90/24 Parallel Twin Screw Barrel
90/24 Parallel Twin Screw Barrel
Discover the 90/24 parallel twin screw barrel, designed for high-throughput plastic extrusion. Made of nitrided alloy steel (38CrMoAl) with precision machining, this barrel ensures efficient mixing, uniform melt, and long wear life in PVC, PE/PP, WPC, and other extrusion applications.
Category -> Machines and Spare Parts
Description
Product Overview
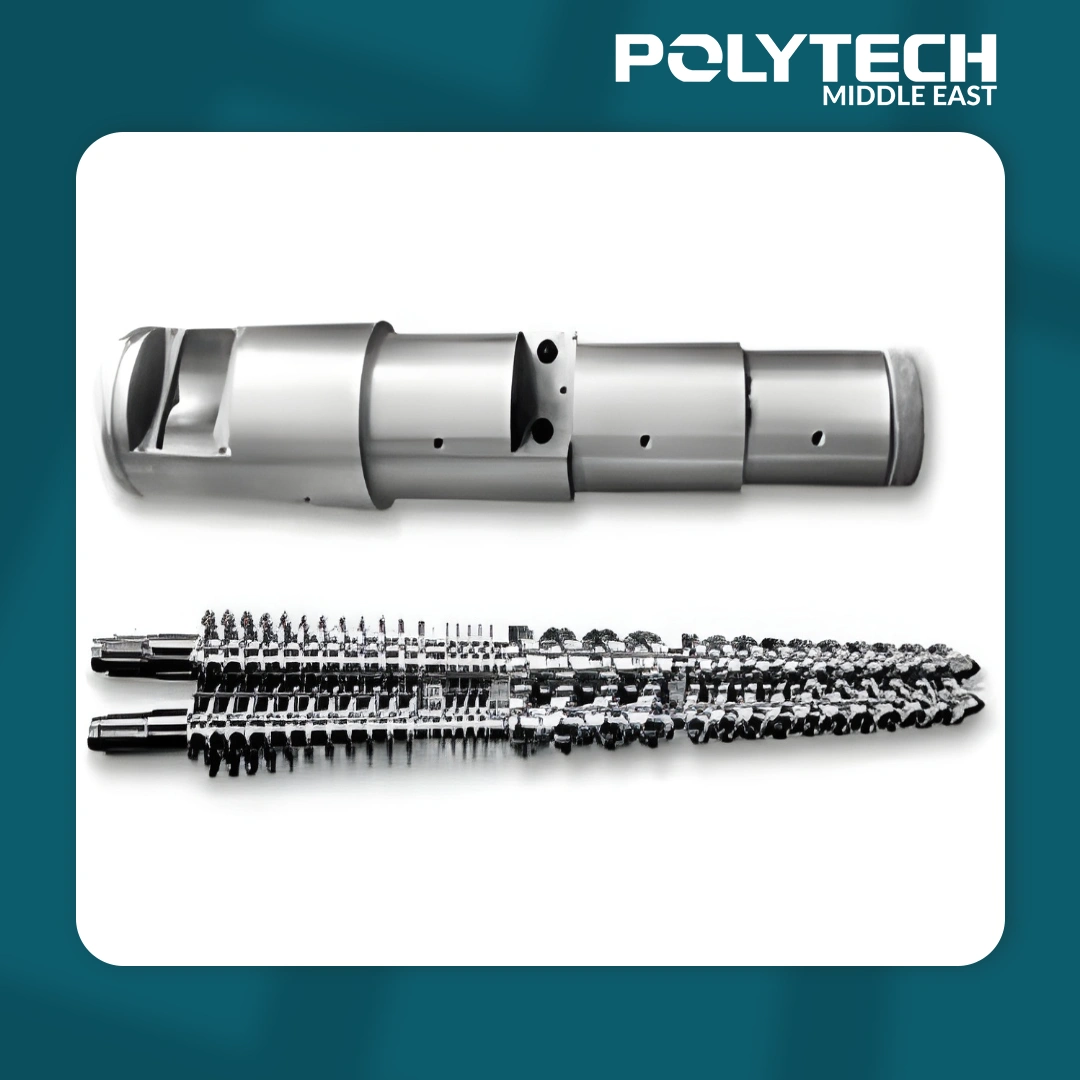
The 90/24 parallel twin screw barrel is a specialized extruder component designed for large-scale plastic processing. Key aspects include:
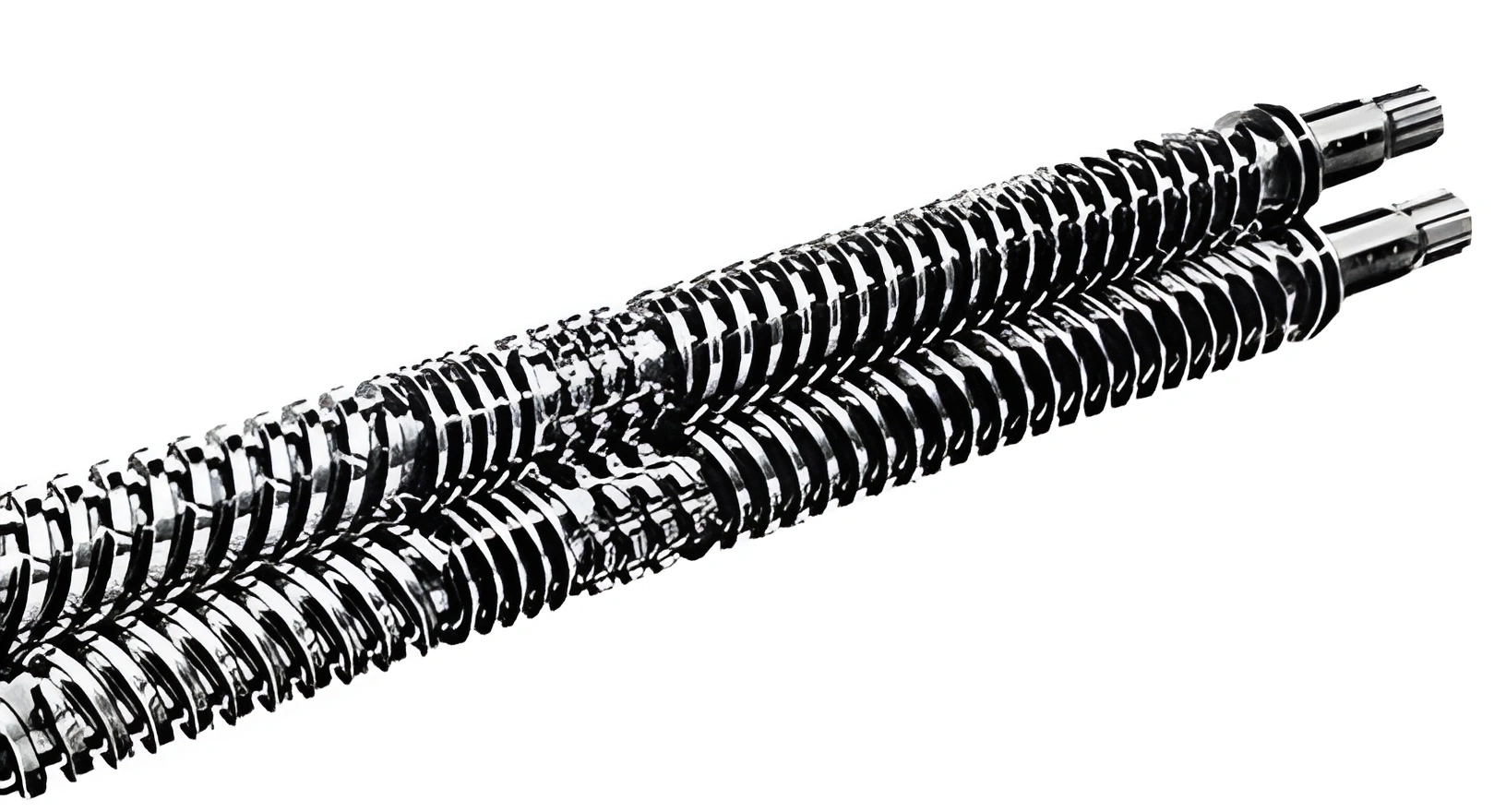
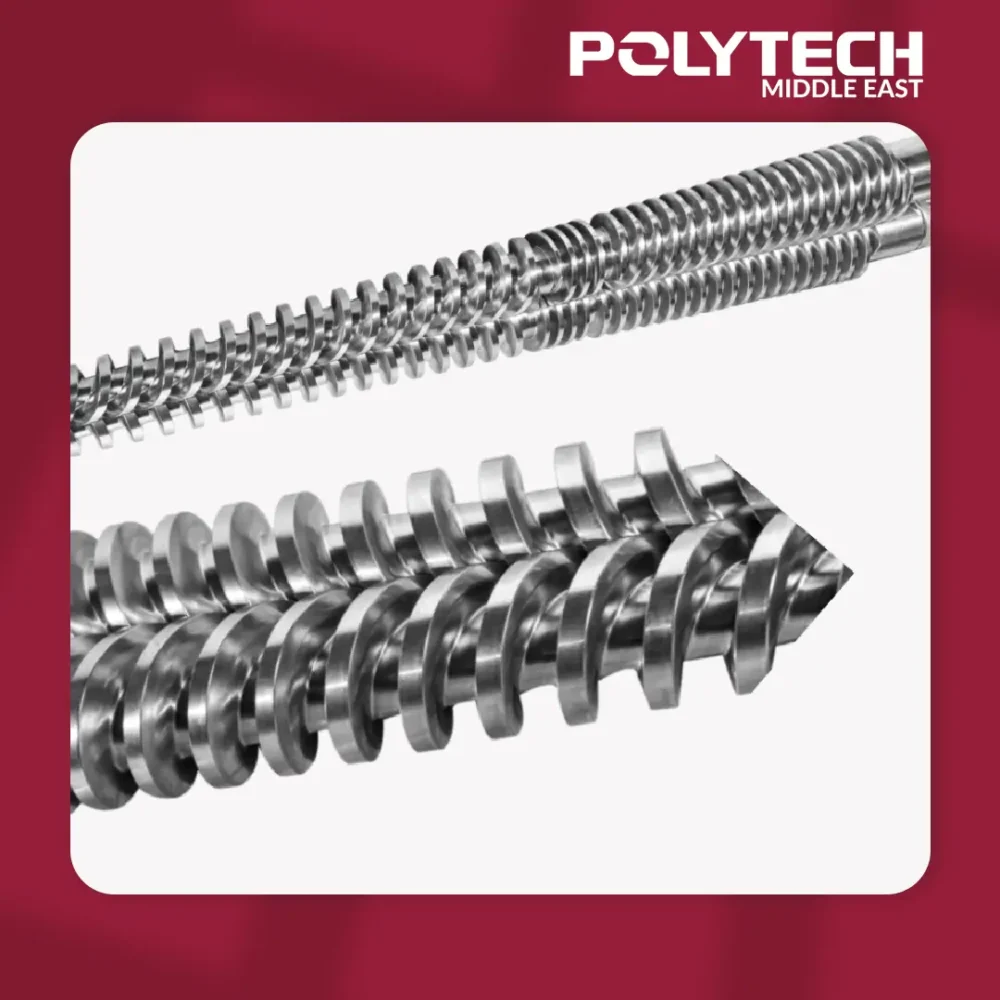
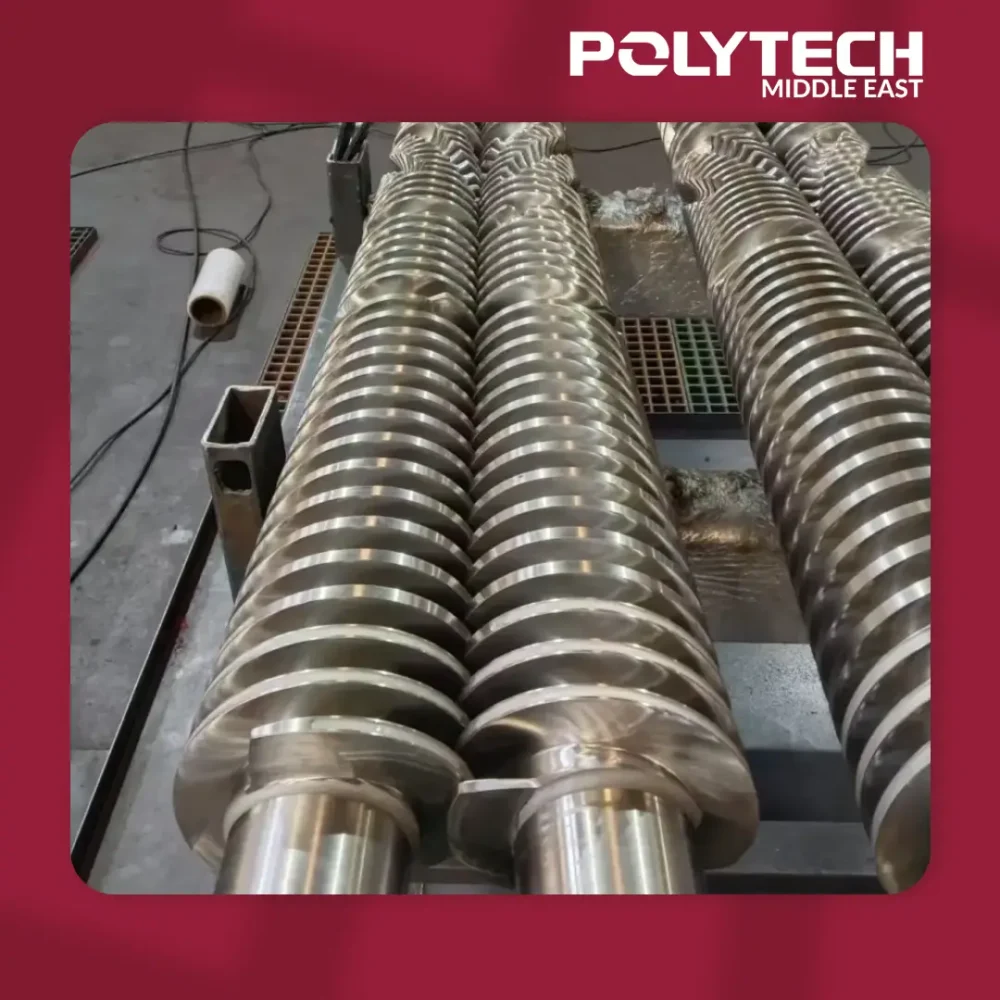
1. Twin-Screw Configuration: Fits co-rotating twin-screw extruders with two 90 mm diameter screws (L/D = 24, 2160 mm length) for continuous polymer conveying.
2. High Throughput: The parallel geometry maintains constant free volume, enabling large output rates (tons/hr) with uniform melting.
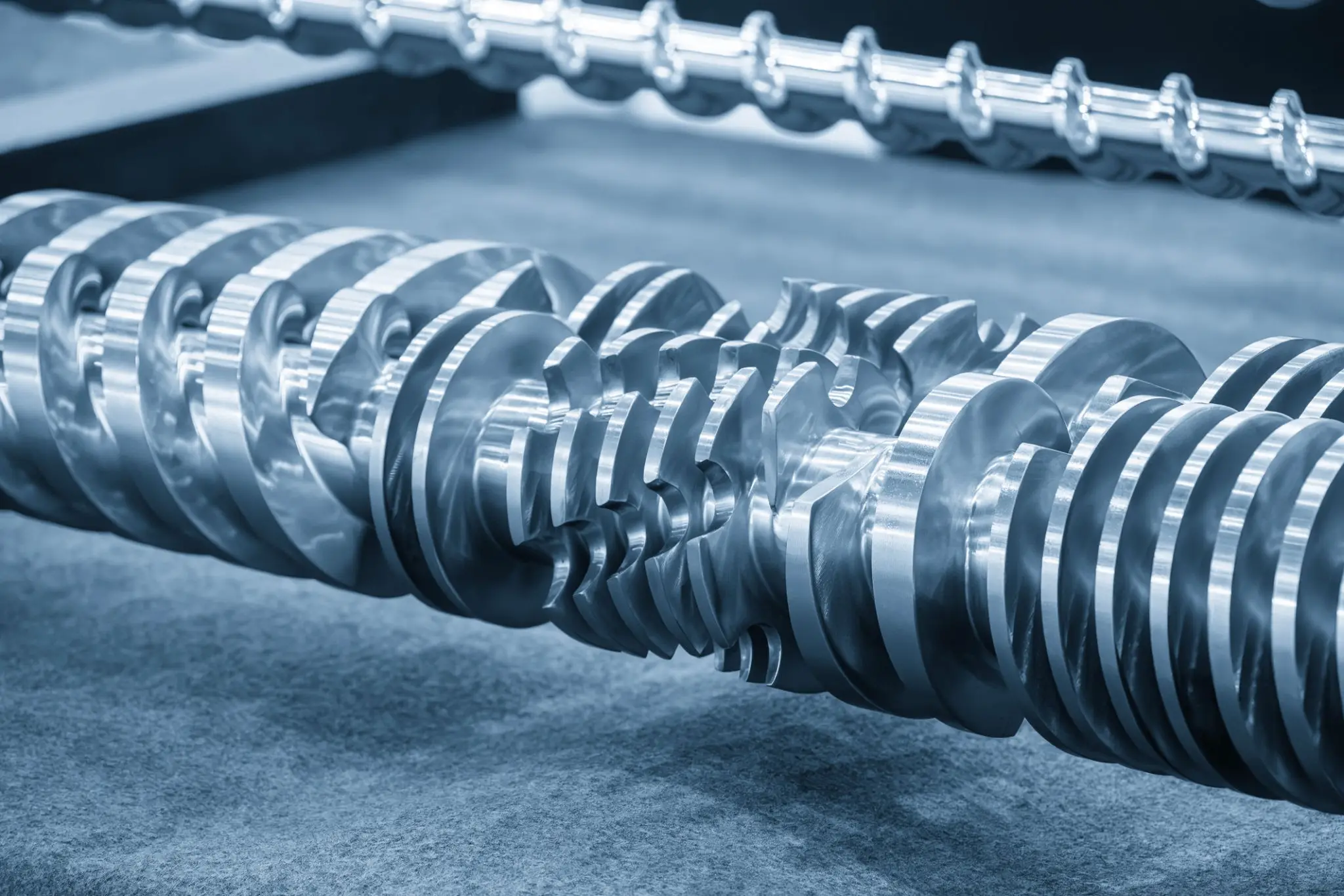
3. Broad Polymer Mixing: Co-rotating screws provide outstanding dispersive and distributive mixing, ensuring additives (fillers, plasticizers, colorants) are fully blended into the melt.
4. Durable Construction: Typically machined from high-alloy steel (e.g. 38CrMoAl) and case-hardened; designed for tight tolerances and long wear life.
5. Industrial Use: Commonly used in extruder systems for PVC pipe/profile, WPC decking, sheet/film, and general compounding where stable melt flow and high output are required
Design Features and Benefits
The 90/24 barrel’s design offers several advantages in operation:
1. Superior Mixing: As a co-rotating parallel extruder, it delivers excellent dispersive and distributive mixing of polymers and additives, yielding homogeneous melt.
2. High Output Efficiency: Constant screw diameter ensures maximal throughput and balanced shear along the barrel. This supports large-volume production with stable torque.
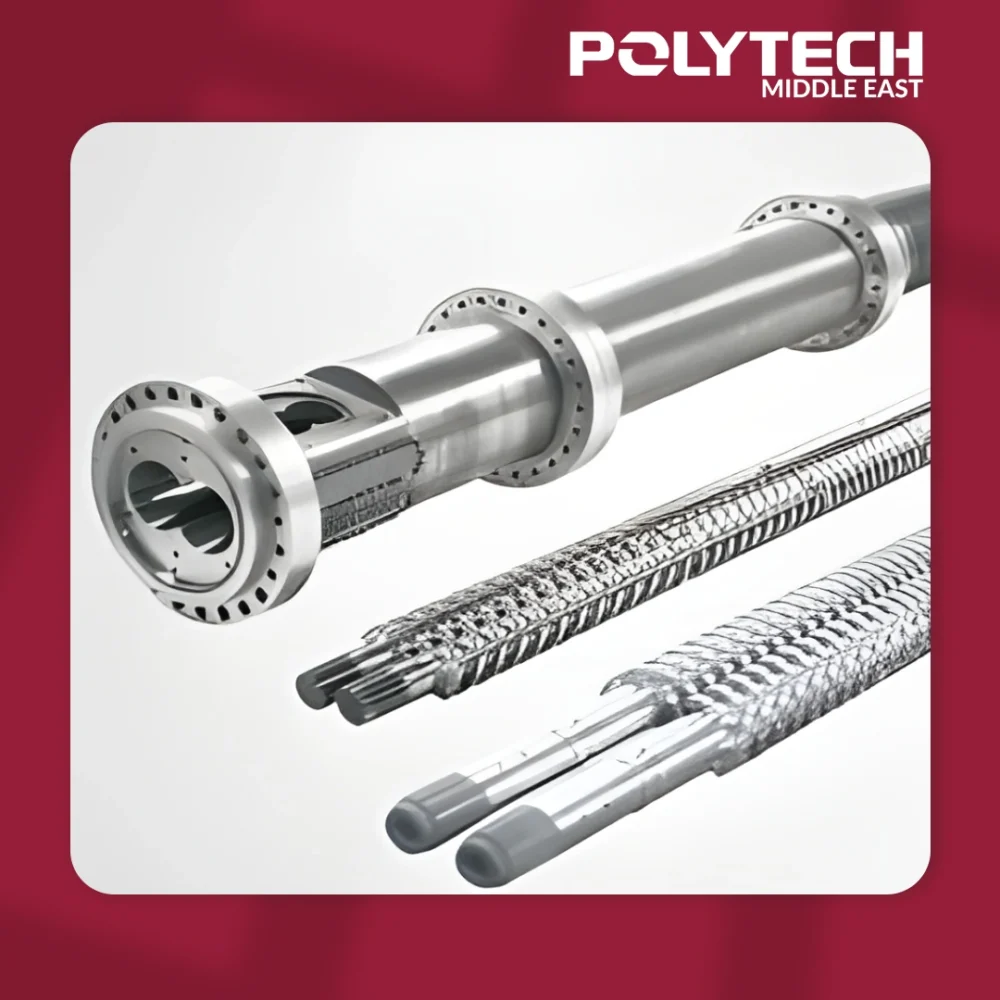
3. Wear Resistance: Constructed from nitrided alloy steel (and optionally coated), the screws/barrel resist abrasion from fillers or reinforced compounds, greatly extending service life.
4. Tight Clearance: Precision machining yields minimal screw-barrel gaps, which maintains melt pressure and minimizes melt slippage. Consistent clearance prevents surging or pressure drop.
5. Uniform Processing: Multiple barrel zones (feed, compression, metering) and intermeshing flights ensure even melting, thorough venting (if equipped), and smooth extrudate formation. Stable temperature control (multiple heating/cooling zones) supports consistent output quality.
Manufacturing and Quality Control
The 90/24 barrel is produced with rigorous processes to ensure reliability:
1. Material Preparation: Begins with forged alloy steel billets (38CrMoAl or similar) for strength and toughness.
2. CNC Machining: The screws and barrel are precisely turned and milled to profile (flights, deep drilling, keyways) using CNC equipment. Machining accuracy ensures concentricity and correct pitch.
3. Heat Treatment: Following rough machining, parts are quenched and tempered to achieve the specified core hardness (~HB280–320). Then nitriding is applied for surface hardening (~850–1000 HV).
4. Surface Finishing: After nitriding, surfaces are ground and polished to the final finish (≤0.4 µm Ra). Optional plating (nickel, chrome) can be added for enhanced wear protection.
5. Inspection & Testing: Each component undergoes dimensional inspection (diameter, straightness 0.015 mm max), hardness testing, and run-out measurement. The screw/barrel pairing is verified for correct clearance. Quality is assured to international standards (ISO 9001 or equivalent).
6. Documentation: Material certificates, heat-treatment records, and hardness reports are provided. Every barrel is traceable by serial number for quality assurance.
Installation and Maintenance
Proper installation and upkeep ensure optimal performance:
1. Alignment: During assembly, align screws carefully. Ensure correct end-gap and alignment with the drive coupling as per extruder manual. Tighten flange bolts to specified torque.
2. Pre-Run Checks: Verify screw-barrel clearance (per manufacturer’s spec, typically 0.05–0.1 mm). Apply a thin coat of high-temperature grease or oil on screw flights to reduce wear-in.
3. Cleaning: After each run, purge the extruder and clean the barrel. Use appropriate solvents or pigging methods to remove polymer residue. Avoid abrasive tools that can scratch nitrided surfaces.
4. Lubrication: If stored or idle, coat screws and bore with rust inhibitor oil. Before reassembly, remove any oxidation.
5. Wear Monitoring: Periodically measure outer diameters and flight depths. Inspect for scoring or wear. Plan for re-nitriding or replacement if wear exceeds ~0.5 mm.
6. Safety: Handle with lifting equipment (barrels are heavy). Protect nitrided surfaces from impact or moisture. Follow lockout/tagout procedures before disassembly and use proper PPE when handling.
Customization Options
The 90/24 design can be tailored to exact production needs:
1. Screw Configuration: Alter flight geometry, pitch, compression ratio, and kneading block arrangements based on material (e.g. more mixing elements for filled compounds).
2. Alternate Materials: Use different steels (34CrAlNi7, 42CrMo, SKD61/H13, 17-4PH, etc.) or stainless alloys for specialized applications (e.g. corrosive materials). Optionally apply a bimetallic liner or Xaloy coating on screw surfaces for extreme wear.
3. Surface Coatings: Add chrome, ceramic, or polymer coatings (e.g. PTFE) to reduce abrasion or sticking.
4. Size Variations: Modify length (e.g. 90/22 or 90/28) or screw diameter for different extruder models or output requirements.
5. Mounting and Accessories: Provide custom flange patterns, through-hardened barrels for enhanced corrosion resistance, or integrated flanged adapters. Add feed ports, degassing vents, or segmented (bolt-together) screws for flexibility. All configurations are engineered for the client’s polymer formula and capacity.
Safety and Handling
Key precautions when working with heavy extruder components:
1. Personal Protection: Always wear gloves, safety glasses, and steel-toed boots. Hardened edges can cut or chip.
2. Heavy Lifting: Use cranes, hoists, or forklifts to move screw/barrel assemblies. Do not drag on the floor. Secure loads during lifting to prevent falls.
3. Temperature: Barrels remain hot after operation. Allow cooling or use heat-resistant gloves for handling.
4. Storage: Keep barrels horizontal or on cradles to avoid bending. Store in a dry area; coat with rust preventatives if idle.
5. Installation Safety: Ensure machine power is locked out and interlocks are engaged during maintenance. Check that all safety guards (feed hopper, covers) are in place before starting.
6. Alignment Care: Prevent pinch points by keeping hands clear during trial runs. Verify balanced operation at low speed before full production.
Manufacturing and Quality Control
The 90/24 barrel is produced with rigorous processes to ensure reliability:
1. Material Preparation: Begins with forged alloy steel billets (38CrMoAl or similar) for strength and toughness.
2. CNC Machining: The screws and barrel are precisely turned and milled to profile (flights, deep drilling, keyways) using CNC equipment. Machining accuracy ensures concentricity and correct pitch.
3. Heat Treatment: Following rough machining, parts are quenched and tempered to achieve the specified core hardness (~HB280–320). Then nitriding is applied for surface hardening (~850–1000 HV).
4. Surface Finishing: After nitriding, surfaces are ground and polished to the final finish (≤0.4 µm Ra). Optional plating (nickel, chrome) can be added for enhanced wear protection.
5. Inspection & Testing: Each component undergoes dimensional inspection (diameter, straightness 0.015 mm max), hardness testing, and run-out measurement. The screw/barrel pairing is verified for correct clearance. Quality is assured to international standards (ISO 9001 or equivalent).
6. Documentation: Material certificates, heat-treatment records, and hardness reports are provided. Every barrel is traceable by serial number for quality assurance.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Compatibility and Applications
The 90/24 twin screw barrel is compatible with industrial extruders and a variety of polymers:
1. Extruder Types: Fits parallel (co-rotating) twin-screw extruders of the 90 mm class. Mounts to standard gearbox flanges; can be customized for non-standard machines.
2. Polymer Materials: Well-suited for PVC (rigid and plasticized), PP/PE, WPC (wood-plastic composites), ABS, and other thermoplastics requiring heavy compounding. It can handle filled, foamed, or high-viscosity formulas.
3. Industries: Widely used in PVC pipe/profile extrusion, sheet and film lines, cable and conduit jacketing, and WPC decking production. Also employed in large-scale compounding plants for masterbatch or additive blending.
4. Throughput Ranges: Designed for medium-to-large output lines (e.g. several hundred to 1000+ kg/h, depending on polymer and extruder) requiring continuous, stable extrusion.
5. Accessory Integration: Compatible with downstream equipment like vacuum vents, cooling calibration tanks, and take-off cutters. Works as part of complete extrusion systems for building materials, packaging, and composite boards.
Applications
Gallery
{kind=link}
{kind=link}
{kind=link}
Main Features
| Parameter | 90/24 Model |
| Screw Diameter | 90 mm |
| L/D Ratio | 24:1 |
| Screw Length | 2160 mm |
| Base Material | 38CrMoAl (hardenable alloy steel) |
| Core Hardness | ~280–320 HB |
| Surface Hardness (nitrided) | ~850–1000 HV (0.45–0.7 mm case) |
| Straightness (max) | ≤0.015 mm |
| Surface Finish | Ra ≤ 0.4 µm |
| Typical Applications | PVC pipes/profiles, WPC, compounding |
| Typical Output Capacity* | ~500–1000 kg/h (varies by polymer) |
Related products
-
 Machines and Spare Parts
Machines and Spare PartsScrews and Barrels for Extrusion
-
 Machines and Spare Parts
Machines and Spare Partsstandard Twin-Screw Extruder
-
 Machines and Spare Parts
Machines and Spare Parts92/188 Conical Twin-Screw Barrel
-
 Machines and Spare Parts
Machines and Spare Parts75/26 Parallel Twin Screw Barrel