PVC Kenar Bandı Baskı Hattı
Mobilya kenar bandı için PVC kenar bandı baskı hattının bileşenleri, proses adımları, malzemeler ve üretim parametreleri. Yüksek hacimli üretim, baskı yöntemi ve bakım önerilerini içerir.
Category -> Tam Ekstrüzyon Hatları
Tanım
Giriş
PVC kenar bandı baskı hattı, mobilya ve panel üretimi için dekoratif PVC kenar şeritlerini üreten entegre bir üretim sistemidir. Hattın ilk aşaması PVC granülün ekstrüzyon yoluyla eritilip band haline getirilmesi, sonraki aşamada ise bu bant üzerine renk ve desen baskısı yapılmasıdır. UV ile kürlenen mürekkepler yaygın olarak kullanılır. Bu makalede, PVC kenar bandı üretim hattının bileşenleri, proses adımları, kullanılan malzemeler ve operasyonel parametreler ayrıntılı olarak ele alınmaktadır.
Proses ve Ekipmanlar
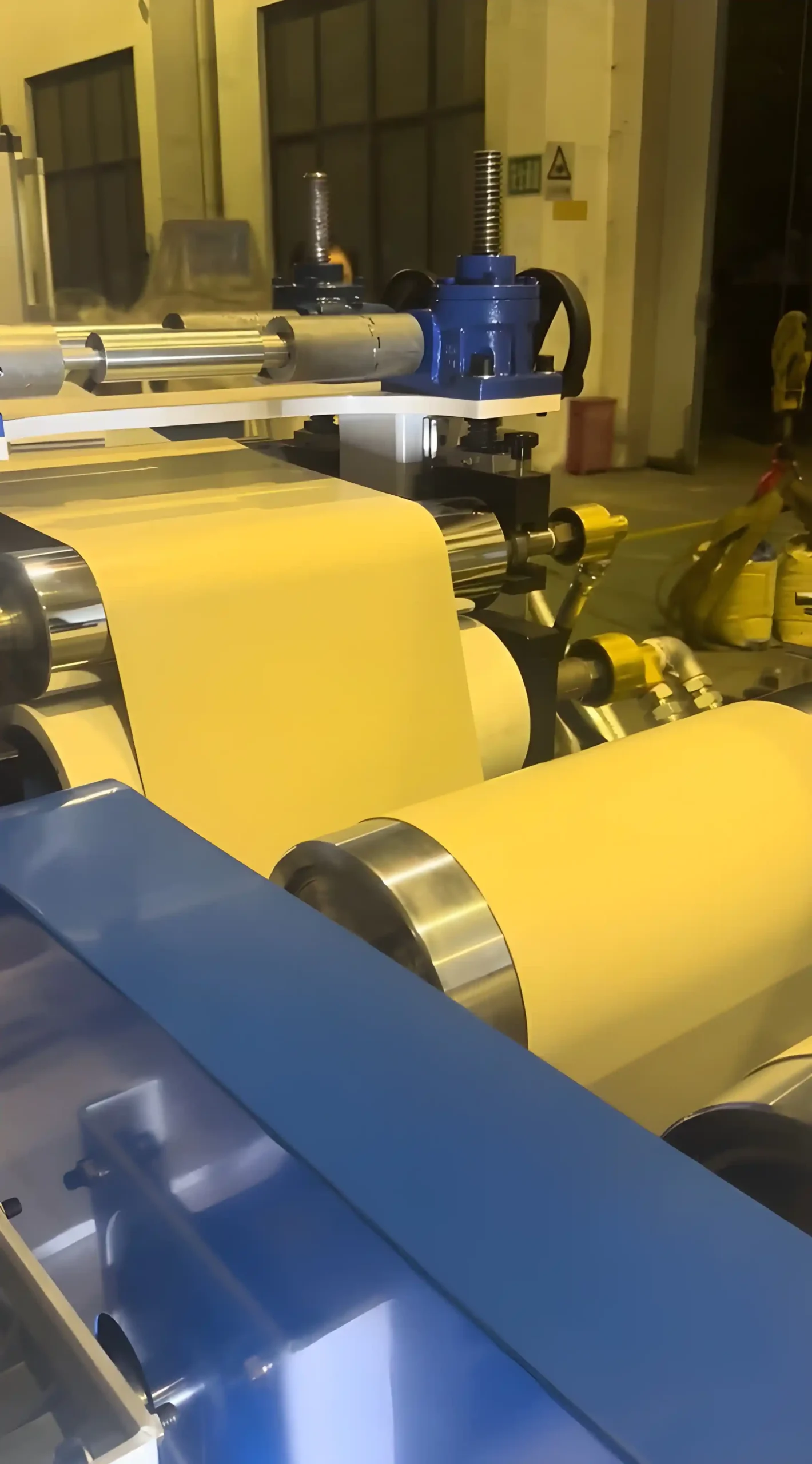
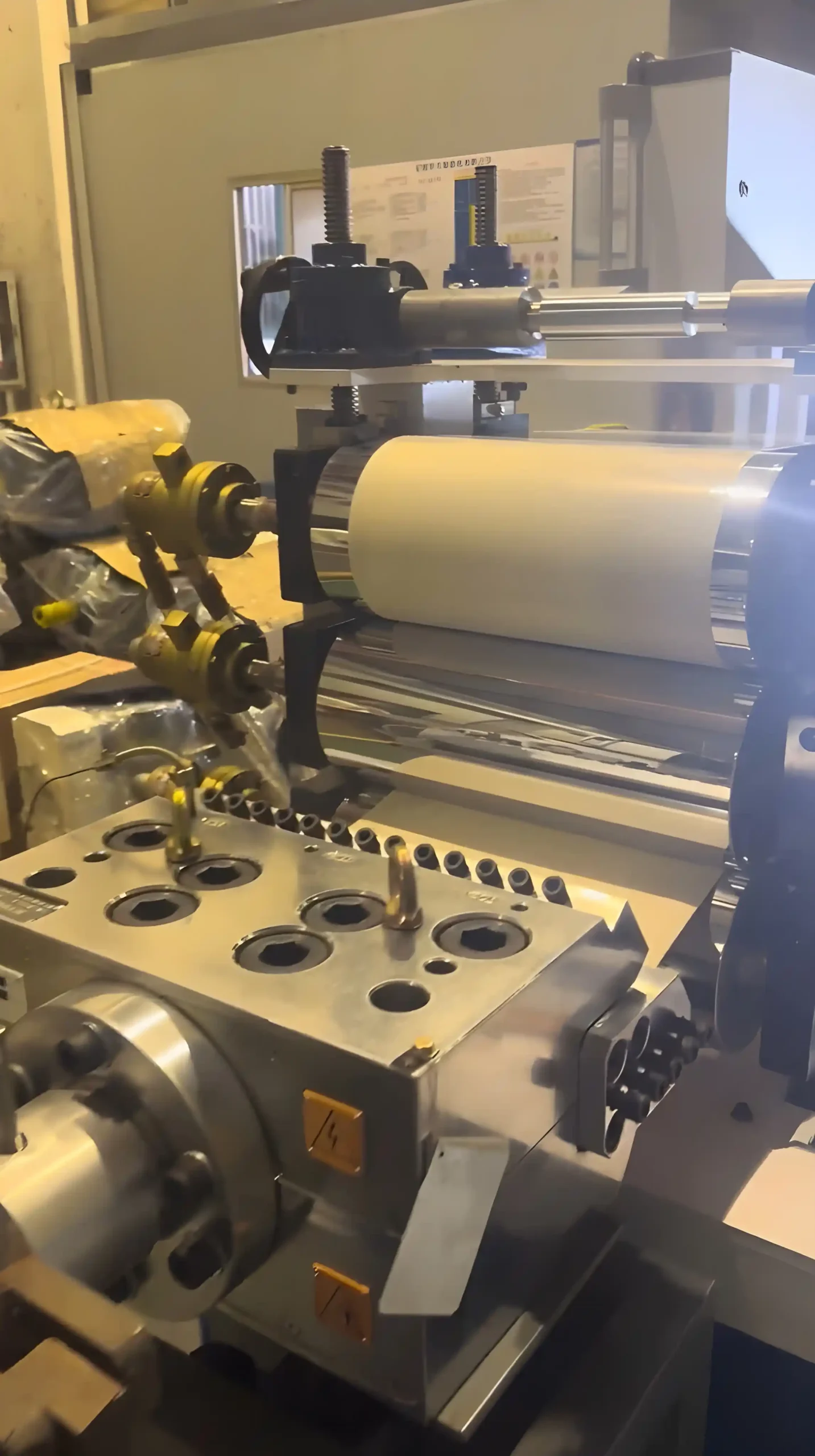
Başlangıçta hammadde besleme sistemi, PVC granüllerini stabilizatör, plastikleştirici ve pigmentlerle karıştırarak kesintisiz ekstrüzyon hattına aktarır. Hattın kalbi olan ekstrüder, tek vidalı veya çift vidalı tasarıma sahip olup, granülleri kontrollü sıcaklıklarda (tipik olarak 160–200 °C aralığında) ısıtarak eritir. Dönel vida, eriyen PVC’yi öne doğru taşırken malzemeyi karıştırır, plastikleştirir ve gözenekleri giderir.
Eriyen PVC, ekstrüder çıkışındaki ekstrüzyon kalıbı (matris) tarafından istenen profil ve genişlikte düz bir şeride şekillendirilir (yaklaşık 10–100 mm genişlik, 0.2–3 mm kalınlık). Sonrasında bu şerit, kalınlık ve yüzey pürüzsüzlüğünü artırmak için genellikle dikey düzenekli üç rulolu pres üzerinden geçirilir. Bu pres, rulolar arasındaki aralığı isteğe bağlı olarak ayarlayabilir.
Şekillenen şerit, soğutma ünitesi olarak işlev gören uzun su banyolarına yönlendirilir. Bu banyolar şeridin hızla donmasını ve boyutsal stabilitesini sağlar. Soğutulan bant daha sonra çekme ünitesi (haul-off) ile sürekli ve kontrollü bir hızda çekilir. Lastik kayışlar veya paletler üzerinde çalışan bu ünite, ekstrüzyon debisiyle senkronize hareket ederek bantta uygun gerginliği korur.
Baskı ve Kaplama
Hattın ayırıcı özelliği, baskı (dekorasyon) kısmıdır. Çoğu sistemde, şeridin ön yüzü veya arka yüzüne ince bir UV dayanıklı astar (primer) püskürtülür; bu, baskı mürekkebinin yapışmasını iyileştirir. Ardından şerit, baskı makinesine girer. UV inkjet baskı kafaları dijital tasarım dosyalarıyla tam renkli desenler (genellikle ahşap desenleri) basar. Eğer istenirse, her bir desen için ayrı silindirler hazırlanabilir. Mürekkep uygulandıktan sonra, bant hemen UV lambası altında hızla kurutulur. Böylece yüksek parlaklık veya mat yüzeyler elde edilir.
Ayrıca isteğe bağlı kabartmalı rulo sistemleri, şeride ahşap benzeri kabartma dokular ekleyebilir. Baskı işleminden sonra bant tekrar makara üzerine sarılır. Eğer sistem geniş şerit üretiyorsa, bir bant dilimleme (slitting) birimi şeridi nihai genişliğe (örneğin 19–54 mm) keser. Sonuç olarak dekorlu ve baskılı bir kenar bandı elde edilir.
Malzemeler ve Formülasyonlar
Kenar bandının ana bileşeni esnek PVC’dir. Reçineye plastikleştiriciler (esneklik için), stabilizatörler (ısı ve UV dayanımı için) ve renklendiriciler eklenir. PVC bantta genellikle ftalat veya ftalat içermeyen plastikleştiriciler kullanılır. Bu hatta ABS veya PP türü malzemeler de alternatif olarak işlenebilir; ABS klorsuzdur ve PP kimyasallara karşı daha dayanıklıdır. Önemli olan, PVC reçine kalitesini ve katkıların ölçümünü sıkı kontrol etmektir.
Üretim Parametreleri
- Hattın Hızı: Genellikle maksimum ~30–35 metre/dakika civarındadır.
- Üretim Miktarı: Tipik tek ekstrüderli bir sistem günde yaklaşık 600–1600 kg PVC bant üretir.
- Sıcaklık Profili: Ekstrüder namlusu genellikle 3–4 bölgeye ayrılır; bu bölgelerde sırasıyla düşükten yükseğe doğru (yaklaşık 160–200 °C) ısı kullanılır. Kalıp sıcaklığı (~50–80 °C) ve soğutma suyu (~15–25 °C) hassas kontrol edilir. (Bu değerler geneldir ve makineye göre değişebilir.)
- Gerilim Kontrolü: Çekme ünitesi, bant gerginliğini otomatik kontrol eder; böylece bant çekme altında esnemez ve sabit kalınlık korunur.
- Bant Genişliği Denetimi: Kenar algılayıcılar veya lazer sensörler bandın konumunu ölçer; gerektiğinde kalıp (die) veya yönlendirme silindirleri ayarlanır.
- Güç Tüketimi: Ekstrüder motor gücü genelde 22–55 kW arasıdır (modeline bağlı olarak). UV lambaları ve yardımcı üniteler de önemli elektrik tüketimi yapar.
Not: Kaynaklardaki tüm bilgiler makine tipine göre değişebilir; yukarıdaki rakamlar yaygın hat aralıklarına dayanmaktadır.
Kalite Kontrol
Hattaki her aşamada kalite kontrol önemlidir. Kalınlık ölçerler banda her an temas ederek kalınlığı kontrol eder; sapma olursa ekstrüder hızı veya pres ayarıyla düzeltme yapılır. Otomatik fotoelektrik veya kameralar, basım kalitesini ve renk tutarlılığını denetler. Aksi bir durum algılanırsa sistem alarm verir veya hattı durdurur. Bazı durumlarda esneklik ve kopma testi gibi laboratuvar testleri de kalite garantisi için yapılır.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Uygulamalar
Bu hatlarda üretilen PVC kenar bantları şu alanlarda kullanılır:
- Mobilya ve Dolaplar: Masa, raf, dolap, mutfak dolabı kenarlarında estetik görünüm ve darbe koruması sağlar.
- Kapılar ve Pencereler: Kapı/pencere kenarlarının korunmasında dekoratif bant olarak kullanılır.
- Ticari Mekanlar: Mağaza tezgahları, ofis bölmeleri ve sergi standlarının kenarlarında dayanıklı bitiş sağlar.
- Araç İç Mekanları: Otomobil veya karavan gibi araçlarda iç döşeme kenarlarını örtmek için kullanılır.
PVC tercih edilme nedenleri arasında nem ve kimyasallara dayanıklılık ile yanmaya karşı gösterdiği görece dayanıklılık sayılabilir.
Bakım ve İş Güvenliği
Çalıştırma Öncesi: Tüm bağlantıların sıkılığı, yağlama sistemi, soğutma devresi kontrol edilmelidir. Ayrıca ekstrüder hızı, kalıp sıcaklığı, ve pres silindiri boşlukları doğru değere ayarlanmalıdır. Gerekli kişisel koruyucu ekipman (eldiven, gözlük, kulaklık) hazırlanmalıdır.
Çalışma Esnasında: Makine gürültüsü, motor akımı, basınç ve sıcaklık göstergeleri düzenli izlenmelidir. PVC’nin aşırı ısınmasını ve yanmasını önlemek için sıcaklıklar kontrol altında tutulmalı, silindir yüzeyleri temiz tutulmalıdır. Herhangi bir anormallik (titreşim, duman, gürültü) gözlenirse derhal durdurulmalıdır.
Durma ve Temizlik: Hat kapatıldığında, ekstrüderdeki PVC artıklarının temizliği yapılmalı, kesici kalıplar sökülüp temizlenmelidir. Mekanik parçalara yağlama uygulanmalı ve koruyucu kapaklar kapatılmalıdır. Bu bakımlar, makine ömrünü ve performansını artırır.
Güvenlik Önlemleri: Makine dururken hiçbir parmak veya cisim hareketli parçalara yaklaştırılmamalıdır. Acil durdurma düğmeleri test edilmeli, tehlike bölgeleri için korkuluk ve sensörler bakımda tutulmalıdır. UV lambalarının zararlı ışınına karşı koruyucu ekranlar bulunmalı, operatörler uygun gözlüklerle çalışmalıdır. Atık gaz ve tozun tahliyesi için iyi havalandırma şarttır.
Maliyet ve Yatırım Getirisi
PVC kenar bandı baskı hattı yüksek sermaye gerektirir. Ekstrüder, kalıp, pres, UV baskı ünitesi, kesici ve sarıcı birimlerinin toplam maliyeti on binlerce ila yüz binlerce dolar düzeyindedir. İşletme giderleri ise PVC hammaddesi (yaklaşık 20–40₺/kg), elektrik (ısıtma-elektrik ve UV lambaları), boya/mürekkep ve bakım yedeklerinden oluşur.
Hattın tam kapasite çalışması durumunda, birim bant maliyeti düşer. Yüksek hacimli üretim, yatırımı kısa sürede geri kazandırabilir. Ancak arıza veya duruş süreleri, bakım maliyeti, ve enerji fiyatları getiriyi etkiler. Ayrıca, çok sayıda küçük sipariş için sabit color kullanımında atık boya oluşabilir. Sonuç olarak, yatırım geri dönüşü üretim hacmine, ürün fiyatına ve sipariş büyüklüğüne bağlıdır.
Applications
{kind=link}
{kind=link}
{kind=link}
Galeri
{kind=link}
{kind=link}
{kind=link}
Teknik Özellikler
| Özellik | Teknik Detaylar |
| Model Tipi | UV Kaplamalı Çok Renkli Yüksek Hızlı Baskı Hattı |
| Uygulanabilir Malzeme | PVC, ABS veya PS Kenar Bantları |
| Etkili Baskı Genişliği | 20 mm – 200 mm (600 mm’ye kadar özelleştirilebilir) |
| Baskı Kalınlığı | 0.4 mm – 3.0 mm |
| Üretim Hızı | 5 – 30 metre/dakika (İnvertör ile ayarlanabilir) |
| Baskı İşlemi | Rotogravür Baskı (Ahşap desen, mermer veya düz) |
| Renk Sayısı | 1 – 3 Renk (İstasyon konfigürasyonuna bağlıdır) |
| Yüzey İşlemi | UV Kaplama (Parlak, Mat veya Saten) |
| Kurutma Sistemi | Yüksek güçlü UV Lambaları + IR Isıtma Tüneli |
| Kontrol Sistemi | PLC Dokunmatik Ekran (HMI Arayüzü) |
İlgili ürünler
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıPET Levha Üretim Hattı
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıWPC ve SPC Duvar Panellerine Giriş
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıPVC Yer Döşemesi Rulo Üretim Hattı
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıPVC Köpük Levha Ekstrüzyon Hattı