PVC Edge Band Printing Line
PVC Edge Band Printing Line
Explore the complete PVC edge band printing and extrusion line: machine components, workflow, materials, output parameters, and common uses in furniture. Includes process flowchart and safety/maintenance tips.
Category -> Full Extrusion Lines
Description
Introduction
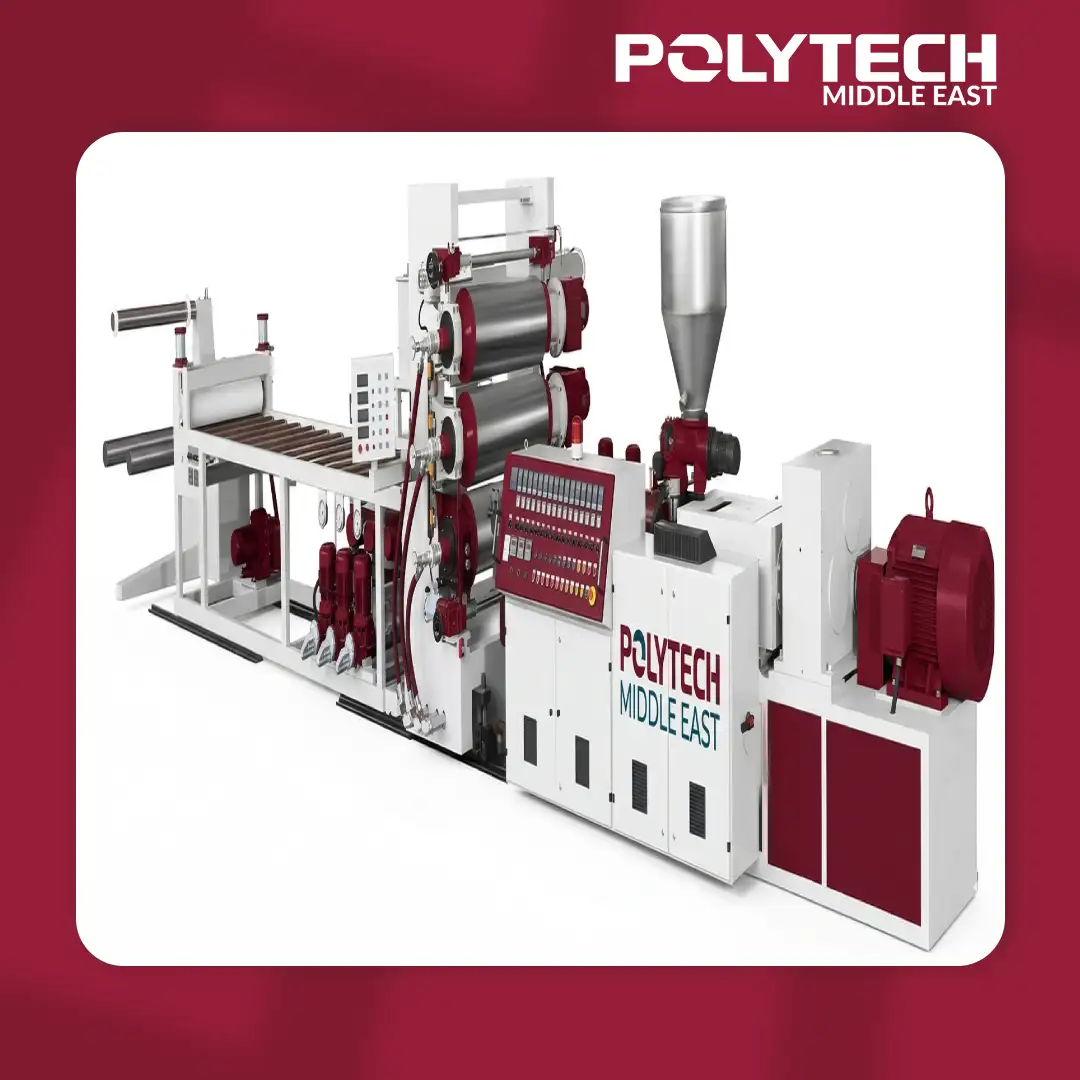
A PVC edge band printing line is an integrated production system that manufactures decorative vinyl edge strips for furniture and cabinetry. It extrudes PVC compounds into continuous tapes and then prints or coats them with colors or patterns (often woodgrain). Such lines yield flexible edge bands that enhance edge appearance and durability. This article details the technical process, machinery, materials, and key parameters of a PVC edge band printing line.
Process Overview and Components
The line typically begins with raw material feeding, where PVC pellets (mixed with stabilizers and pigments) are continuously fed from hoppers into the extruder. Inside the extruder, a rotating screw (single or co-rotating twin-screw design) pushes the PVC forward while electrically-heated bands raise the melt temperature (commonly 160–200 °C). The screw sections (feed, compression, metering) compress and homogenize the material to a uniform melt.
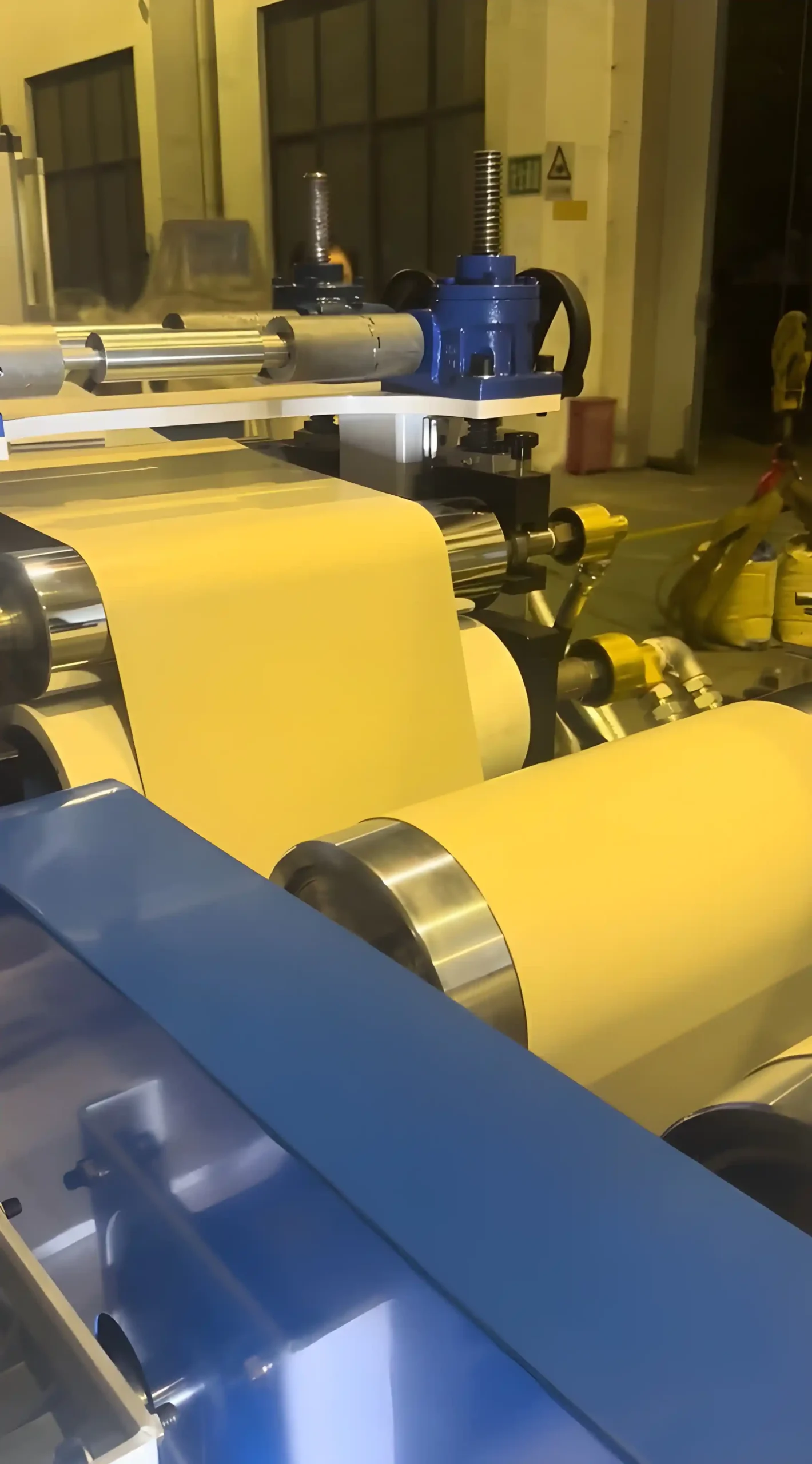
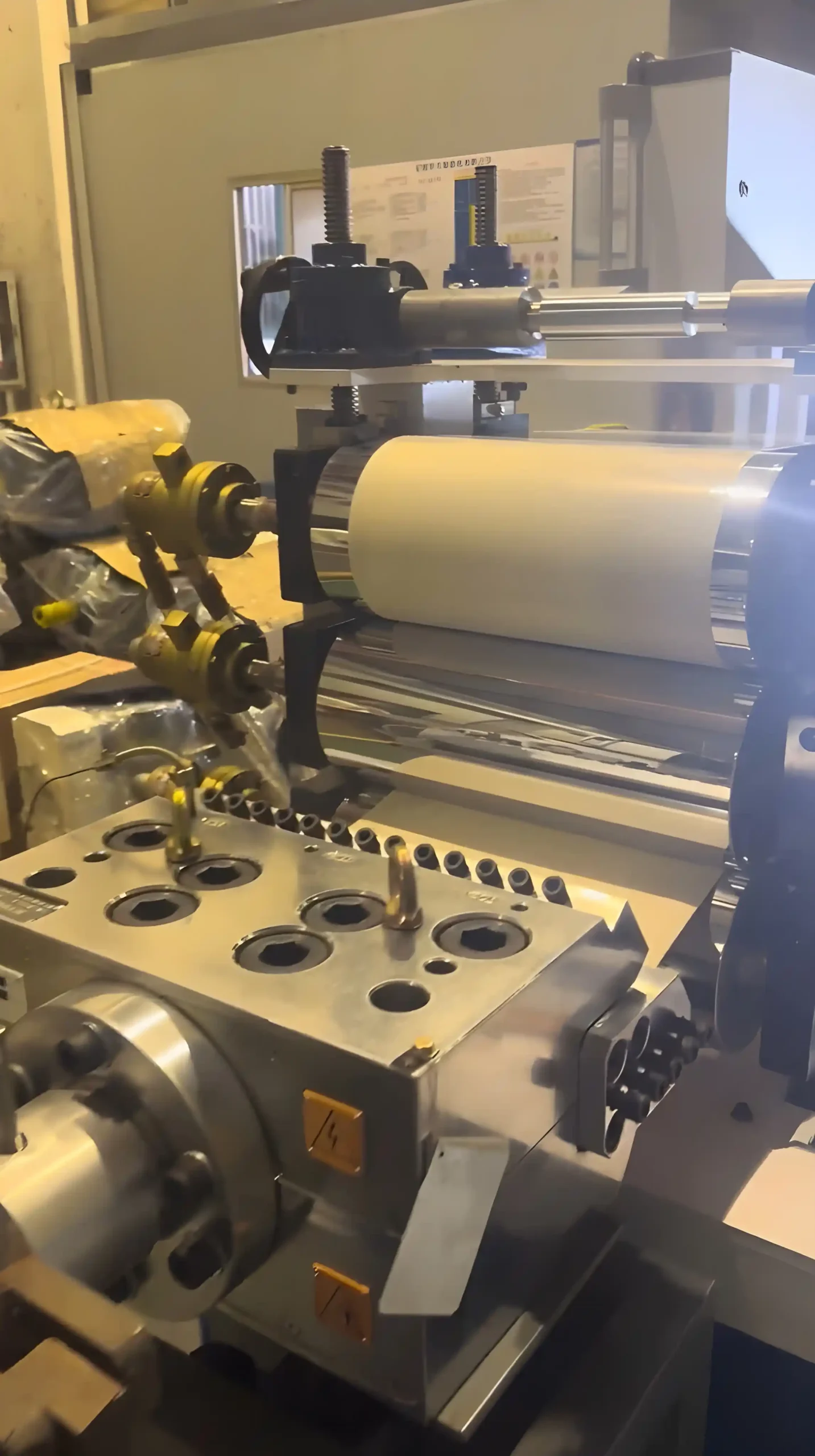
The melted PVC then flows through an extrusion die precisely machined to the edge band profile. This die shapes the PVC into a flat strip of specified width and thickness (e.g. 10–100 mm wide, 0.2–3 mm thick). Immediately downstream, a calender (calendar) stack – usually a vertical 3-roll or 2-roll system – sandwiches the strip to ensure consistent thickness and surface smoothness. The calender gaps are adjustable (often hydraulic or motor-driven) to fine-tune the band thickness.
Next, the extruded/calendered strip enters the cooling stage (typically long water tanks or sprays) that solidify the PVC while preserving dimensions. Several consecutive cooling baths are common. After cooling, an idle roller or haul-off unit (rubber belt or caterpillar track system) pulls the band at a controlled, steady speed (synchronized with the extruder output). This puller maintains tension, preventing stretching and guiding the band through inline operations.
Printing and Coating
A key feature of a printing line is the decoration stage. Often, an inline primer/coating applicator coats the band’s surface or back side with a thin polymer primer to improve ink adhesion. The strip then proceeds through a printing machine, which may use UV-curable inkjet heads or traditional roller printing. UV inkjet printers can apply high-resolution woodgrain or solid-color patterns directly from digital files (eliminating printing plates). Alternatively, offline rotary gravure or offset presses might add patterns. After ink deposition, a UV lamp instantly cures the coating, locking in the design. Lines can accommodate 2–6 ink colors; designs often replicate furniture finishes.
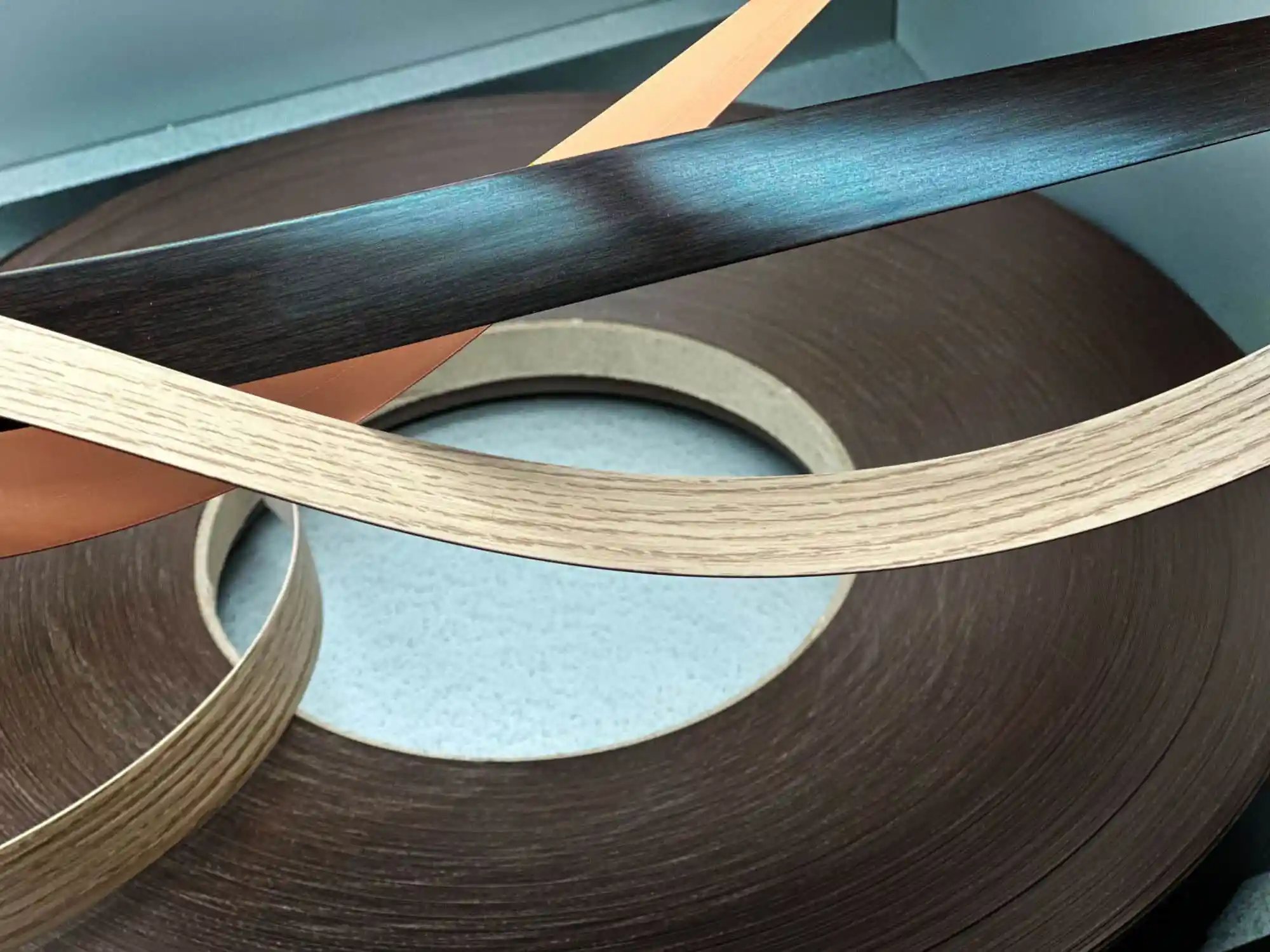
Optional embossing rollers (inline or offline) may impress a texture (e.g. wood grain relief) onto the surface before or after printing. Finally, the decorated edge band is rewound onto spools. If the line produces wide sheets, an offline slitting unit cuts the sheet into narrow strips (e.g. 19–54 mm). The result is a printed, coated PVC edge band ready for packaging.
Materials and Formulations
PVC (polyvinyl chloride) is the primary resin, chosen for its flexibility and durability. The formulation typically includes plasticizers (for flexibility), stabilizers (for heat and UV resistance), and colorants. Flexible PVC sheet often contains phthalate or phthalate-free plasticizers. Some lines also process ABS or PP compounds; these plastics have similar processing but different properties (ABS is chlorine-free; PP is more chemically resistant). Pigments match furniture colors; a clear UV primer may be applied to the surface before printing.
Production Parameters
Key parameters include:
- Screw Speed/Throughput:Governs output (common lines produce 600–1600 kg/24h per extruder).
- Line Speed:Up to ~30–35 m/min (for a 10–50 mm band).
- Temperatures:Barrel zones often range 160–200 °C (feed to metering); mold temperature (~50–80 °C) is controlled, and cooling water ~15–25 °C. (Assumed typical; exact setpoints vary by recipe.)
- Tension:Haul-off tension is adjusted to prevent stretching; automated tension controllers are standard.
- Width Control:Photoelectric or laser width sensors detect edge position. Automated die-adjustments or guiding rollers compensate for drift.
- Electrical Power: Motors on extruder (e.g. 22–55 kW) and drives, plus UV lamp (kW range).
Assumptions: In absence of specific machine data, we assume typical PVC processing ranges. Output and speed depend on machine size: smaller single-screw systems run ~600 kg/24h, while larger twin-screw sheet lines can reach several tonnes/day.
Quality Control
Modern lines embed quality checks at multiple points. In-line thickness gauges (ultrasonic or laser) measure band thickness in real time; the system auto-adjusts extruder speed or calendar gap to stay within tolerance. Vision cameras inspect print quality for color consistency and defects. Sensors flag deviations in tension or width, triggering alarms or line stops. Random lab tests (flexibility, adhesion, abrasion) may be done as well. This ensures uniform visual appearance and dimensional accuracy across the run.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Common Applications
PVC edge bands produced on these lines are used to finish the cut edges of furniture panels and boards. Office Furniture & Cabinets: Edging on desks, shelves, wardrobes, and kitchen cabinets for a neat appearance and impact protection. Doors/Windows: Edge trims on door and window frames for durability and moisture resistance. Commercial Interiors: Edges of counters, display cases, partitions; high-end grain patterns improve aesthetics. Automotive/Mobile Homes: In vehicle interiors and RVs, edge bands add abrasion resistance and hide rough panel edges. In all cases, PVC bands are valued for ease of thermo-bending into radii, chemical resistance, and flame-retardant properties (PVC self-extinguishes).
Maintenance & Safety Considerations
Keeping the line running requires regular upkeep. Pre-start Checks: Tighten all connections, verify lubrication of bearings, ensure cooling water flow, and confirm electrical safety interlocks. Set and record temperatures, speeds, and pressures before production. During Operation: Monitor motor loads, barrel pressures and temperatures, and listen for abnormal sounds. Watch the band edges and surface for any scorching or tearing. Avoid overloading feeders or extruder, and ensure PVC batch recipes are consistent (improper mix can degrade quickly). Shutdown: Clean the extruder screw/barrel and dies promptly to remove PVC residue (PVC can char if left hot). Add lubricant to moving parts as needed and cover heated zones.
Safety: Operators should wear heat-resistant gloves, eye protection, and avoid loose clothing (moving belts/rolls). UV curing lamps require eye shielding and skin protection. Emergency stops and guarding should be tested. Adequate ventilation is mandatory to exhaust PVC fumes and plasticizer vapors. Electrical panels and motors should be locked and maintained by qualified personnel only.
Cost & ROI Considerations
PVC edge band printing lines are specialized investments. A complete setup (extruder(s), calender, printing/coating unit, slitters, winders) can cost tens to hundreds of thousands of USD depending on capacity. Higher-end units (with digital printheads and full automation) carry premiums. Operating costs include PVC resin (often $1–2/kg), electricity (for heaters, motors, UV lamps), pigments/inks, and maintenance parts (seals, heaters, lamps). Due to continuous, high-speed output, the unit cost per meter of edge band becomes low at scale. High-volume furniture manufacturers can recoup costs by producing custom colors/patterns in-house rather than sourcing from suppliers.
An investor should note risks: machine downtime (repairs) and resin price fluctuations. Long production runs improve ROI; switching frequently between colors can increase waste. Heat-set savings (off-line printing) and using recycled PVC can improve margins. Environmental regulations (PVC fumes, waste) may add compliance costs. In summary, the line’s ROI depends on throughput (kg/day) and premium charged for custom bands. A rough analysis might assume a few years to pay back investment under full utilization.
Applications
{kind=link}
{kind=link}
{kind=link}
Gallery
{kind=link}
{kind=link}
{kind=link}
Main Features
| Feature | Specification Details |
| Model Type | Multi-color High Speed Printing & UV Coating Line |
| Applicable Material | PVC, ABS, or PS Edge Banding |
| Effective Printing Width | 20 mm – 200 mm (Customizable up to 600 mm) |
| Printing Thickness | 0.4 mm – 3.0 mm |
| Production Speed | 5 – 30 meters/minute (Adjustable via Inverter) |
| Printing Process | Rotogravure Printing (Wood grain, Marble, or Solid) |
| Number of Colors | 1 – 3 Colors (Depending on station configuration) |
| Surface Treatment | UV Coating (Glossy, Matte, or Satin finish) |
| Drying System | High-power UV Curing Lamps + IR Heating Tunnel |
| Unwinding / Rewinding | Automatic Tension Control with Double Shafts |
| Driving Motor | AC Servo Motors or Frequency Conversion Motors |
| Total Power | Approx. 15 kW – 35 kW (Varies by number of stations) |
| Machine Dimensions | Approx. 12,000 × 1,200 × 1,800 mm (L×W×H) |
| Control System | PLC Touch Screen Control (HMI Interface) |
Related products
-
 Full Extrusion Lines
Full Extrusion LinesBiodegradable sheet production line
-
 Full Extrusion Lines
Full Extrusion LinesWPC Foam Board Extrusion Line
-
 Full Extrusion Lines
Full Extrusion LinesPOE Polymer Spinneret Pad Production Line
-
 Full Extrusion Lines
Full Extrusion LinesPC Wave Tile Extrusion Line