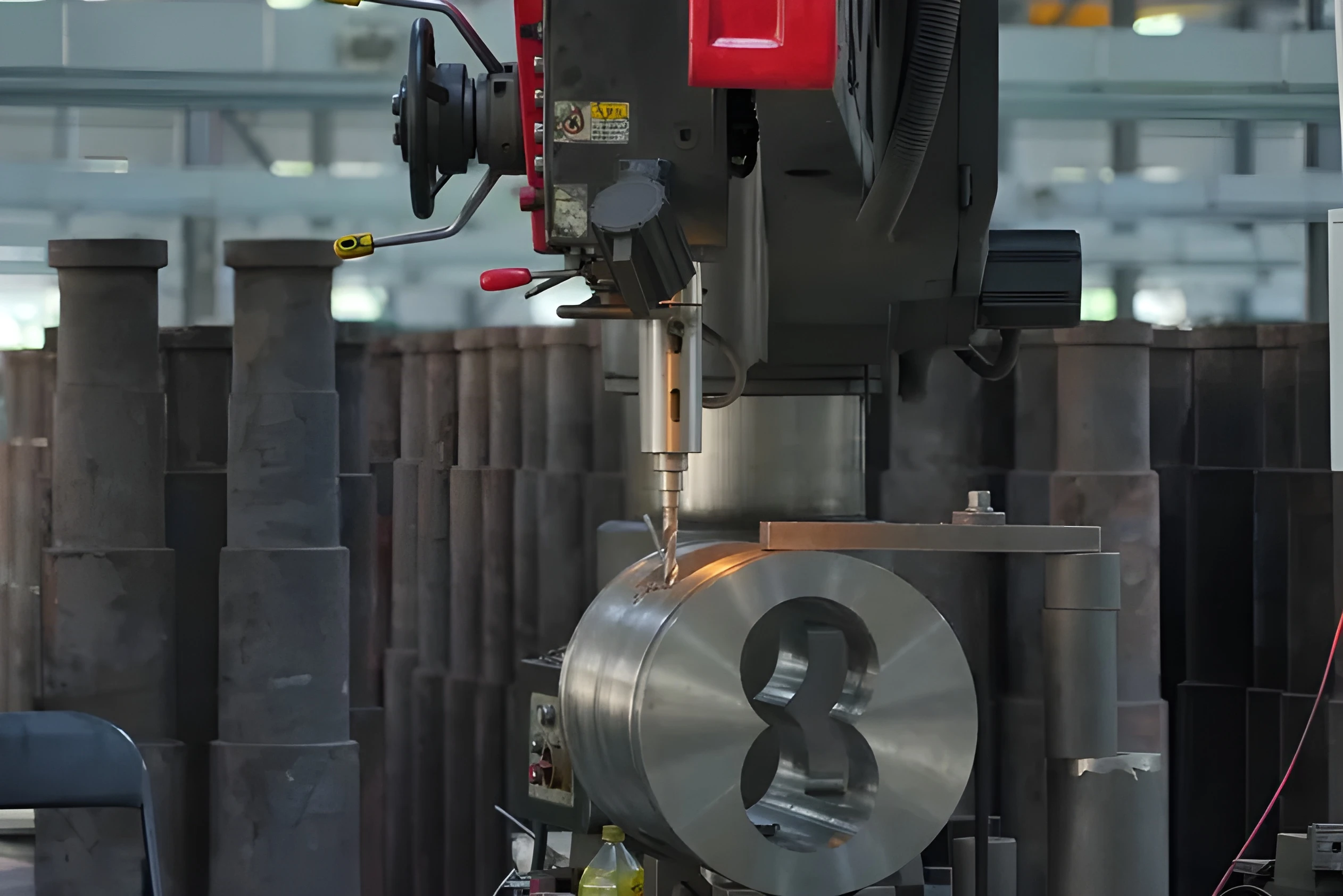
Fabrication of a high-performance twin-screw barrel involves multiple precise steps. The core shaft (38CrMoAl or similar alloy) is typically precision-forged or machined, then hardened and tempered. The following processes are commonly used:
- CNC Machining: The screw root and flights are milled on CNC lathes, with form tools grinding the profile to spec. Multi-axis machining ensures uniform flight depth and profile along the length. CNC grinding finishes the flight surfaces to the required smoothness.
- Alloy Welding (Bimetal Casting): For bimetallic barrels, a thick (5–8 mm) liner of high-alloy steel is welded or centrifugally cast inside the carbon steel barrel. The liner material (e.g. 41CrAlMo7) is selected for abrasion and corrosion resistance. Welding is followed by stress-relief to avoid distortion.
- Gas Nitriding: Both screw and barrel are often gas-nitrided. This diffusion process creates a hardened surface layer (~0.5 mm deep) with hardness up to 900–1000 HV. Nitriding improves wear resistance without significant distortion. Post-nitriding, components are tempered to adjust core hardness (typically ~HB 260–280).
- Surface Inspection: Straightness of the assembled screws and roundness of the barrel bores are measured (typically ≤0.015 mm tolerance). Surface finish is checked with profilometers (target Ra ≤0.4 μm). These inspections ensure the screw-barrel gap stays within design clearance.
- Quality Management: Reputable suppliers use ISO 9001 quality systems, with material traceability and hardness testing reports. Before shipment, each barrel set is often run-in and checked for leakage and alignment. Non-destructive testing (e.g. dye penetrant or ultrasonic) may be used to verify weld integrity.
Key Benefit: These stringent manufacturing and QC practices mean the 68/25 twin-screw barrel will perform reliably under high pressure. A precision-hardened barrel resists wear and maintains tight tolerances over long runs, reducing downtime.
Installation and Maintenance
Proper installation and upkeep are critical for performance and longevity:
- Alignment: When installing, ensure both barrels are precisely aligned in the extruder frame. Misalignment can cause uneven wear or jamming. Use the manufacturer’s alignment tools and follow specs for bolt torque.
- Lubrication and Cooling: Before initial use, coat the screws with a release agent to aid break-in. Check that all cooling channels are clear and flow rated fluid as designed. Consistent cooling prevents localized overheating of the barrel.
- Temperature Setting: Follow recommended barrel heating profiles for the material. Ramp up temperatures slowly on start-up to avoid thermal shock. Verify all thermocouples in each barrel zone are working to maintain a stable profile.
- Regular Inspection: Schedule screw pulls at defined intervals. Inspect screws for signs of wear (thinning flights, scratches) and barrels for grooving or deposits. Check the screw-to-barrel clearance with feeler gauges; excessive gap (>0.3 mm over spec) indicates the need for refurbishment or replacement.
- Preventive Maintenance: Remove deposits and color residues by mechanical cleaning or using a purging compound when changing materials. Preventive purging and filtration can minimize abrasive contamination. For critical runs, consider reverse purging to clear vents and ports.
- Component Wear: Keep spare liner or screw sections in stock if continuous operation is required. Bimetallic liners can sometimes be recoated or reground (depending on supplier capabilities).
Best Practice: Maintain a log of operating hours and any issues. Gradual performance decline (e.g. slowly increasing melt pressure or lower throughput) often signals wear. Timely maintenance will prevent unscheduled downtime.
Material Compatibility and Processing
The 68/25 twin-screw barrel is versatile for many polymers and compounds, but material choice dictates the best barrel construction:
- General Plastics (PVC, PE, PP): Standard nitrided barrels (no special liner) are cost-effective for unfilled plastics. The nitrided steel resists wear in normal service. For rigid PVC (especially with CaCO₃ filler), a counter-rotating design and a bimetallic barrel are recommended to handle high shear and reduce wear.
- Filled/Composite Materials: High filler (glass, talc, etc.) or wood-plastic composites are abrasive. Here, a thick bimetallic or even hardfacing (Tungsten or Hard Chrome plating) is recommended. The extra-hard liner minimizes erosion, and optimized cooling keeps the filled melt stable.
- High-Temperature Polymers: For engineering resins or flame-retardant blends, higher-temperature-capable steel (e.g. Ni-based alloys) and robust cooling are used. Solid carbide screws/barrels may be used for ultra-hard service, though that is less common in PVC lines.
- Rubber and Elastomers: If processing thermoplastic elastomers or rubber, the design may shift to non-intermeshing screws (separate flow channels) to avoid excessive shearing. Flexible PVC and TPEs often require mild compression; a co-rotating screw with low pitch can be specified.
- Processing Tips: Always dry hygroscopic materials before feeding. Use gradual feed rates when starting a new run. In filled systems, feed injection (side feeding) ports or venting zones can help remove volatiles and improve mixing.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Applications
The 68/25 twin-screw extruder barrel is used in a range of extrusion and compounding industries:
- PVC Pipe and Profile Extrusion: Common in rigid PVC pipe lines and profile extrusion, where precise dimension control and smooth surfaces are required. Counter-rotating twin screws deliver the high pressure needed for wall thickness consistency.
- WPC Flooring and Decking: Wood-plastic composites for flooring/decking often use 68mm and larger twin-screw extruders. The twin-screw design ensures thorough mixing of wood filler and PVC, producing a uniform composite profile.
- Plastics Compounding: In masterbatch and pelletizing plants, parallel twins of 68mm dia. can be used for small to mid-scale compounding of additives or recycled polymers, benefiting from their good mixing capability.
- Rubber Extrusion: For certain rubber or TPE applications, these barrels (with appropriate screw designs) can handle high viscosity elastomers, using either intermeshing or non-intermeshing configurations to control shear.
- Fiber-Reinforced Extrusion: Glass-fiber reinforced PVC or other polymers (e.g. glass-filled PA) can be extruded with twin screws; the intermeshing variant is especially suited for dispersive mixing of fibers.
Usage Note: The exact throughput and melt quality depend on the screw configuration and material. A 68mm counter-rotating extruder may produce 200–400 kg/h of PVC (depending on L/D and operating conditions), whereas co-rotating units might run slightly higher with flexible polymers.
Troubleshooting and Tips
Even well-designed barrels can encounter issues during operation. Common problems and solutions include:
- Inconsistent Feed (Material Bridging): If pellets or powders bridge in the hopper or feed throat, try using a vibratory feeder or mechanical wiper. Ensuring uniform particle size (screening fines) can also prevent clumping.
- Overheating/Melt Degradation: Monitor the barrel temperatures closely. If material degrades (burnt odor, black specks), reduce barrel temperature or increase cooling. A blocked cooling channel or faulty thermocouple can cause overheating – check equipment function.
- Reduced Output / Screw Wear: A gradual drop in throughput often means wear. Verify screw-to-barrel clearance with feeler gauges. If clearance is >0.2 mm over spec, consider regrinding or replacement. Use wear-resistant screw sections or replace worn flights to restore capacity.
- Uneven Product (Flow Fluctuations): Quality fluctuations (e.g. weight variation, dimensional inconsistency) may stem from die issues or contamination. Check the die for clogs and ensure the extruder screw feeding is smooth. Purge the system thoroughly when changing resins to avoid mixing of incompatible polymers.
- Gel/Black Specks: These can appear if the material formulation is off or if decomposition occurs. Review the raw material batch for contaminants. Adjust process conditions (e.g. slower speed, lower temperature ramp) to avoid overheating pellets. Periodic purging with a cleaning compound can remove residual gels.
- Barrel Leaks: Any melt leaking around barrel joints or flanges should be immediately fixed by re-tightening or gasket replacement. Persistent leaks indicate either a cracked barrel segment or worn flange face; investigate and repair as needed.
Visual Aids: Include diagrams of twin-screw extruder cross-sections and barrel construction. A Mermaid flowchart illustrating the extrusion process (feed → extruder → calibration → cooling → cutter)
Applications
Gallery
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Main Features
The following table summarizes the typical specifications for a 68/25 parallel twin-screw extruder barrel set. Exact values may vary by manufacturer and application, but key parameters include screw dimensions, materials, tolerances, and hardness.
| Specification | Value / Range |
| Screw Diameter | 68 mm |
| L/D Ratio | 25:1 |
| Screw Flights (Pitch) | ~136 mm (2× diameter typical) |
| Screw Material | Alloy steel (e.g. 38CrMoAl, DIN 1.8509) |
| Barrel Material | Base steel with bimetallic alloy liner (e.g. 41CrAlMo7) |
| Hardness (base steel) | HB 260–280 after quench & temper |
| Nitriding Hardness | HV 850–1000 |
| Nitriding Depth | 0.45–0.70 mm |
| Surface Roughness (Barrel) | Ra ≤ 0.4 μm (precision ground) |
| Straightness (Screw) | ≤ 0.015 mm (per meter) |
| Barrel Internal Finish | Honed or ground; seamless alloy liner |
| Screw-Barrel Clearance | ~0.10–0.18 mm (for 50–80 mm screws) |
| Shaft Connection | Spline or keyed for drive coupling |
| Additional Features | Removable flanges, venting ports (optional) |
| Typical Applications | PVC pipe/profile, WPC decking, compounding |
Related products
-
 Machines and Spare Parts
Machines and Spare Parts90/24 Parallel Twin Screw Barrel
-
 Machines and Spare Parts
Machines and Spare Parts2.35 kW Vacuum Pump
-
 Machines and Spare Parts
Machines and Spare PartsTwin Screw Feeder
-
 Machines and Spare Parts
Machines and Spare PartsTwin Screw Extruder Gearbox