68/25 Paralel Çift Vida Kovan
68/25 paralel çift vida ekstrüder kovanı, PVC ve plastik profil ekstrüzyonunda yüksek verim için tasarlanmıştır. Nitrürlenmiş 38CrMoAl alaşımlı çelikten yapılmış olup, hassas plastikleştirme ve uzun hizmet ömrü sağlar. Teknik özellikleri, tasarım özelliklerini, malzeme yönergelerini ve en iyi bakım uygulamalarını keşfedin.
Category -> Makineler ve Yedek Parçalar
Tanım
Genel Bakış
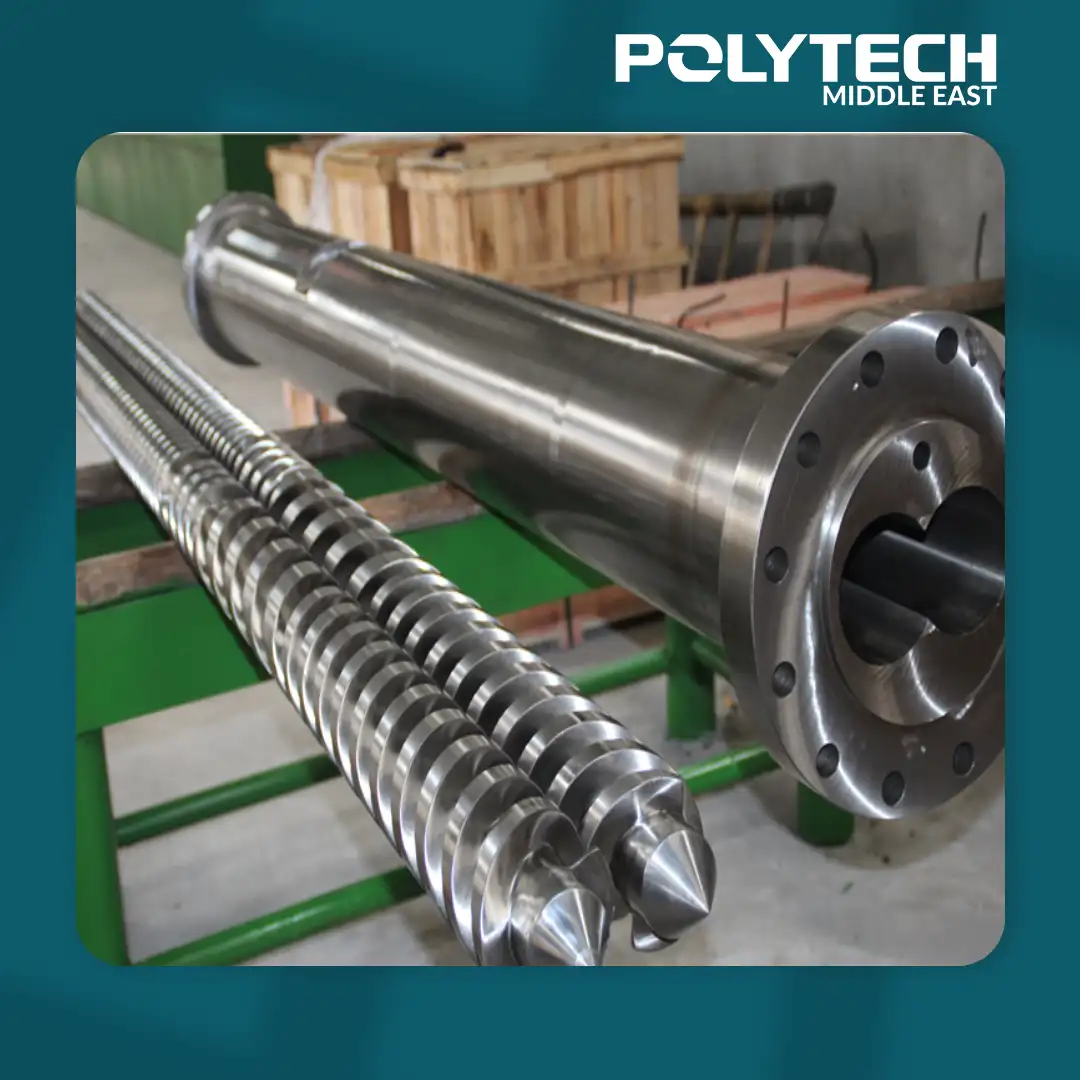
68/25 paralel çift vida kovan, 68 mm vida çapına ve 25:1 uzunluk-çap oranına sahip bir ekstrüder vida ve kovan setini ifade eder. Bu tertibat, ağır hizmet tipi plastik ekstrüzyon uygulamaları (ör. PVC boru/profil, WPC zemin kaplama, bileşim) için tasarlanmıştır. Birlikte veya zıt dönen vidalar kovan içinde art arda dönerek tutarlı eriyik kalitesi için kararlı kesme ve karıştırma sağlar. Bu tür kovanlar, aşındırıcı dolgu maddelerine ve yüksek karşı basınca dayanacak şekilde genellikle hassas işleme ve yüzey sertleştirme (nitrürleme) ile yüksek mukavemetli alaşımlı çelikten (ör. 38CrMoAl) yapılır. Uygulamada, L/D = 25:1 olan 68 mm’lik bir vida, profiller ve levhalar için hassas boyutsal kontrolü korurken yüksek verim sağlar. Üreticiler aşınma direncini artırmak için bu kovanları genellikle bimetalik biçimde (sertleştirilmiş alaşım astarlı bir karbon çelik taban) tedarik ederler.
Önemli Nokta:
Paralel çift kovanlar sabit vida çapına (koniklik yok) sahiptir, bu da homojen basınç ve besleme veya havalandırma portlarının kolay entegrasyonunu sağlar. Tek vidalı ekstrüderlerle karşılaştırıldığında, çift vidalı sistemler üstün karıştırma ve termal denge sunarak onları dolgulu veya geri dönüştürülmüş bileşikler için ideal hale getirir. Zıt dönen çift kovanlar, yüksek sıkıştırma ve homojen basınç üreterek hassas, parlak ürünler elde edilmesini sağladıkları için genellikle PVC ve WPC için kullanılır.
Tasarım Özellikleri ve Faydaları
- Bimetalik Kovan Astarı: Birçok 68/25 kovan, mükemmel aşınma ve korozyon direnci sağlayan bimetalik bir yapı (alaşımlı çelikten kaynaklı astar) kullanır. Bu astar, aşındırıcı bileşim uygulamalarında ultra sert yüzeyler (58–62 HRC) için kaplanabilir (ör. HVOF tungsten karbür). Sertleştirilmiş astar, astarsız kovanlara kıyasla hizmet ömrünü 3-5 kat uzatır.
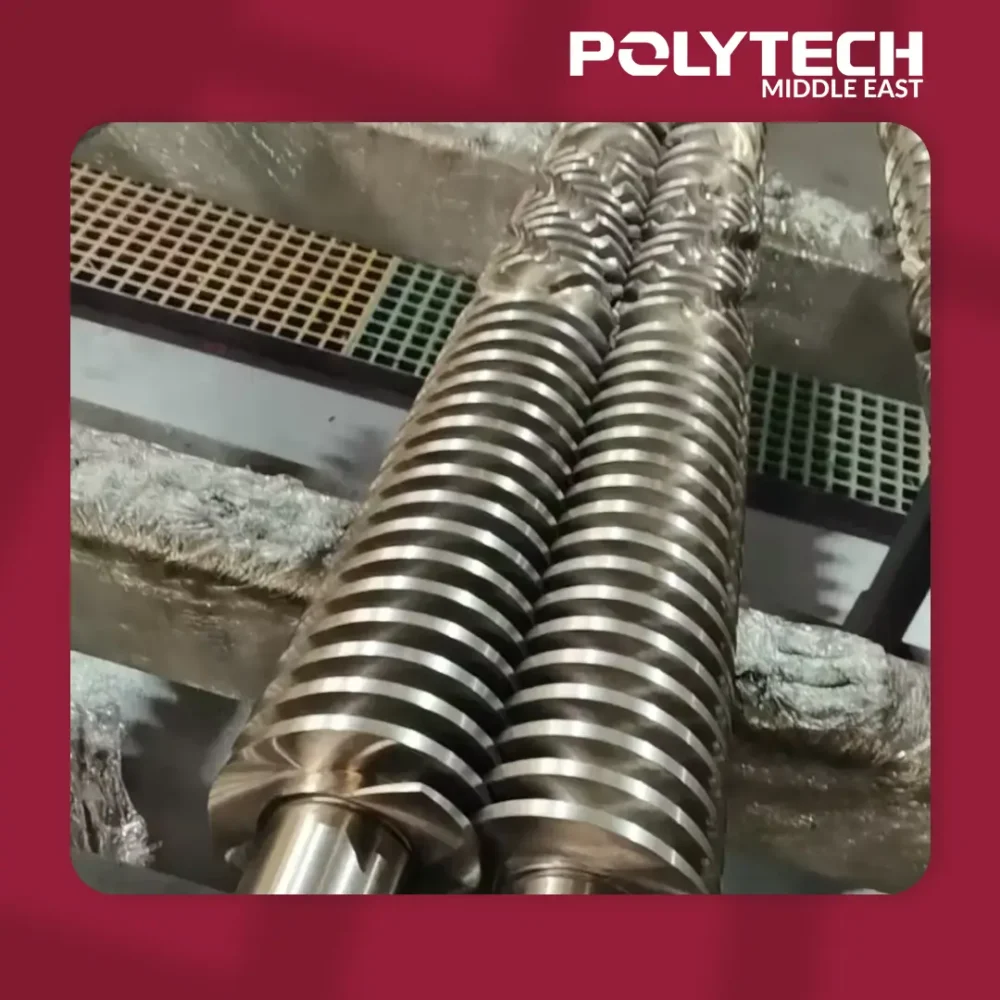
- Nitrürlenmiş Vida: Vida hatveleri ve kökü hassas bir şekilde taşlanır ve ~850-1000 HV’ye kadar gazla nitrürlenir. Bu, sert ve aşınmaya dayanıklı bir yüzey sağlarken çekirdeğin sağlam kalmasını (HRC ~28–32) sağlar.
- Termal Kontrol: Kovan genellikle bölümlere ayrılarak bağımsız ısıtma/soğutma bölgelerine (besleme, sıkıştırma, ölçüm bölgeleri) olanak tanır. Gelişmiş tasarımlar, sıcaklık dalgalanmalarını en aza indirmek için kovanlarda optimize edilmiş soğutma kanalları içerir. Homojen termal kontrol, malzeme bozulmasını önler ve tutarlı verim sağlar.
- Standart Flanşlar ve Modüler Bölümler: Tasarım, kolay kurulum için endüstri standardı flanşlar ve modüler kovan segmentleri kullanır. Değiştirilebilir vida bölümleri, farklı malzemeler için uyarlanmış sıkıştırma oranlarına olanak tanır (ör. sert PVC için daha yüksek besleme bölgesi, bileşim için daha derin sıkıştırma).
- Hassas İşleme: Vida/kovan eşleşen yüzeyleri çok dar toleranslara (yüzey pürüzlülüğü Ra ≤0.4 μm, doğrusallık ≤0.015 mm) taşlanır. Bu dar toleranslar sızıntıyı azaltır (verimi artırır) ve vidalar arasında dengeli tork sağlayarak stabiliteyi artırır. Sonuç, pürüzsüz, kararlı ekstrüzyon ve tutarlı profil kalitesidir.
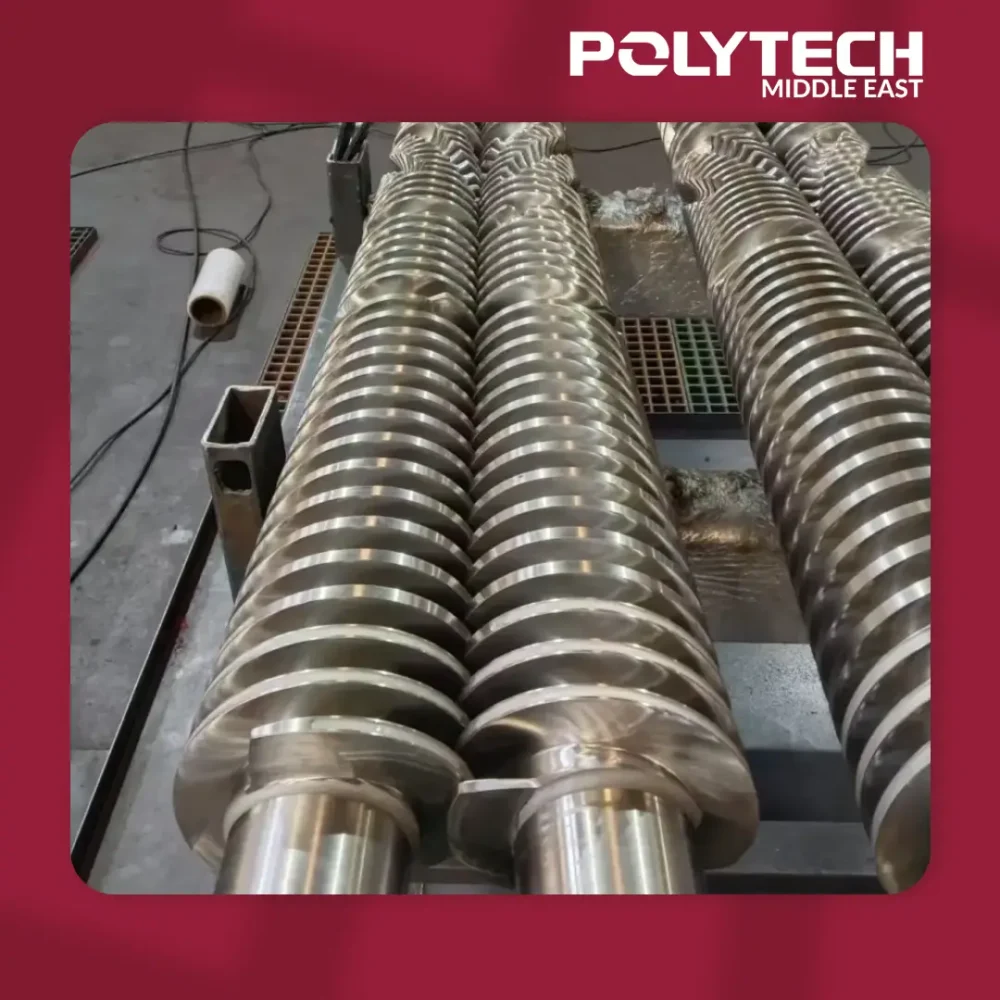
- Zıt Dönme Seçeneği: Birlikte dönen vidalar karıştırma için kendi kendini temizlerken, zıt dönen kovanlar daha yüksek basınç ve kesme kuvveti üreterek sert PVC ve dolgulu bileşikler için idealdir. Zıt dönen 68/25 çift kovan, iyileştirilmiş erime verimliliği sayesinde daha düşük enerji tüketimi ile PVC için 250–450 kg/sa aralığında verim elde edebilir.
Üretim ve Kalite Kontrol
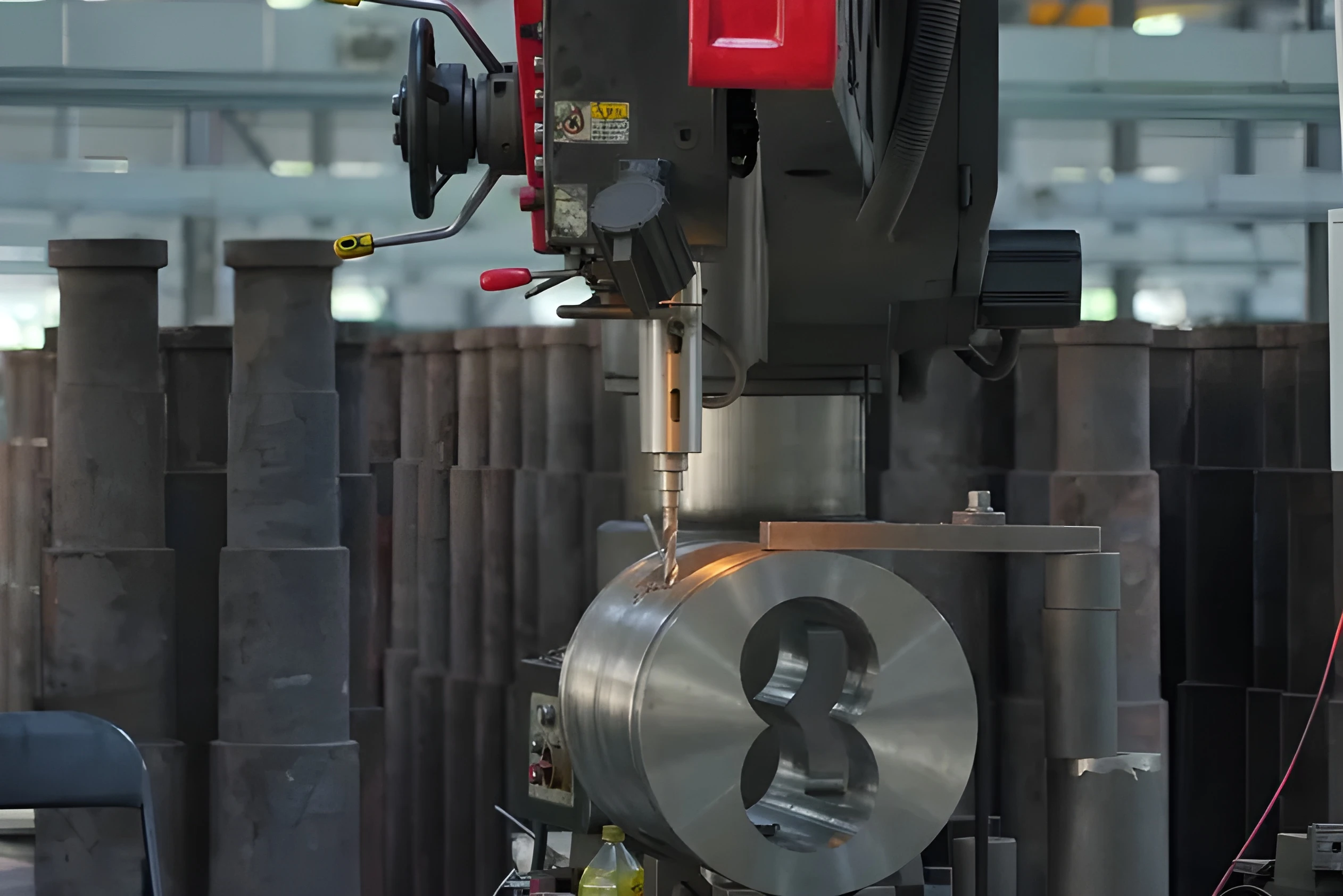
Yüksek performanslı bir çift vida kovanın üretimi, çok sayıda hassas adımı içerir. Çekirdek mili (38CrMoAl veya benzeri bir alaşım) tipik olarak hassas olarak dövülür veya işlenir, ardından sertleştirilir ve temperlenir. Aşağıdaki işlemler yaygın olarak kullanılmaktadır:
- CNC İşleme: Vida kökü ve hatveleri CNC tornalarda frezelenir ve şekil takımları profili teknik özelliklere göre taşlar. Çok eksenli işleme, uzunluk boyunca homojen hatve derinliği ve profili sağlar. CNC taşlama, hatve yüzeylerini istenen pürüzsüzlüğe getirir.
- Alaşım Kaynağı (Bimetal Döküm): Bimetalik kovanlar için, yüksek alaşımlı çelikten kalın (5-8 mm) bir astar, karbon çelik kovanın içine kaynaklanır veya santrifüjle dökülür. Astar malzemesi (ör. 41CrAlMo7), aşınma ve korozyon direncine göre seçilir; Kaynağı, bozulmayı önlemek için gerilim giderme izler.
- Gaz Nitrürleme: Hem vida hem de kovan genellikle gazla nitrürlenir; Bu difüzyon işlemi, 900-1000 HV’ye kadar sertliğe sahip sertleştirilmiş bir yüzey tabakası (~0.5 mm derinliğinde) oluşturur. Nitrürleme, önemli bir bozulma olmadan aşınma direncini artırır; Nitrürleme sonrası bileşenler, çekirdek sertliğini ayarlamak için temperlenir (genellikle ~HB 260–280).
- Yüzey İncelemesi: Monte edilmiş vidaların doğrusallığı ve kovan deliklerinin yuvarlaklığı ölçülür (tipik olarak ≤0.015 mm tolerans). Yüzey pürüzlülüğü profilometrelerle kontrol edilir (hedef Ra ≤0.4 μm); Bu incelemeler, vida-kovan boşluğunun tasarım toleransı içinde kalmasını sağlar.
- Kalite Yönetimi: Saygın tedarikçiler, malzeme izlenebilirliği ve sertlik testi raporları ile ISO 9001 kalite sistemlerini kullanır. Sevkiyattan önce, her kovan seti genellikle alıştırılır ve sızıntı ile hizalama açısından kontrol edilir. Kaynak bütünlüğünü doğrulamak için tahribatsız muayene (ör. sıvı penetrant veya ultrasonik) kullanılabilir.
- Temel Fayda: Bu sıkı üretim ve kalite kontrol uygulamaları, 68/25 çift vidalı kovanın yüksek basınç altında güvenilir bir şekilde çalışacağı anlamına gelir. Hassas sertleştirilmiş bir kovan aşınmaya karşı dirençlidir ve uzun çalışmalarda dar toleransları koruyarak arıza süresini azaltır.
Kurulum ve Bakım
Performans ve uzun ömür için doğru kurulum ve bakım çok önemlidir:
- Hizalama: Kurulum sırasında, her iki kovanın da ekstrüder çerçevesinde hassas bir şekilde hizalandığından emin olun; Yanlış hizalama düzensiz aşınmaya veya sıkışmaya neden olabilir. Üreticinin hizalama araçlarını kullanın ve cıvata torku için teknik özelliklere uyun.
- Yağlama ve Soğutma: İlk kullanımdan önce, alıştırmaya yardımcı olmak için vidaları bir ayırıcı madde ile kaplayın. Tüm soğutma kanallarının açık olduğunu ve tasarlandığı gibi akışkan sağladığını kontrol edin. Tutarlı soğutma, kovanın lokal olarak aşırı ısınmasını önler.
- Sıcaklık Ayarı: Malzeme için önerilen kovan ısıtma profillerini izleyin; Termal şoku önlemek için başlangıçta sıcaklıkları yavaşça artırın. Kararlı bir profili korumak için her kovan bölgesindeki tüm termokuplların çalıştığını doğrulayın.
- Düzenli İnceleme: Belirli aralıklarla vida çekme işlemlerini planlayın; Vidaları aşınma belirtileri (incelen hatveler, çizikler) ve kovanları yivlenme veya tortular açısından inceleyin. Sentil çakıları ile vida-kovan boşluğunu kontrol edin; aşırı boşluk (özelliklerin üzerinde >0.3 mm) yenileme veya değiştirme ihtiyacını gösterir.
- Önleyici Bakım: Malzemeleri değiştirirken mekanik temizlik yaparak veya bir temizleme bileşiği kullanarak tortuları ve renk kalıntılarını giderin. Önleyici temizleme ve filtreleme, aşındırıcı kontaminasyonu en aza indirebilir; Kritik çalışmalar için, havalandırmaları ve portları temizlemek amacıyla ters temizlemeyi düşünün.
- Bileşen Aşınması: Sürekli çalışma gerekiyorsa, yedek astar veya vida bölümlerini stokta bulundurun. Bimetalik astarlar bazen (tedarikçinin yeteneklerine bağlı olarak) yeniden kaplanabilir veya yeniden taşlanabilir.
- En İyi Uygulama: Çalışma saatlerinin ve varsa sorunların bir günlüğünü tutun. Kademeli performans düşüşü (ör. yavaş yavaş artan eriyik basıncı veya daha düşük verim) genellikle aşınmaya işaret eder; Zamanında bakım, planlanmamış arıza sürelerini önleyecektir.
Malzeme Uyumluluğu ve İşleme
68/25 çift vida kovan, birçok polimer ve bileşik için çok yönlüdür, ancak malzeme seçimi en iyi kovan yapısını belirler:
- Genel Plastikler (PVC, PE, PP): Standart nitrürlenmiş kovanlar (özel astar yok), dolgusuz plastikler için uygun maliyetlidir. Nitrürlenmiş çelik, normal hizmette aşınmaya karşı dirençlidir; Sert PVC için (özellikle CaCO₃ dolgulu), yüksek kesme kuvvetini idare etmek ve aşınmayı azaltmak amacıyla zıt dönen bir tasarım ve bimetalik bir kovan önerilir.
- Dolgulu/Kompozit Malzemeler: Yüksek dolgu maddesi (cam, talk vb.) veya ahşap-plastik kompozitler aşındırıcıdır. Burada, kalın bir bimetalik veya hatta sert dolgu (Tungsten veya Sert Krom kaplama) önerilir. Ekstra sert astar erozyonu en aza indirir ve optimize edilmiş soğutma, dolgulu eriyiği sabit tutar.
- Yüksek Sıcaklık Polimerleri: Mühendislik reçineleri veya alev geciktirici karışımlar için daha yüksek sıcaklığa dayanıklı çelik (ör. Ni bazlı alaşımlar) ve sağlam soğutma kullanılır. PVC hatlarında daha az yaygın olmasına rağmen, ultra sert hizmet için yekpare karbür vidalar/kovanlar kullanılabilir.
- Kauçuk ve Elastomerler: Termoplastik elastomerler veya kauçuk işleniyorsa, tasarım aşırı kesmeyi önlemek için iç içe geçmeyen vidalara (ayrı akış kanalları) kayabilir. Esnek PVC ve TPE’ler genellikle hafif sıkıştırma gerektirir; düşük hatveli birlikte dönen bir vida belirlenebilir.
- İşleme İpuçları: Beslemeden önce higroskopik malzemeleri daima kurutun; Yeni bir çalışmaya başlarken kademeli besleme oranları kullanın. Dolgulu sistemlerde, besleme enjeksiyon (yan besleme) portları veya havalandırma bölgeleri, uçucuların uzaklaştırılmasına ve karıştırmanın iyileştirilmesine yardımcı olabilir.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Uygulamalar
68/25 çift vida ekstrüder kovanı, çeşitli ekstrüzyon ve bileşim endüstrilerinde kullanılmaktadır:
- PVC Boru ve Profil Ekstrüzyonu: Hassas boyut kontrolü ve pürüzsüz yüzeylerin gerekli olduğu sert PVC boru hatlarında ve profil ekstrüzyonunda yaygındır. Zıt dönen çift vidalar, duvar kalınlığı tutarlılığı için gereken yüksek basıncı sağlar.
- WPC Zemin Kaplama: Zemin/teras kaplaması için ahşap-plastik kompozitler genellikle 68 mm ve daha büyük çift vidalı ekstrüderler kullanır. Çift vida tasarımı, ahşap dolgu maddesi ve PVC’nin iyice karışmasını sağlayarak tekdüze bir kompozit profil üretir.
- Plastik Bileşimi: Masterbatch ve peletleme tesislerinde, 68 mm çapındaki paralel çiftliler, iyi karıştırma yeteneklerinden yararlanarak katkı maddelerinin veya geri dönüştürülmüş polimerlerin küçük ve orta ölçekli bileşimi için kullanılabilir.
- Kauçuk Ekstrüzyonu: Belirli kauçuk veya TPE uygulamaları için, bu kovanlar (uygun vida tasarımlarıyla), kesmeyi kontrol etmek üzere iç içe geçen veya iç içe geçmeyen konfigürasyonlar kullanarak yüksek viskoziteli elastomerleri işleyebilir.
- Elyaf Takviyeli Ekstrüzyon: Cam elyaf takviyeli PVC veya diğer polimerler (ör. cam dolgulu PA) çift vida ile ekstrüde edilebilir; iç içe geçen varyant, özellikle elyafların dağıtıcı karışımı için uygundur.
- Kullanım Notu: Kesin verim ve eriyik kalitesi, vida konfigürasyonuna ve malzemeye bağlıdır. 68 mm’lik zıt dönen bir ekstrüder, 200-400 kg/sa PVC üretebilirken (L/D ve çalışma koşullarına bağlı olarak), birlikte dönen üniteler esnek polimerlerle biraz daha yüksek kapasitede çalışabilir.
Sorun Giderme ve İpuçları
İyi tasarlanmış kovanlar bile çalışma sırasında sorunlarla karşılaşabilir; Yaygın sorunlar ve çözümler şunlardır:
- Tutarsız Besleme (Malzeme Köprülenmesi): Peletler veya tozlar haznede veya besleme boğazında köprü oluşturuyorsa, titreşimli bir besleyici veya mekanik silecek kullanmayı deneyin. Homojen parçacık boyutu sağlamak (ince kısımların elenmesi) topaklanmayı da önleyebilir.
- Aşırı Isınma/Eriyik Bozulması: Kovan sıcaklıklarını yakından izleyin; Malzeme bozulursa (yanık kokusu, siyah noktalar), kovan sıcaklığını düşürün veya soğutmayı artırın. Tıkalı bir soğutma kanalı veya arızalı bir termokupl aşırı ısınmaya neden olabilir – ekipmanın çalışmasını kontrol edin.
- Azalan Verim / Vida Aşınması: Verimdeki kademeli bir düşüş genellikle aşınma anlamına gelir; Sentil çakıları ile vida-kovan boşluğunu doğrulayın. Boşluk, spesifikasyonun >0.2 mm üzerindeyse, yeniden taşlamayı veya değiştirmeyi düşünün. Kapasiteyi geri kazanmak için aşınmaya dayanıklı vida bölümleri kullanın veya aşınmış hatveleri değiştirin.
- Düzensiz Ürün (Akış Dalgalanmaları): Kalite dalgalanmaları (ör. ağırlık değişimi, boyutsal tutarsızlık) kalıp sorunlarından veya kontaminasyondan kaynaklanabilir. Kalıpta tıkanıklık olup olmadığını kontrol edin ve ekstrüder vidasının beslemesinin sorunsuz olduğundan emin olun. Uyumsuz polimerlerin karışmasını önlemek için reçineleri değiştirirken sistemi iyice temizleyin.
- Jel/Siyah Noktalar: Bunlar, malzeme formülasyonu kapalıysa veya ayrışma meydana gelirse ortaya çıkabilir. Kirleticiler için hammadde partisini gözden geçirin; Peletlerin aşırı ısınmasını önlemek için işlem koşullarını (ör. daha yavaş hız, daha düşük sıcaklık artışı) ayarlayın. Bir temizlik bileşiği ile periyodik olarak temizleme, kalan jelleri çıkarabilir.
- Kovan Sızıntıları: Kovan bağlantıları veya flanşları etrafından sızan herhangi bir eriyik, yeniden sıkarak veya conta değiştirerek derhal giderilmelidir. Kalıcı sızıntılar, çatlak bir kovan segmentini veya aşınmış flanş yüzünü gösterir; gerektiğinde araştırın ve onarın.
- Önleyici Tavsiye: Rutin bir bakım programı oluşturun; Kovan cıvatalarını düzenli olarak değiştirin (zamanla esnerler) ve vida contalarını gresleyin. Malzeme değişimleri meydana geldiğinde, kalıntıları temizlemek için uyumlu bir temizleme bileşiği kullanın. Operatörleri bu uygulamalar konusunda eğitmek, arıza süresini ve kusurları önemli ölçüde azaltabilir.
Görsel Yardımcılar: Çift vida ekstrüder kesitlerinin ve kovan yapısının diyagramlarını ekleyin. Ekstrüzyon sürecini (besleme → ekstrüder → kalibrasyon → soğutma → kesici) gösteren bir Mermaid akış şeması, bileşen ilişkilerini netleştirmeye yardımcı olabilir.
Applications
Galeri
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Teknik Özellikler
Aşağıdaki tablo, 68/25 paralel çift vida ekstrüder kovan seti için tipik özellikleri özetlemektedir. Kesin değerler üreticiye ve uygulamaya göre değişebilir, ancak temel parametreler vida boyutlarını, malzemeleri, toleransları ve sertliği içerir.
| Özellik (Specification) | Değer / Aralık (Value / Range) |
| Vida Çapı | 68 mm |
| L/D Oranı | 25:1 |
| Vida Hatveleri (Adım) | ~136 mm (tipik olarak 2× çap) |
| Vida Malzemesi | Alaşımlı çelik (ör. 38CrMoAl, DIN 1.8509) |
| Kovan Malzemesi | Bimetalik alaşım astarlı taban çeliği (ör. 41CrAlMo7) |
| Sertlik (taban çeliği) | Su verme ve temperleme sonrası HB 260–280 |
| Nitrürleme Sertliği | HV 850–1000 |
| Nitrürleme Derinliği | 0.45–0.70 mm |
| Yüzey Pürüzlülüğü (Kovan) | Ra ≤ 0.4 μm (hassas taşlanmış) |
| Doğrusallık (Vida) | ≤ 0.015 mm (metre başına) |
| Kovan İç Yüzeyi | Honlanmış veya taşlanmış; dikişsiz alaşım astar |
| Vida-Kovan Boşluğu | ~0.10–0.18 mm (50–80 mm vidalar için) |
| Mil Bağlantısı | Tahrik kavraması için kamalı veya yivli |
| Ek Özellikler | Çıkarılabilir flanşlar, havalandırma portları (isteğe bağlı) |
| Tipik Uygulamalar | PVC boru/profil, WPC zemin kaplama, bileşim |
İlgili ürünler
-
 Makineler ve Yedek Parçalar
Makineler ve Yedek ParçalarZemin Kaplamaları için Gelişmiş UV Kaplama Makinesi
-
 Makineler ve Yedek Parçalar
Makineler ve Yedek Parçalar92/188 Konik Çift Vida Kovan Seti
-
 Makineler ve Yedek Parçalar
Makineler ve Yedek Parçalar80/156 Konik Çift Burgu Kovan Seti
-
 Makineler ve Yedek Parçalar
Makineler ve Yedek ParçalarPlastik Üretimi için Çift Vidalı Ekstruder