أسطوانة لولبية مزدوجة متوازية 90/24
أسطوانة لولبية مزدوجة متوازية 90/24
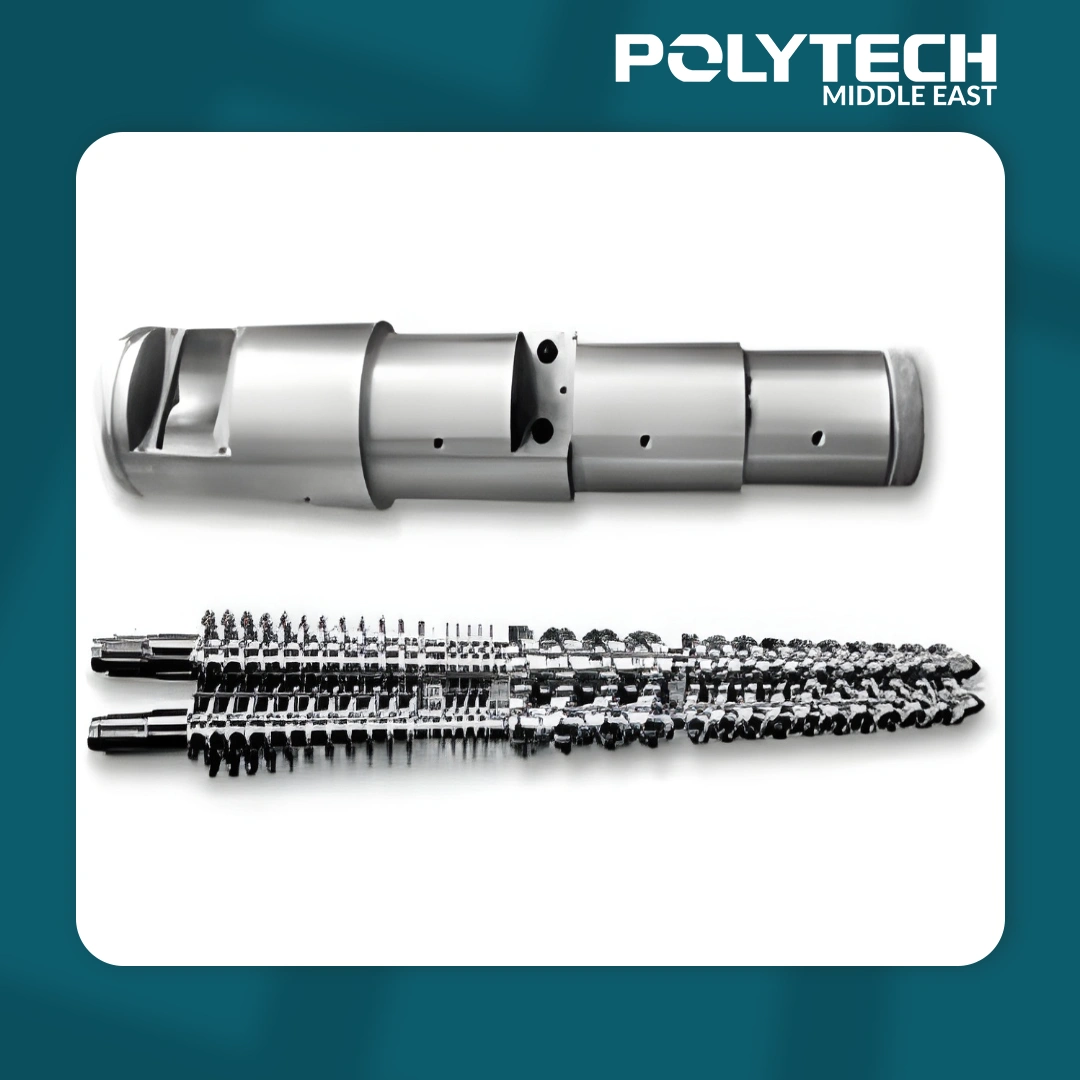
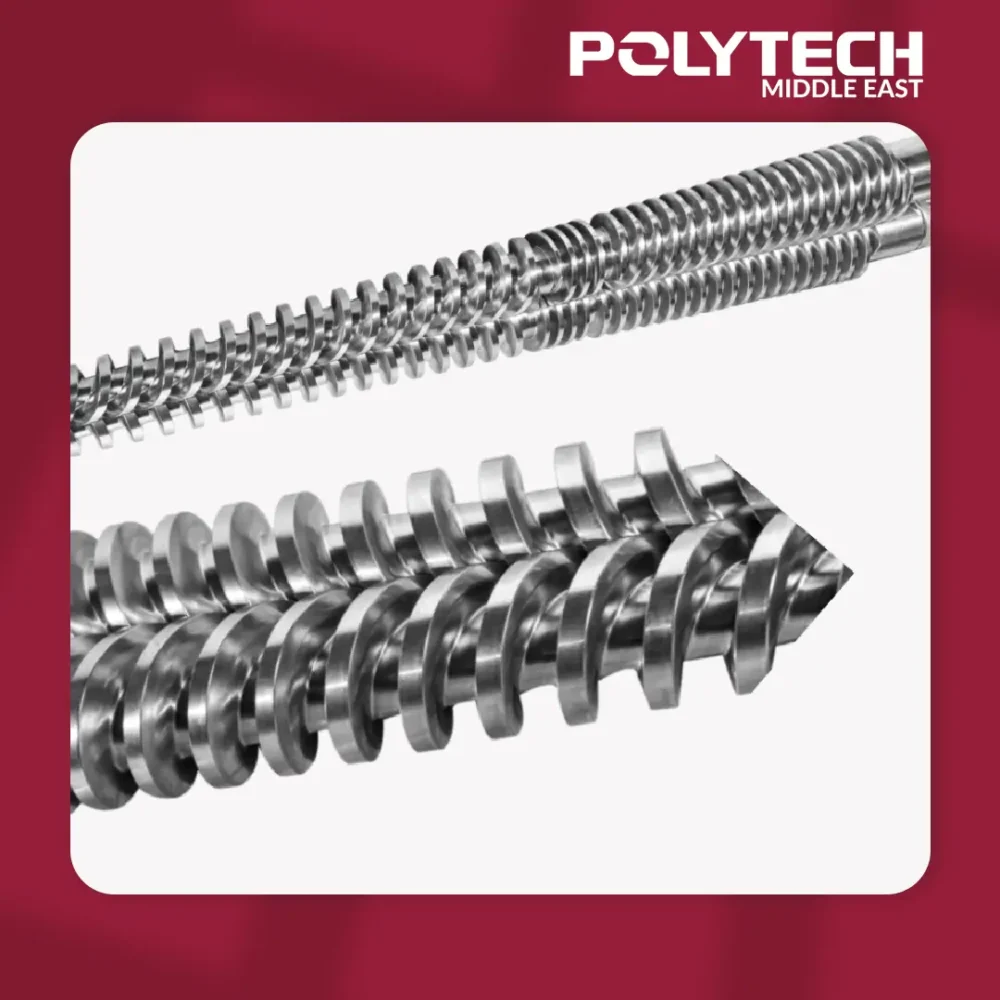
اكتشف الأسطوانة اللولبية المزدوجة المتوازية 90/24، المصممة لبثق البلاستيك بإنتاجية عالية. مصنوعة من سبائك الصلب المعالجة بالنيترة (38CrMoAl) مع تشغيل آلي دقيق، وتضمن هذه الأسطوانة خلطًا فعالًا، وصهرًا موحدًا، وعمرًا تشغيليًا طويلًا لمقاومة التآكل في تطبيقات بثق PVC، PE/PP، WPC، وغيرها.
التصنيف -> الآلات وقطع الغيار
الوصف
نظرة عامة على المنتج
تعد الأسطوانة اللولبية المزدوجة المتوازية 90/24 مكونًا متخصصًا لآلات البثق، مصممًا لمعالجة البلاستيك على نطاق واسع. تشمل الجوانب الرئيسية ما يلي:
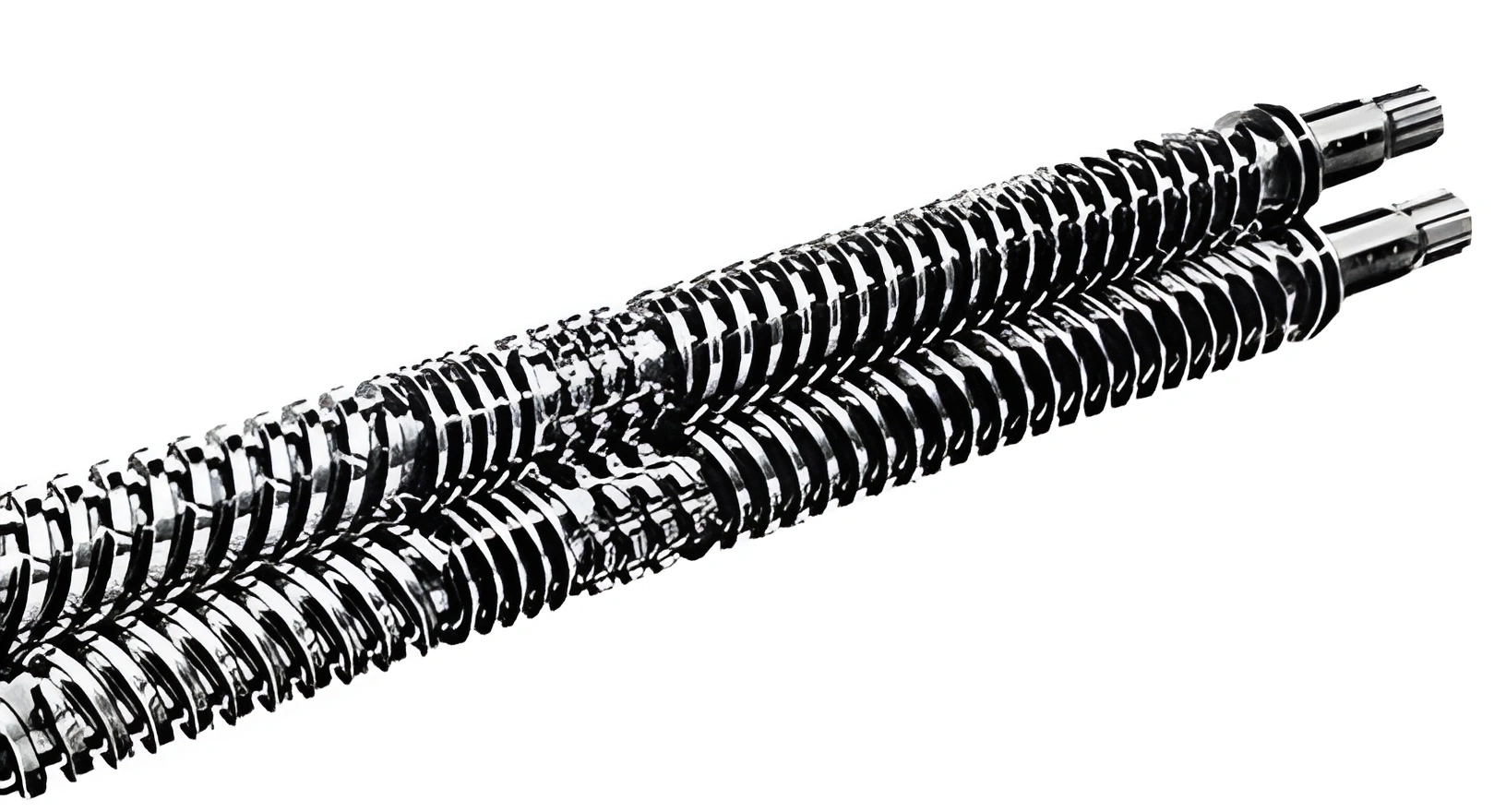
- تكوين اللولب المزدوج: تتوافق مع آلات البثق مزدوجة اللولب متوافقة الدوران المزودة بلولبين بقطر 90 مم (نسبة الطول إلى القطر L/D = 24، الطول 2160 مم) لنقل البوليمر بشكل مستمر.
- إنتاجية عالية: تحافظ الهندسة المتوازية على حجم حر ثابت، مما يتيح معدلات إنتاج كبيرة (أطنان/ساعة) مع صهر موحد.
- خلط واسع النطاق للبوليمرات: توفر اللوالب متوافقة الدوران خلطًا تشتتيًا وتوزيعيًا ممتازًا، مما يضمن دمج الإضافات (الحشوات، الملدنات، الملونات) بالكامل في المصهور.
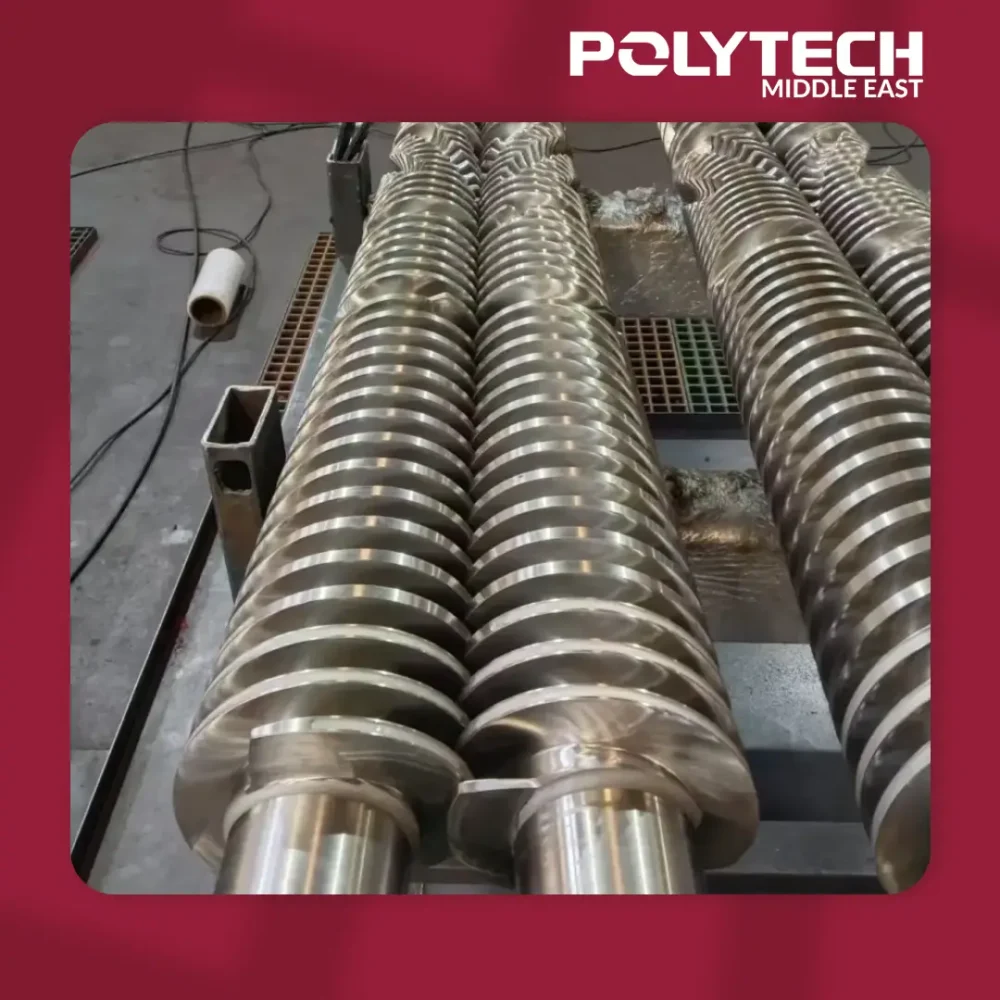
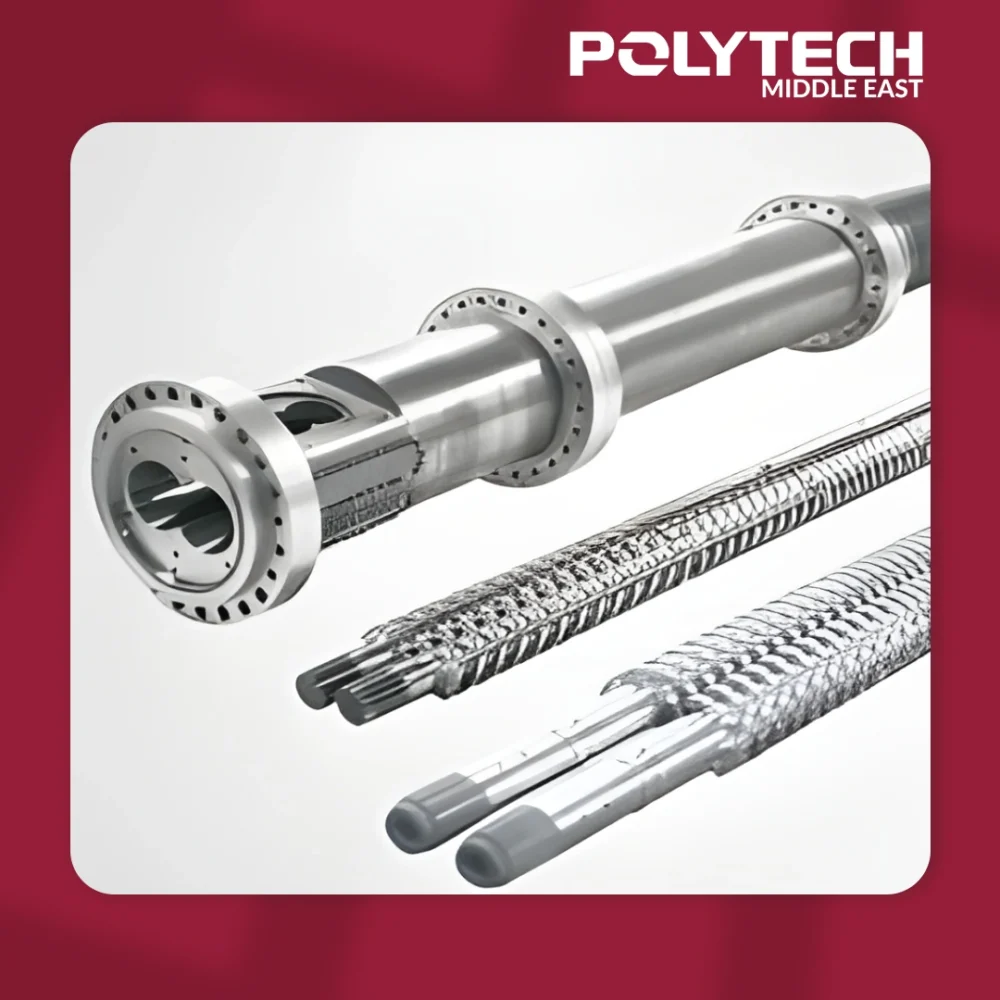
- بنية متينة: تُصنع عادةً من سبائك صلب عالية الجودة (مثل 38CrMoAl) مع تقسية السطح؛ ومصممة بتفاوتات دقيقة وعمر طويل لمقاومة التآكل.
- الاستخدام الصناعي: تُستخدم بشكل شائع في أنظمة البثق لأنابيب/مقاطع الـ PVC، وأرضيات الخشب البلاستيكي (WPC)، والألواح/الأغشية الرقيقة، والتركيب العام حيث يُطلب تدفق مصهور مستقر وإنتاجية عالية.
ميزات التصميم والفوائد
يقدم تصميم الأسطوانة 90/24 العديد من المزايا أثناء التشغيل:
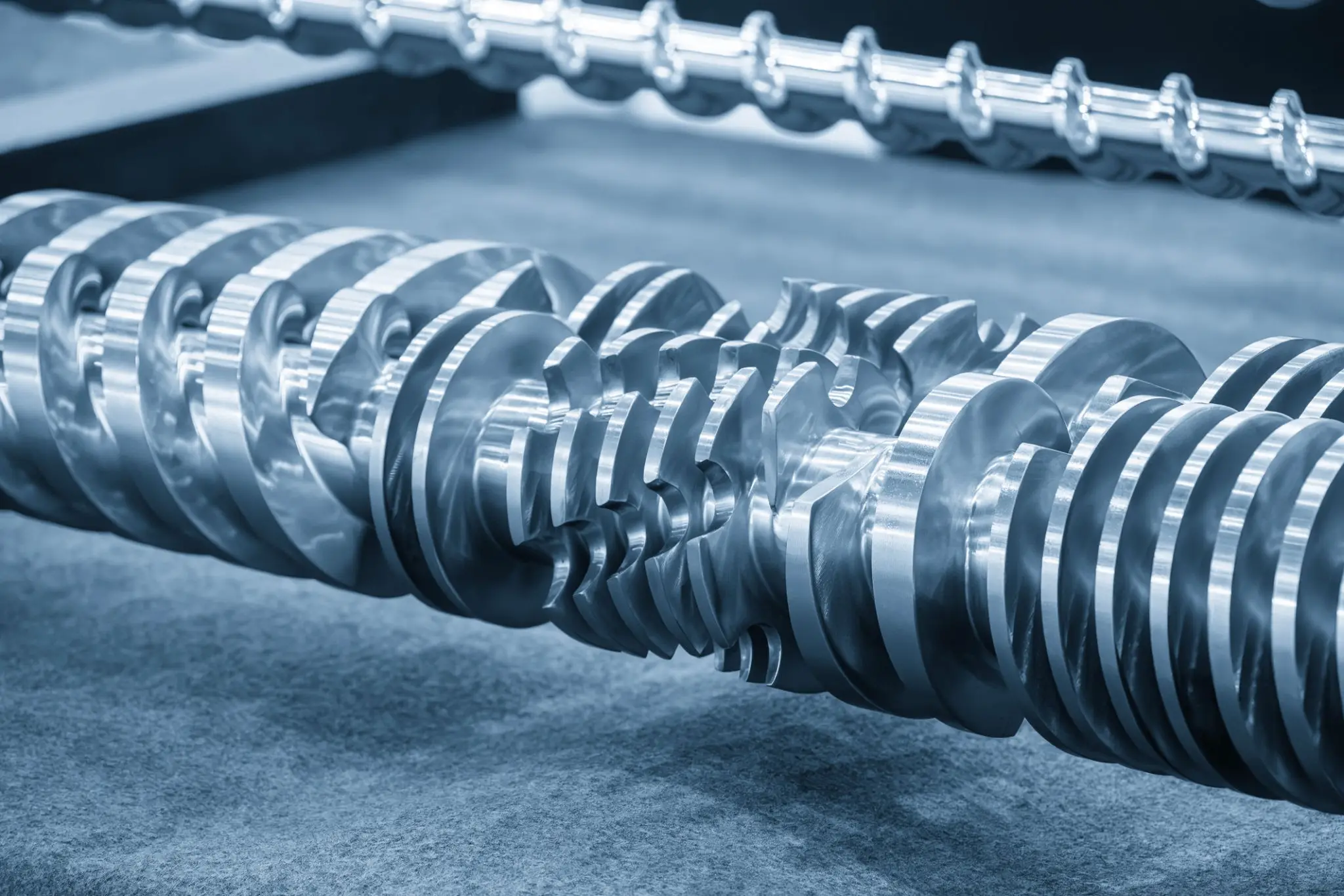
- خلط فائق: بصفتها آلة بثق متوازية متوافقة الدوران، فإنها توفر خلطًا تشتتيًا وتوزيعيًا ممتازًا للبوليمرات والإضافات، مما ينتج مصهورًا متجانسًا.
- كفاءة إنتاجية عالية: يضمن قطر اللولب الثابت أقصى قدر من الإنتاجية وقصًا متوازنًا على طول الأسطوانة. يدعم هذا الإنتاج بكميات كبيرة مع عزم دوران مستقر.
- مقاومة التآكل: بفضل تصنيعها من سبائك الصلب المعالجة بالنيترة (ومطلية اختياريًا)، تقاوم اللوالب/الأسطوانة التآكل الناتج عن الحشوات أو المركبات المقواة، مما يطيل عمر الخدمة بشكل كبير.
- خلوص دقيق: ينتج عن التشغيل الآلي الدقيق فجوات صغيرة جدًا بين اللولب والأسطوانة، مما يحافظ على ضغط المصهور ويقلل من انزلاقه. يمنع الخلوص المتسق التدفق المفاجئ أو انخفاض الضغط.
- معالجة موحدة: تضمن مناطق الأسطوانة المتعددة (التغذية، الضغط، القياس) والحلزونات المتداخلة صهرًا متساويًا، وتهوية شاملة (إذا كانت مجهزة)، وتشكيلًا سلسًا للمنتج المبثوق. يدعم التحكم المستقر في درجة الحرارة (مناطق تسخين/تبريد متعددة) جودة إنتاج متسقة.
التصنيع ومراقبة الجودة
يتم إنتاج الأسطوانة 90/24 بعمليات صارمة لضمان الموثوقية:
- تجهيز المواد: تبدأ العملية بكتل من سبائك الصلب المطروق (38CrMoAl أو ما يعادلها) لضمان القوة والمتانة.
- التشغيل الآلي باستخدام (CNC): يتم تفريز وخراطة اللوالب والأسطوانة بدقة للوصول إلى الشكل المطلوب (الحلزونات، الحفر العميق، مجاري الخوابير) باستخدام معدات مبرمجة (CNC). تضمن دقة التشغيل التمركز وخطوة اللولب الصحيحة.
- المعالجة الحرارية: بعد التشغيل الآلي الأولي، يتم سقي الأجزاء وتطبيعها لتحقيق صلابة القلب المحددة (حوالي HB280–320). ثم تُطبق عملية النيترة لتقسية السطح (حوالي 850–1000 HV).
- تشطيب السطح: بعد النيترة، تُجلخ الأسطح وتُلمع للوصول إلى النعومة النهائية (Ra ≤ 0.4 µm). يمكن إضافة طلاء اختياري (النيكل، الكروم) لتعزيز الحماية من التآكل.
- الفحص والاختبار: يخضع كل مكون لفحص الأبعاد (القطر، الاستقامة بحد أقصى 0.015 مم)، واختبار الصلابة، وقياس الانحراف. يتم التحقق من الخلوص الصحيح لزوج اللولب/الأسطوانة، والجودة مضمونة وفقًا للمعايير الدولية (مثل ISO 9001).
- التوثيق: يتم توفير شهادات المواد، وسجلات المعالجة الحرارية، وتقارير الصلابة. يمكن تتبع كل أسطوانة بواسطة رقم تسلسلي لضمان الجودة.
يضمن التركيب والصيانة السليمان الأداء الأمثل:
- المحاذاة: أثناء التجميع، قم بمحاذاة اللوالب بعناية. تأكد من الفجوة النهائية الصحيحة والمحاذاة مع وصلة الإدارة وفقًا لدليل آلة البثق، واربط مسامير الحافة بعزم الدوران المحدد.
- فحوصات قبل التشغيل: تحقق من الخلوص بين اللولب والأسطوانة (وفقًا لمواصفات الشركة المصنعة، عادةً 0.05–0.1 مم). ضع طبقة رقيقة من الشحم أو الزيت عالي الحرارة على حلزونات اللولب لتقليل التآكل الأولي.
- التنظيف: بعد كل دورة تشغيل، قم بتطهير آلة البثق وتنظيف الأسطوانة. استخدم المذيبات المناسبة أو طرق التنظيف لإزالة بقايا البوليمر، وتجنب الأدوات الكاشطة التي يمكن أن تخدش الأسطح المعالجة بالنيترة.
- التشحيم: في حالة التخزين أو التوقف عن العمل، قم بطلاء اللوالب والتجويف بزيت مانع للصدأ، وقبل إعادة التجميع، قم بإزالة أي أكسدة.
- مراقبة التآكل: قم بقياس الأقطار الخارجية وأعماق الحلزون بشكل دوري وافحص بحثًا عن خدوش أو تآكل. خطط لإعادة النيترة أو الاستبدال إذا تجاوز التآكل حوالي 0.5 مم.
- السلامة: تعامل معها باستخدام معدات الرفع نظرًا لثقل وزنها. قم بحماية الأسطح المعالجة بالنيترة من الصدمات أو الرطوبة، واتبع إجراءات فصل الطاقة (Lockout/Tagout) قبل الفك واستخدم معدات الحماية الشخصية المناسبة.
خيارات التخصيص
يمكن تكييف تصميم 90/24 لتلبية احتياجات الإنتاج الدقيقة:
- تكوين اللولب: تغيير هندسة الحلزون، وخطوة اللولب، ونسبة الضغط، وترتيب كتل العجن بناءً على المادة (على سبيل المثال، إضافة المزيد من عناصر الخلط للمركبات المحشوة).
- مواد بديلة: استخدام أنواع صلب مختلفة (34CrAlNi7, 42CrMo, SKD61/H13, 17-4PH، إلخ) أو سبائك مقاومة للصدأ للتطبيقات المتخصصة (مثل المواد المسببة للتآكل). اختيارياً، يمكن تطبيق بطانة ثنائية المعدن أو طلاء Xaloy على أسطح اللولب لحالات التآكل الشديد.
- طلاءات السطح: إضافة طلاء الكروم، أو السيراميك، أو البوليمر (مثل PTFE) لتقليل الكشط أو الالتصاق.
- تغييرات الحجم: تعديل الطول (مثل 90/22 أو 90/28) أو قطر اللولب ليناسب نماذج آلات البثق المختلفة أو متطلبات الإنتاجية.
- التركيب والملحقات: توفير أنماط حواف مخصصة، أو أسطوانات مقساة بالكامل لتعزيز مقاومة التآكل، أو محولات حواف مدمجة. يمكن إضافة منافذ تغذية، أو فتحات تفريغ غازات، أو لوالب مجزأة لزيادة المرونة. جميع التكوينات تُصمم هندسيًا لتناسب تركيبة البوليمر الخاصة بالعميل وقدرته الإنتاجية.
السلامة والمناولة
الاحتياطات الرئيسية عند العمل مع مكونات البثق الثقيلة:
- الحماية الشخصية: ارتدِ دائمًا القفازات، ونظارات السلامة، والأحذية ذات المقدمة الفولاذية. الحواف المقساة يمكن أن تسبب جروحًا.
- الرفع الثقيل: استخدم الرافعات، أو الروافع الشوكية لنقل مجموعات اللولب/الأسطوانة. لا تسحبها على الأرض وقم بتأمين الأحمال أثناء الرفع لمنع سقوطها.
- درجة الحرارة: تظل الأسطوانات ساخنة بعد التشغيل. اتركها لتبرد أو استخدم قفازات مقاومة للحرارة للتعامل معها.
- التخزين: احتفظ بالأسطوانات أفقيًا أو على حوامل لتجنب الانحناء. قم بتخزينها في منطقة جافة، وقم بطلائها بموانع الصدأ في حالة التوقف عن العمل.
- سلامة التركيب: تأكد من إغلاق طاقة الماكينة وتعشيق الأقفال المتداخلة أثناء الصيانة. تحقق من وجود جميع حواجز السلامة في مكانها قبل بدء التشغيل.
العناية بالمحاذاة: امنع نقاط الانحشار عن طريق إبقاء اليدين بعيدًا أثناء التشغيل التجريبي. تحقق من التشغيل المتوازن بسرعة منخفضة قبل بدء الإنتاج الكامل
المنتجات
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
التوافق والتطبيقات
تتوافق الأسطوانة اللولبية المزدوجة 90/24 مع آلات البثق الصناعية ومجموعة متنوعة من البوليمرات:
- أنواع آلات البثق: تتوافق مع آلات البثق اللولبية المزدوجة المتوازية (متوافقة الدوران) من فئة 90 مم. تُثبت على حواف (فلنجات) علبة التروس القياسية؛ ويمكن تخصيصها للآلات غير القياسية.
- المواد البوليمرية: مناسبة جدًا للـ PVC (الصلب والمرن)، PP/PE، WPC (مركبات الخشب البلاستيكي)، ABS، واللدائن الحرارية الأخرى التي تتطلب تركيبًا شاقًا. يمكنها التعامل مع التركيبات المحشوة، أو الرغوية، أو عالية اللزوجة.
- الصناعات: تُستخدم على نطاق واسع في خطوط بثق أنابيب/مقاطع الـ PVC، والألواح والأغشية، وتغليف الكابلات، وإنتاج أرضيات WPC. كما تُوظف في مصانع التركيب واسعة النطاق لخلط الماسترباتش أو الإضافات.
- نطاقات الإنتاجية: مصممة لخطوط الإنتاج المتوسطة إلى الكبيرة (مثل عدة مئات إلى أكثر من 1000 كجم/ساعة، حسب البوليمر وآلة البثق) التي تتطلب بثقًا مستقرًا ومستمرًا.
- تكامل الملحقات: متوافقة مع المعدات اللاحقة مثل فتحات التهوية بالتفريغ، وخزانات معايرة التبريد، وقواطع السحب. تعمل كجزء من أنظمة البثق الكاملة لمواد البناء، والتعبئة والتغليف، والألواح المركبة.
التطبيقات
معرض الصور والفيديو
{kind=link}
{kind=link}
{kind=link}
الميزات الرئيسية
| المعلمة | نموذج 90/24 |
| قطر اللولب | 90 مم |
| نسبة الطول إلى القطر (L/D Ratio) | 24:1 |
| طول اللولب | 2160 مم |
| المادة الأساسية | 38CrMoAl (سبائك صلب قابلة للتقسية) |
| صلابة القلب | ~280–320 HB |
| صلابة السطح (معالج بالنيترة) | ~850–1000 HV (طبقة بعمق 0.45–0.7 مم) |
| الاستقامة (كحد أقصى) | ≤0.015 مم |
| تشطيب السطح | Ra ≤ 0.4 µm |
| التطبيقات النموذجية | أنابيب/مقاطع الـ PVC، WPC، التركيب |
| الإنتاجية النموذجية (السعة) | ~500–1000 كجم/ساعة (تختلف حسب البوليمر) |
منتجات مشابهة
-
 الآلات وقطع الغيار
الآلات وقطع الغياربرميل البرغي المزدوج المخروطي 92/188
-
 الآلات وقطع الغيار
الآلات وقطع الغيارالبراغي والأسطوانات
-
 الآلات وقطع الغيار
الآلات وقطع الغيارأسطوانة لولبية مزدوجة متوازية 75/26
-
 الآلات وقطع الغيار
الآلات وقطع الغيارمغذي برغي مزدوج