Ligne d’Impression de Chant PVC
Découvrez la ligne de production d’impression de chants en PVC : étapes techniques, composants de machine, matériaux utilisés, et paramètres clés (température, vitesses, largeurs). Applications et sécurité incluses.
Category -> Lignes d'extrusion complètes
Description
Introduction
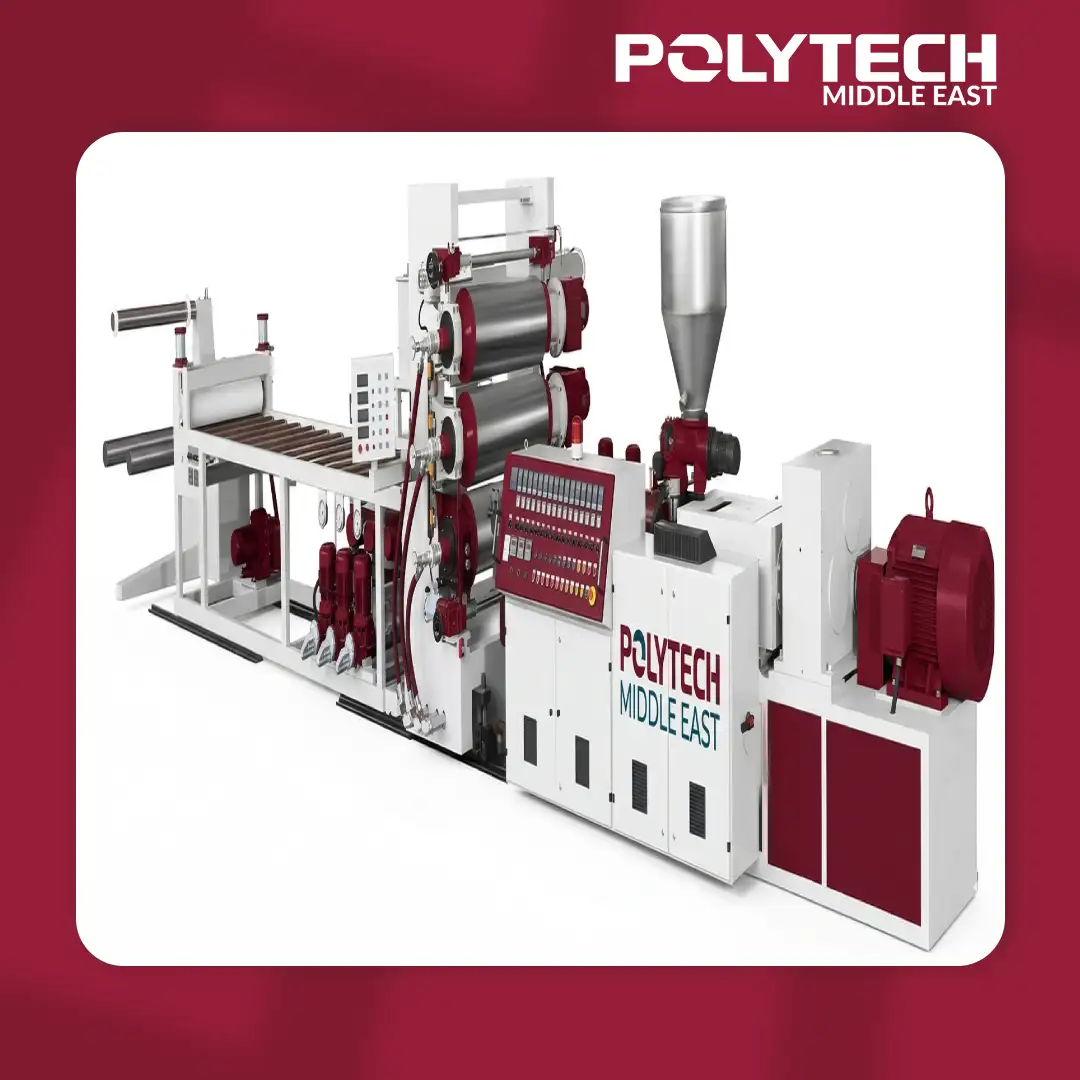
Une ligne d’impression de chants PVC est un système automatisé produisant des bandes de chant en vinyle décoratif pour mobilier et panneaux. Elle combine extrusion du PVC et impression couleur (souvent en motif bois ou uni) avec séchage UV. Cet article détaille les étapes de production, les composants machine, les matériaux employés et les paramètres techniques de cette ligne.
Processus et Composants
Le processus commence par l’alimentation en matière première : des granulés de PVC (mélangés à des additifs tels plastifiants et pigments) sont introduits dans l’extrudeur. Au cœur de la ligne se trouve l’extrudeur (à vis simple ou bi-vis). Il chauffe graduellement le PVC en plusieurs zones (typiquement 160–200 °C) pour le fondre et le rendre homogène. La vis rotative mélange et propulse le polymère fondu vers la filière d’extrusion.
Le PVC fondu passe ensuite à travers une filière (pointe) calibrée qui forme un profil plat aux dimensions souhaitées (largeur ~10–100 mm, épaisseur 0,2–3 mm). Immédiatement après, une calandre à 3 rouleaux (verticale) règle l’épaisseur et la surface du film extrudé, grâce à des écarts réglables entre les rouleaux.
L’extrudat est ensuite envoyé dans un bac de refroidissement (à plusieurs cuves d’eau), où le PVC se solidifie en conservant ses dimensions. Après le refroidissement, un train de traction (haul-off) à courroies caoutchouc ou chenilles motorisées tire le film à vitesse contrôlée (synchrone à l’extrudeur). Ce dispositif maintient la tension correcte pour éviter tout étirement du band.
Impression et Revêtement
Une étape caractéristique est l’impression. En général, on applique d’abord un apprêt UV (primer) fin sur la surface du film pour améliorer l’adhérence de l’encre. Le film passe ensuite sous une imprimante UV jet d’encre qui dépose directement le motif (souvent du bois ou des coloris assortis aux panneaux). On peut utiliser de 2 à 6 encres selon le design. L’encre fraîche est instantanément séchée par un four UV, durcissant ainsi le revêtement.
Facultativement, des rouleaux d’embossage peuvent ajouter un relief (grain de bois, texture cuir) sur la surface, soit en amont, soit en aval de l’impression, pour un fini réaliste. Le film décoré est ensuite enroulé sur une bobine. Pour les configurations produisant un film large, une machine de découpe (slitter) sépare le film en bandes de largeur finale (par ex. 19 à 54 mm).
Matériaux et Formulation
Le matériau principal est le PVC souple, choisi pour sa durabilité et sa flexibilité. On y ajoute des plastifiants (pour la flexibilité), des stabilisants (pour la résistance thermique et UV) et des colorants. Certains procédés utilisent aussi des composés ABS ou PP pour des propriétés spécifiques (l’ABS étant sans chlore, et le PP plus résistant aux produits chimiques). Les pigments assurent la correspondance des couleurs. Un primer UV ou une laque protectrice peuvent être appliqués pour améliorer la finition.
Paramètres de Production
- Vitesse de ligne : jusqu’à ~30–35 m/min (pour une bande < 50 mm).
- Débit : typiquement 600–1600 kg/jour par extrudeur simple.
- Températures : la vis d’extrusion comprend 3–4 zones (par exemple 160, 180, 200 °C) ; le moule (filère) peut être chauffé (~50–80 °C) ; l’eau de refroidissement est autour de 20 °C. (Ces valeurs sont indicatives et varient selon la machine.)
- Tension : contrôlée automatiquement par le train de traction pour maintenir la stabilité dimensionnelle.
- Largeur : la chaîne d’inspection optique ou laser surveille la largeur ; des correcteurs automatisés recentrent le film si besoin.
- Puissance : moteurs d’extrudeur typiquement 22–55 kW ; plus les auxiliaires et lampes UV.
Remarque : Les valeurs données sont des estimations basées sur la documentation fournisseur et l’expérience industrielle.
Contrôle Qualité
Le système intègre plusieurs contrôles qualité en continu. Des capteurs de profil d’épaisseur mesurent en temps réel l’épaisseur du film ; le système réagit en ajustant la vis ou le calandre pour corriger tout écart. Des caméras inspectent la surface pour détecter d’éventuels défauts (rayures, variations de couleur). En cas de non-conformité, l’alarme prévient l’opérateur et/ou la ligne est automatiquement arrêtée. Des tests ponctuels (flexibilité, adhérence) peuvent compléter le contrôle en laboratoire.
Produits
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Domaines d’Application
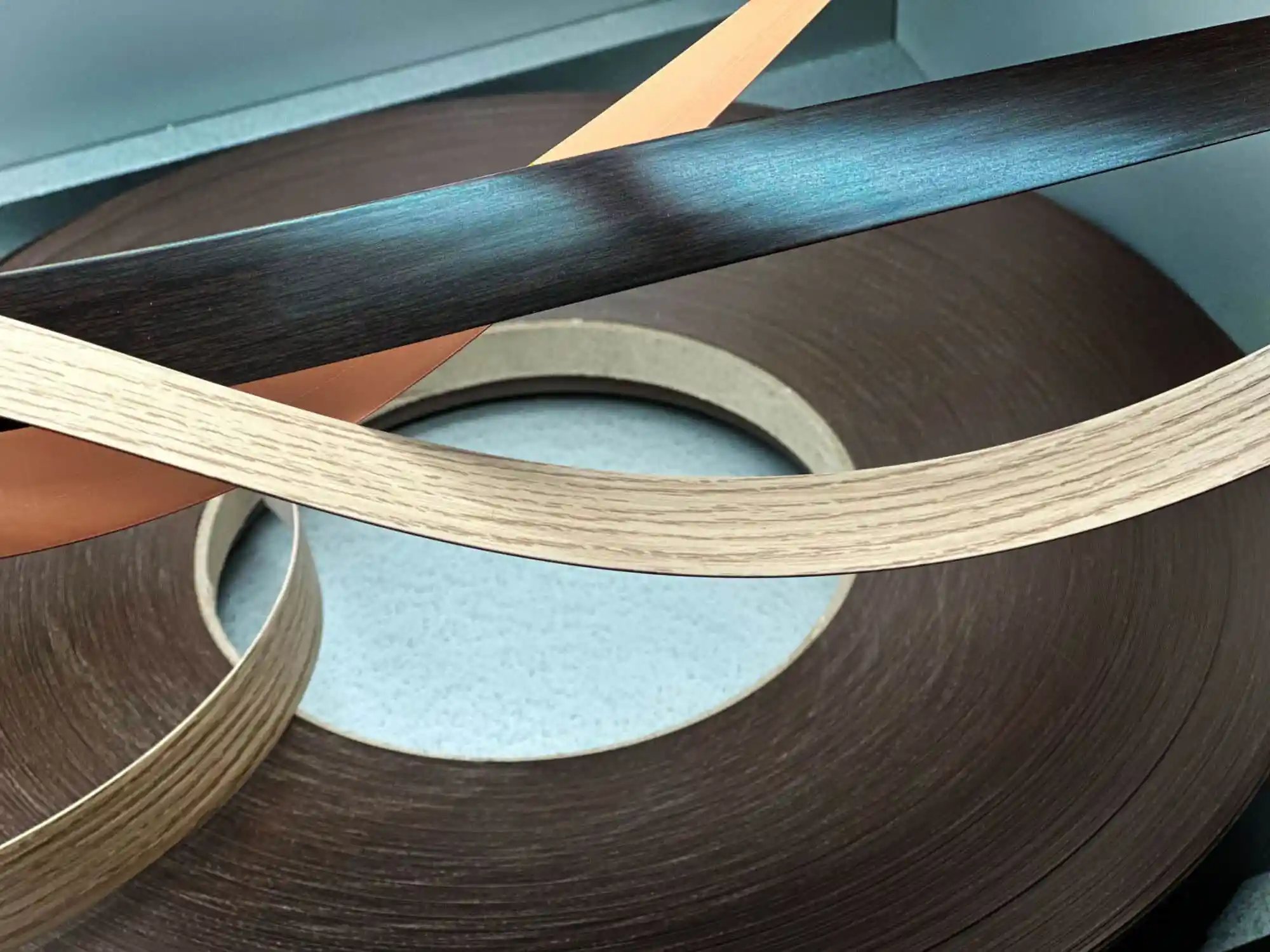
Les bandes de chant PVC ainsi fabriquées trouvent des usages variés :
- Mobilier et Ébénisterie : bandes de chant pour tables, étagères, placards, meubles de cuisine – elles renforcent et décorent les bords des panneaux.
- Portes et Fenêtres : chants pour portes, cadres de fenêtres – ajoutent esthétique et protection contre l’humidité.
- Aménagement Commercial : contours de comptoirs, d’étagères, de parois – offrent une finition soignée et durable.
- Intérieurs de Véhicules : buses intérieures d’autos, caravanes – protègent les bords et améliorent le style.
La résistance du PVC aux taches, à l’humidité et au feu (propriétés auto-extinguibles) le rend adapté à ces usages.
Entretien & Sécurité
Maintenance Courante : Avant chaque démarrage, vérifier la tension des fixations mécaniques, lubrifier roulements et engrenages, et s’assurer du bon écoulement de l’eau de refroidissement. Régler les paramètres d’extrusion (température, vitesse) et de calandrage selon le produit à fabriquer.
Pendant l’opération, surveiller les bruits, les températures et courants électriques. Éviter la surchauffe du PVC dans l’extrudeur. En cas d’anomalie (vibrations, fumées, surchauffe) stopper immédiatement. Après arrêt, nettoyer l’extrudeur, les vis et moules pour retirer les restes de PVC durci. Re-lubrifier et protéger les parties chaudes.
Sécurité : Le personnel doit porter des équipements de protection (gants, lunettes, masque UV si besoin). Les zones mobiles (rouleaux, convoyeurs) doivent être gardées fermées et munies d’interrupteurs d’urgence. L’opérateur ne doit pas introduire d’objets ou de membres dans les zones de cisaillement ou près des lampes UV. Une bonne ventilation est essentielle pour extraire les émanations de PVC fondu et d’encre. Les dispositifs de sécurité (arrêts d’urgence, barrières) doivent être vérifiés régulièrement.
Coûts et Rentabilité
Une telle ligne représente un investissement important. Le coût global (extrudeur(s), moules, calandre, imprimante UV, unités de coupe et d’enroulage) peut se chiffrer à plusieurs dizaines à centaines de milliers d’euros. Les coûts d’exploitation incluent le PVC (quelques euros par kg), l’électricité (chauffage, UV, moteurs) et les consommables (encres, produits de nettoyage).
Grâce au débit continu, le coût unitaire par mètre de bande se réduit avec le volume. Les fabricants de mobiliers peuvent ainsi personnaliser leurs chants en interne plutôt qu’acheter des bandes prêtes à l’emploi, ce qui améliore la marge sur produits finis. Toutefois, les risques incluent l’arrêt machine (maintenance), la fluctuation des prix du PVC et de l’énergie, et la nécessité de commandes en volume pour amortir le coût. Une analyse sommaire suggère un retour sur investissement en quelques années pour une production optimisée.
Applications
{kind=link}
{kind=link}
{kind=link}
Galerie
{kind=link}
{kind=link}
{kind=link}
Caractéristiques principales
| Caractéristique | Détails des Spécifications |
| Type de Modèle | Ligne d’impression haute vitesse multicolore avec revêtement UV |
| Matériau Applicable | Bandes de chant en PVC, ABS ou PS |
| Largeur d’impression | 20 mm – 200 mm (Personnalisable jusqu’à 600 mm) |
| Épaisseur de Bande | 0.4 mm – 3.0 mm |
| Vitesse de Production | 5 – 30 mètres/minute (Réglable par onduleur) |
| Procédé d’impression | Héliogravure (Grain de bois, marbre ou uni) |
| Nombre de Couleurs | 1 à 3 couleurs (Selon la configuration) |
| Traitement de Surface | Revêtement UV (Brillant, Mat ou Satiné) |
| Système de Séchage | Lampes UV haute puissance + Tunnel de chauffage IR |
| Système de Contrôle | Écran tactile PLC (Interface IHM) |
Produits similaires
-
 Lignes d'extrusion complètes
Lignes d'extrusion complètesMachine de sols LVT
-
 Lignes d'extrusion complètes
Lignes d'extrusion complètesLigne de Granulation de PVC Transparent
-
 Lignes d'extrusion complètes
Lignes d'extrusion complètesLigne D’Extrusion De Tuyaux D’Irrigation Goutte-À-Goutte En PE Rond
-
 Lignes d'extrusion complètes
Lignes d'extrusion complètesLigne D’Extrusion de Tôles de Toiture En PVC