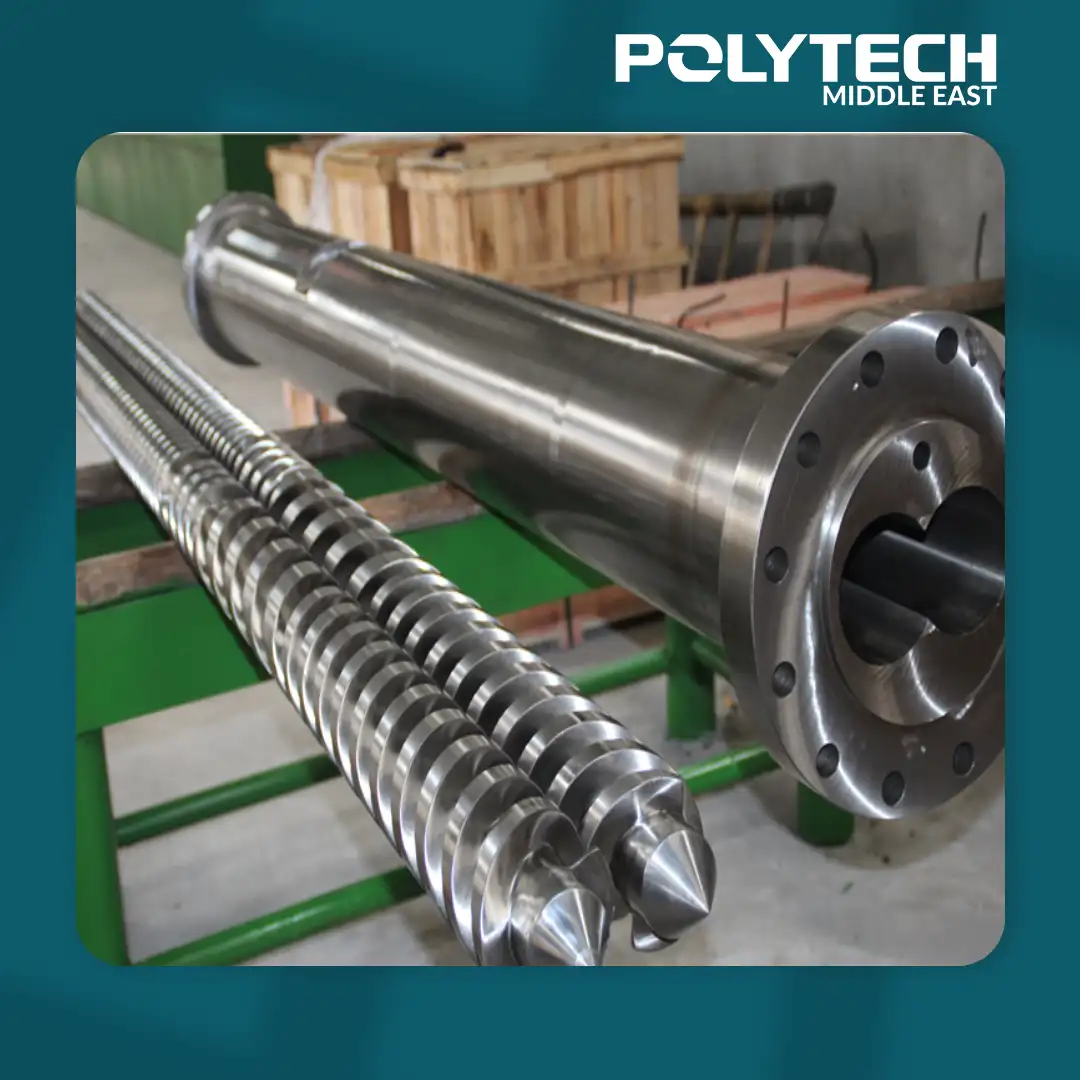
Barillet à double vis parallèle 68/25
Le barillet d’extrudeuse à double vis parallèle 68/25 est conçu pour un rendement élevé dans l’extrusion de PVC et de profilés plastiques. Fabriqué en acier allié 38CrMoAl nitruré, il offre une plastification précise et une longue durée de vie. Explorez les spécifications techniques, les caractéristiques de conception, les directives sur les matériaux et les meilleures pratiques d’entretien.
Category -> Machines et pièces détachées
Description
Aperçu
Un barillet à double vis parallèle 68/25 désigne un ensemble vis-barillet d’extrudeuse avec un diamètre de vis de 68 mm et un rapport longueur/diamètre de 25:1. Cet assemblage est conçu pour les applications d’extrusion de plastique à usage intensif (par exemple, tuyaux/profilés en PVC, revêtements de sol en WPC, composition). Les vis co-rotatives ou contra-rotatives tournent en tandem à l’intérieur du barillet, offrant un cisaillement et un mélange stables pour une qualité de fusion constante. Ces barillets sont généralement constitués d’acier allié à haute résistance (par exemple, 38CrMoAl) avec un usinage de précision et un durcissement de surface (nitruration) pour résister aux charges abrasives et à une contre-pression élevée. En pratique, une vis de 68 mm avec L/D = 25:1 offre un débit élevé tout en maintenant un contrôle dimensionnel précis pour les profilés et les feuilles. Les fabricants fournissent souvent ces barillets sous forme bimétallique (une base en acier au carbone avec un revêtement en alliage durci) pour améliorer la résistance à l’usure.
Point clé :
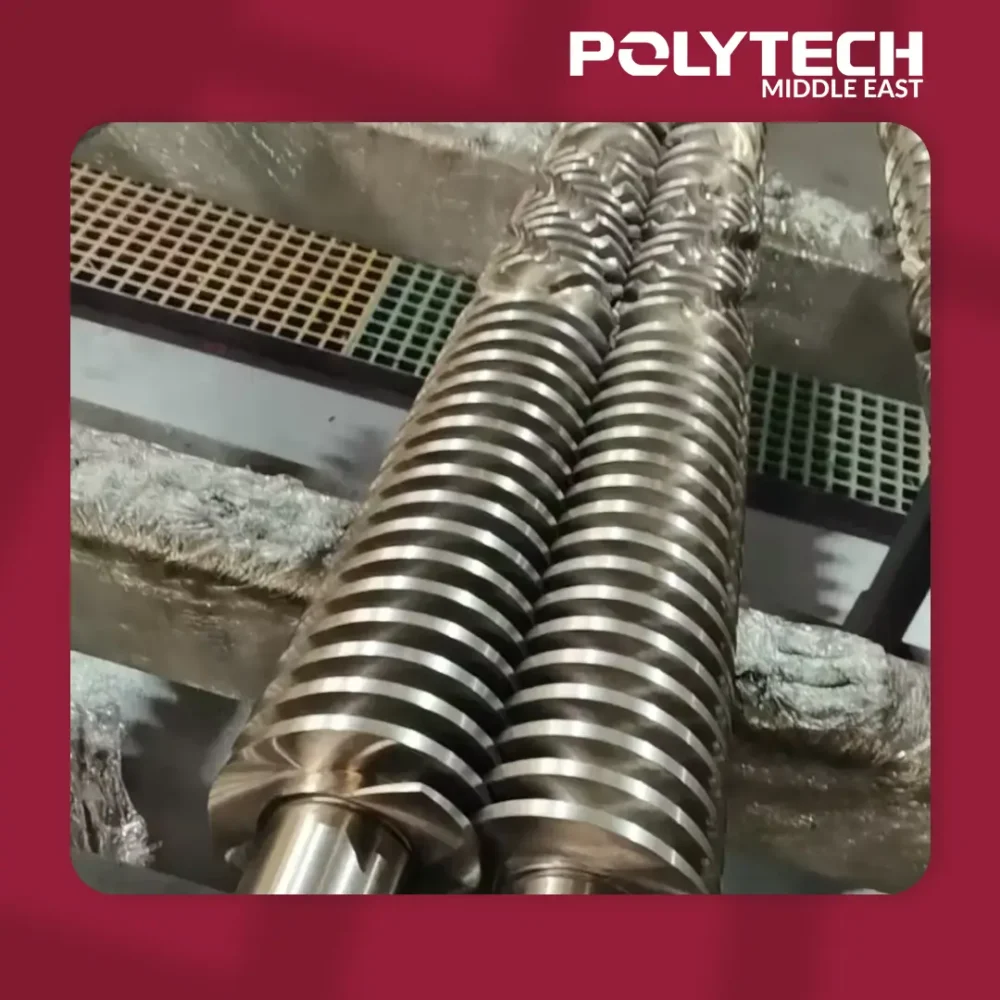
Les barillets doubles parallèles ont un diamètre de vis constant (sans conicité), permettant une pression uniforme et une intégration facile des orifices d’alimentation ou de ventilation. Comparativement aux extrudeuses monovis, les systèmes à double vis offrent un mélange et un équilibre thermique supérieurs, les rendant idéaux pour les composés chargés ou recyclés. Les barillets doubles contra-rotatifs sont souvent utilisés pour le PVC et le WPC car ils génèrent une forte compression et une pression uniforme, produisant des produits précis et brillants.
Caractéristiques de conception et avantages
- Revêtement de barillet bimétallique : De nombreux barillets 68/25 utilisent une construction bimétallique (revêtement soudé en acier allié) qui offre une excellente résistance à l’usure et à la corrosion. Ce revêtement peut être enduit (par exemple, carbure de tungstène HVOF) pour obtenir des surfaces ultra-dures (58–62 HRC) dans les applications de composition abrasives. Le revêtement durci prolonge la durée de vie de 3 à 5 fois par rapport aux barillets sans revêtement.
- Vis nitrurée : Les filets et le fond de la vis sont rectifiés avec précision et nitrurés au gaz jusqu’à ~850–1000 HV. Cela garantit une surface dure et résistante à l’usure tandis que le noyau reste tenace (HRC ~28–32).
- Contrôle thermique : Le barillet est généralement segmenté, permettant des zones de chauffage/refroidissement indépendantes (zones d’alimentation, de compression, de dosage). Des conceptions avancées incluent des canaux de refroidissement optimisés dans les barillets pour minimiser les fluctuations de température. Un contrôle thermique uniforme empêche la dégradation des matériaux et garantit un rendement constant.
- Brides standards et sections modulaires : La conception utilise des brides standards de l’industrie et des segments de barillet modulaires pour une installation facile. Les sections de vis interchangeables permettent d’adapter les taux de compression pour différents matériaux (par exemple, zone d’alimentation plus élevée pour le PVC rigide, compression plus profonde pour la composition).
- Usinage de précision : Les surfaces d’accouplement vis/barillet sont rectifiées avec des tolérances très strictes (finition de surface Ra ≤0,4 μm, rectitude ≤0,015 mm). Ces tolérances strictes réduisent les fuites (améliorant le rendement) et garantissent un couple équilibré entre les vis, augmentant la stabilité. Le résultat est une extrusion fluide et stable ainsi qu’une qualité de profilé constante.
- Option contra-rotative : Bien que les vis co-rotatives s’auto-nettoient pour le mélange, les barillets contra-rotatifs génèrent une pression et un cisaillement plus élevés, idéaux pour le PVC rigide et les composés chargés. Un barillet double contra-rotatif 68/25 peut atteindre des rendements dans la plage de 250 à 450 kg/h pour le PVC, avec une consommation d’énergie réduite grâce à une meilleure efficacité de fusion.
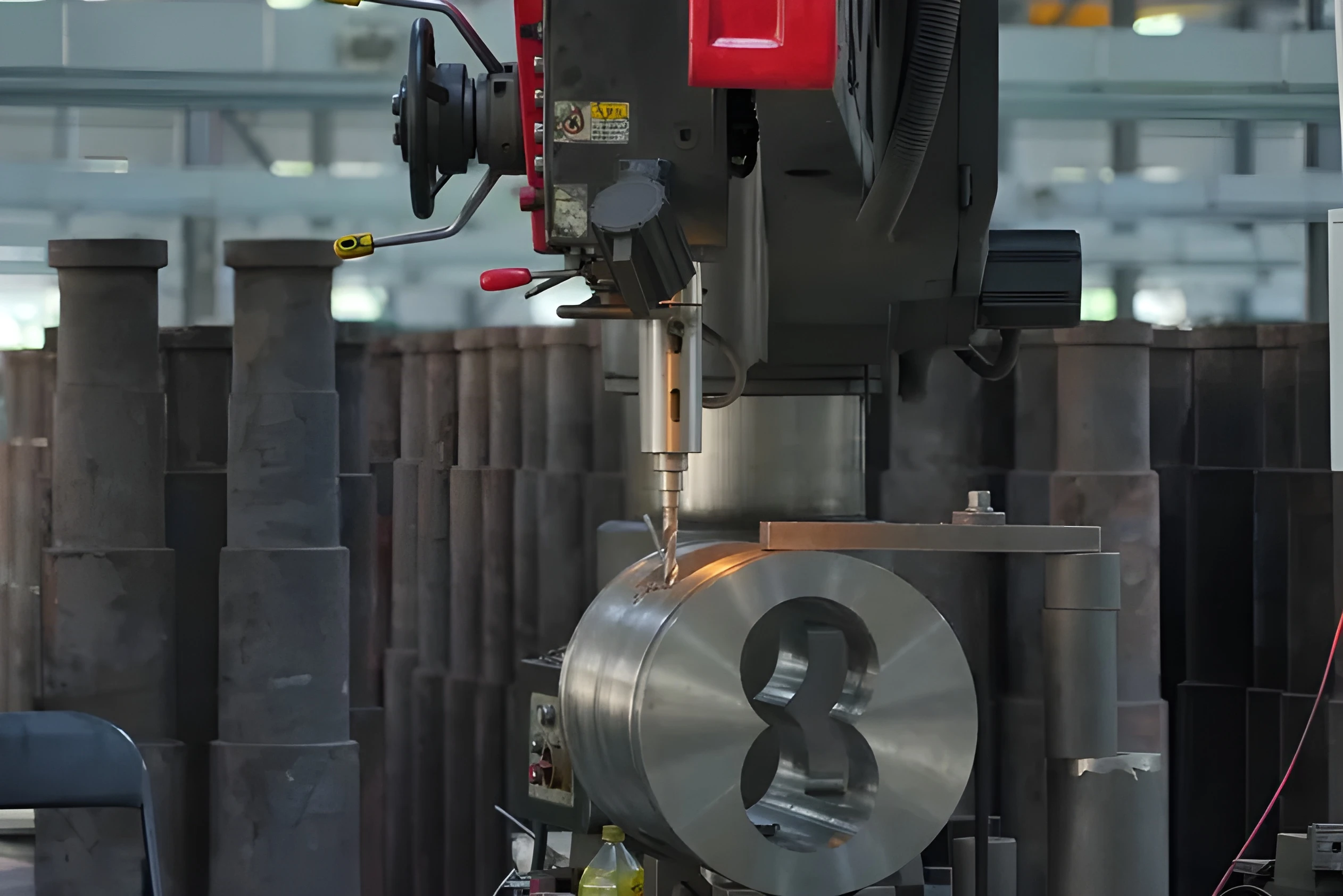
Fabrication et contrôle qualité
La fabrication d’un barillet à double vis haute performance implique plusieurs étapes précises. L’arbre central (38CrMoAl ou alliage similaire) est généralement forgé ou usiné avec précision, puis trempé et revenu. Les processus suivants sont couramment utilisés :
- Usinage CNC : La base de la vis et les filets sont fraisés sur des tours CNC, avec des outils de forme rectifiant le profil selon les spécifications. L’usinage multi-axes garantit une profondeur de filet et un profil uniformes sur toute la longueur. La rectification CNC termine les surfaces des filets à la douceur requise.
- Soudage d’alliage (Moulage bimétallique) : Pour les barillets bimétalliques, un revêtement épais (5–8 mm) en acier fortement allié est soudé ou moulé par centrifugation à l’intérieur du barillet en acier au carbone. Le matériau du revêtement (par exemple, 41CrAlMo7) est sélectionné pour sa résistance à l’abrasion et à la corrosion. Le soudage est suivi d’une relaxation des contraintes pour éviter la distorsion.
- Nitruration au gaz : La vis et le barillet sont souvent nitrurés au gaz. Ce processus de diffusion crée une couche de surface durcie (~0,5 mm de profondeur) avec une dureté allant jusqu’à 900–1000 HV. La nitruration améliore la résistance à l’usure sans distorsion significative. Après nitruration, les composants subissent un revenu pour ajuster la dureté du noyau (généralement ~HB 260–280).
- Inspection de surface : La rectitude des vis assemblées et la rondeur des alésages du barillet sont mesurées (tolérance généralement ≤0,015 mm). La finition de surface est vérifiée avec des profilomètres (cible Ra ≤0,4 μm). Ces inspections garantissent que l’espace vis-barillet reste dans les limites de jeu de conception.
- Gestion de la qualité : Les fournisseurs réputés utilisent des systèmes de qualité ISO 9001, avec une traçabilité des matériaux et des rapports de tests de dureté. Avant expédition, chaque ensemble de barillets est souvent rodé et vérifié pour les fuites et l’alignement. Des contrôles non destructifs (par exemple, par ressuage ou ultrasons) peuvent être utilisés pour vérifier l’intégrité des soudures.
- Avantage clé : Ces pratiques de fabrication et de contrôle qualité rigoureuses signifient que le barillet à double vis 68/25 fonctionnera de manière fiable sous haute pression. Un barillet durci avec précision résiste à l’usure et maintient des tolérances strictes sur de longues séries, réduisant ainsi les temps d’arrêt.
Installation et entretien
Une installation et un entretien appropriés sont essentiels pour la performance et la longévité :
- Alignement : Lors de l’installation, assurez-vous que les deux barillets sont précisément alignés dans le bâti de l’extrudeuse. Un désalignement peut causer une usure inégale ou un blocage. Utilisez les outils d’alignement du fabricant et suivez les spécifications pour le serrage des boulons.
- Lubrification et refroidissement : Avant la première utilisation, enduisez les vis d’un agent de démoulage pour faciliter le rodage. Vérifiez que tous les canaux de refroidissement sont dégagés et que le fluide nominal s’écoule comme prévu. Un refroidissement constant empêche la surchauffe localisée du barillet.
- Réglage de la température : Suivez les profils de chauffage de barillet recommandés pour le matériau. Augmentez lentement les températures au démarrage pour éviter les chocs thermiques. Vérifiez que tous les thermocouples dans chaque zone du barillet fonctionnent pour maintenir un profil stable.
- Inspection régulière : Planifiez des retraits de vis à des intervalles définis. Inspectez les vis pour détecter tout signe d’usure (filets amincis, rayures) et les barillets pour des rainures ou des dépôts. Vérifiez le jeu vis-barillet avec des jauges d’épaisseur ; un espace excessif (>0,3 mm par rapport aux spécifications) indique la nécessité d’une remise à neuf ou d’un remplacement.
- Maintenance préventive : Éliminez les dépôts et les résidus de couleur par nettoyage mécanique ou en utilisant un composé de purge lors des changements de matériaux. La purge et la filtration préventives peuvent minimiser la contamination abrasive. Pour les productions critiques, envisagez une purge inversée pour dégager les évents et les orifices.
- Usure des composants : Gardez des sections de revêtement ou de vis de rechange en stock si un fonctionnement continu est requis. Les revêtements bimétalliques peuvent parfois être réenduits ou rectifiés (selon les capacités du fournisseur).
- Meilleure pratique : Maintenez un journal des heures de fonctionnement et des éventuels problèmes. Une baisse progressive des performances (par exemple, augmentation lente de la pression de fusion ou rendement inférieur) signale souvent une usure. Un entretien opportun évitera des arrêts imprévus.
Compatibilité des matériaux et traitement
Le barillet à double vis 68/25 est polyvalent pour de nombreux polymères et composés, mais le choix du matériau dicte la meilleure construction de barillet :
- Plastiques généraux (PVC, PE, PP) : Les barillets nitrurés standards (sans revêtement spécial) sont rentables pour les plastiques non chargés. L’acier nitruré résiste à l’usure dans un service normal. Pour le PVC rigide (en particulier avec charge de CaCO₃), une conception contra-rotative et un barillet bimétallique sont recommandés pour gérer un cisaillement élevé et réduire l’usure.
- Matériaux chargés/composites : Les charges importantes (verre, talc, etc.) ou les composites bois-plastique sont abrasifs. Ici, un revêtement bimétallique épais ou même un rechargement dur (placage au tungstène ou au chrome dur) est recommandé. Le revêtement extra-dur minimise l’érosion, et le refroidissement optimisé maintient la stabilité de la fusion chargée.
- Polymères à haute température : Pour les résines techniques ou les mélanges ignifuges, un acier capable de supporter des températures plus élevées (par exemple, alliages à base de Ni) et un refroidissement robuste sont utilisés. Des vis/barillets en carbure massif peuvent être utilisés pour un service ultra-dur, bien que cela soit moins courant sur les lignes de PVC.
- Caoutchouc et élastomères : Si vous traitez des élastomères thermoplastiques ou du caoutchouc, la conception peut s’orienter vers des vis non engrenantes (canaux d’écoulement séparés) pour éviter un cisaillement excessif. Le PVC flexible et les TPE nécessitent souvent une compression douce ; une vis co-rotative à faible pas peut être spécifiée.
- Conseils de traitement : Séchez toujours les matériaux hygroscopiques avant l’alimentation. Utilisez des vitesses d’alimentation progressives lors du démarrage d’une nouvelle production. Dans les systèmes chargés, des orifices d’injection d’alimentation (alimentation latérale) ou des zones de ventilation peuvent aider à éliminer les substances volatiles et améliorer le mélange.
Produits
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Applications
Le barillet d’extrudeuse à double vis 68/25 est utilisé dans diverses industries d’extrusion et de composition :
- Extrusion de tuyaux et profilés en PVC : Courant dans les lignes de tuyaux en PVC rigide et l’extrusion de profilés, où un contrôle précis des dimensions et des surfaces lisses sont requis. Les doubles vis contra-rotatives fournissent la haute pression nécessaire pour l’uniformité de l’épaisseur des parois.
- Revêtement de sol et platelage WPC : Les composites bois-plastique pour les revêtements de sol/platelages utilisent souvent des extrudeuses à double vis de 68 mm et plus. La conception à double vis garantit un mélange approfondi de la charge de bois et du PVC, produisant un profilé composite uniforme.
- Composition de plastiques : Dans les usines de mélanges maîtres et de granulation, des vis parallèles de 68 mm de diamètre peuvent être utilisées pour la composition à petite ou moyenne échelle d’additifs ou de polymères recyclés, bénéficiant de leur bonne capacité de mélange.
- Extrusion de caoutchouc : Pour certaines applications de caoutchouc ou de TPE, ces barillets (avec des conceptions de vis appropriées) peuvent traiter des élastomères à haute viscosité, en utilisant des configurations engrenantes ou non engrenantes pour contrôler le cisaillement.
- Extrusion renforcée de fibres : Le PVC renforcé de fibres de verre ou d’autres polymères (par exemple, PA chargé de verre) peuvent être extrudés avec des vis doubles ; la variante engrenante est particulièrement adaptée au mélange dispersif des fibres.
- Note d’utilisation : Le rendement exact et la qualité de la fusion dépendent de la configuration de la vis et du matériau. Une extrudeuse contra-rotative de 68 mm peut produire 200 à 400 kg/h de PVC (selon L/D et les conditions de fonctionnement), tandis que les unités co-rotatives peuvent fonctionner légèrement plus haut avec des polymères flexibles.
Dépannage et conseils
Même les barillets bien conçus peuvent rencontrer des problèmes pendant le fonctionnement. Les problèmes courants et leurs solutions comprennent :
- Alimentation irrégulière (Formation de voûte du matériau) : Si les granulés ou les poudres forment une voûte dans la trémie ou la gorge d’alimentation, essayez d’utiliser un alimentateur vibrant ou un racleur mécanique. Assurer une taille de particule uniforme (tamisage des fines) peut également empêcher l’agglutination.
- Surchauffe / Dégradation de la fusion : Surveillez attentivement les températures du barillet. Si le matériau se dégrade (odeur de brûlé, points noirs), réduisez la température du barillet ou augmentez le refroidissement. Un canal de refroidissement bouché ou un thermocouple défectueux peut causer une surchauffe – vérifiez le fonctionnement de l’équipement.
- Baisse du rendement / Usure de la vis : Une baisse graduelle du rendement signifie souvent une usure. Vérifiez le jeu vis-barillet avec des jauges d’épaisseur. Si le jeu est >0,2 mm par rapport aux spécifications, envisagez un meulage ou un remplacement. Utilisez des sections de vis résistantes à l’usure ou remplacez les filets usés pour restaurer la capacité.
- Produit irrégulier (Fluctuations de débit) : Les fluctuations de qualité (par exemple, variation de poids, incohérence dimensionnelle) peuvent provenir de problèmes de filière ou de contamination. Vérifiez que la filière n’est pas bouchée et assurez-vous que l’alimentation de la vis de l’extrudeuse est fluide. Purgez soigneusement le système lors des changements de résines pour éviter de mélanger des polymères incompatibles.
- Gels / Points noirs : Ceux-ci peuvent apparaître si la formulation du matériau est mauvaise ou si une décomposition se produit. Passez en revue le lot de matières premières pour y déceler des contaminants. Ajustez les conditions de traitement (par exemple, vitesse plus lente, rampe de température plus basse) pour éviter la surchauffe des granulés. Une purge périodique avec un composé de nettoyage peut éliminer les gels résiduels.
- Fuites du barillet : Toute fuite de matière fondue autour des joints ou des brides du barillet doit être immédiatement réparée en resserrant ou en remplaçant le joint d’étanchéité. Les fuites persistantes indiquent soit un segment de barillet fissuré, soit une face de bride usée ; enquêtez et réparez au besoin.
- Aides visuelles : Inclure des diagrammes de sections transversales d’extrudeuses à double vis et de la construction du barillet. Un organigramme Mermaid illustrant le processus d’extrusion (alimentation → extrudeuse → calibrage → refroidissement → coupeuse) peut aider à clarifier les relations entre les composants.
Applications
Galerie
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Caractéristiques principales
Le tableau suivant résume les spécifications typiques pour un ensemble de barillet d’extrudeuse à double vis parallèle 68/25. Les valeurs exactes peuvent varier selon le fabricant et l’application, mais les paramètres clés incluent les dimensions de la vis, les matériaux, les tolérances et la dureté.
Le tableau suivant :
| Spécification | Valeur / Plage |
| Diamètre de la vis | 68 mm |
| Rapport L/D | 25:1 |
| Filets de vis (Pas) | ~136 mm (généralement 2× le diamètre) |
| Matériau de la vis | Acier allié (par ex., 38CrMoAl, DIN 1.8509) |
| Matériau du barillet | Acier de base avec revêtement en alliage bimétallique (par ex., 41CrAlMo7) |
| Dureté (acier de base) | HB 260–280 après trempe et revenu |
| Dureté de nitruration | HV 850–1000 |
| Profondeur de nitruration | 0,45–0,70 mm |
| Rugosité de surface (Barillet) | Ra ≤ 0,4 μm (rectification de précision) |
| Rectitude (Vis) | ≤ 0,015 mm (par mètre) |
| Finition interne du barillet | Adoucie ou rectifiée ; revêtement en alliage sans soudure |
| Jeu vis-barillet | ~0,10–0,18 mm (pour les vis de 50–80 mm) |
| Connexion de l’arbre | Cannelée ou à clavette pour l’accouplement d’entraînement |
| Caractéristiques supplémentaires | Brides amovibles, orifices de ventilation (en option) |
| Applications typiques | Tuyau/profilé PVC, platelage WPC, composition |
Produits similaires
-
 Machines et pièces détachées
Machines et pièces détachéesPompe à vide industrielle de 5,5 kW
-
 Machines et pièces détachées
Machines et pièces détachéesBarillet à double vis conique 80/165
-
 Machines et pièces détachées
Machines et pièces détachéesRéducteurs Industriels pour Machines
-
 Machines et pièces détachées
Machines et pièces détachéesBarillet à Double Vis Parallèle 67/22