خط طباعة حواف PVC
خط طباعة حواف PVC
تعرف على خط إنتاج حواف PVC ذو طباعة وتصنيع متكامل: المواصفات الفنية، خطوات العملية، المواد المستخدمة، والتطبيقات الشائعة في الأثاث. يتضمن عناصر الماكينات ورشة العمل
التصنيف -> خطوط البثق الكاملة
الوصف
مقدمة
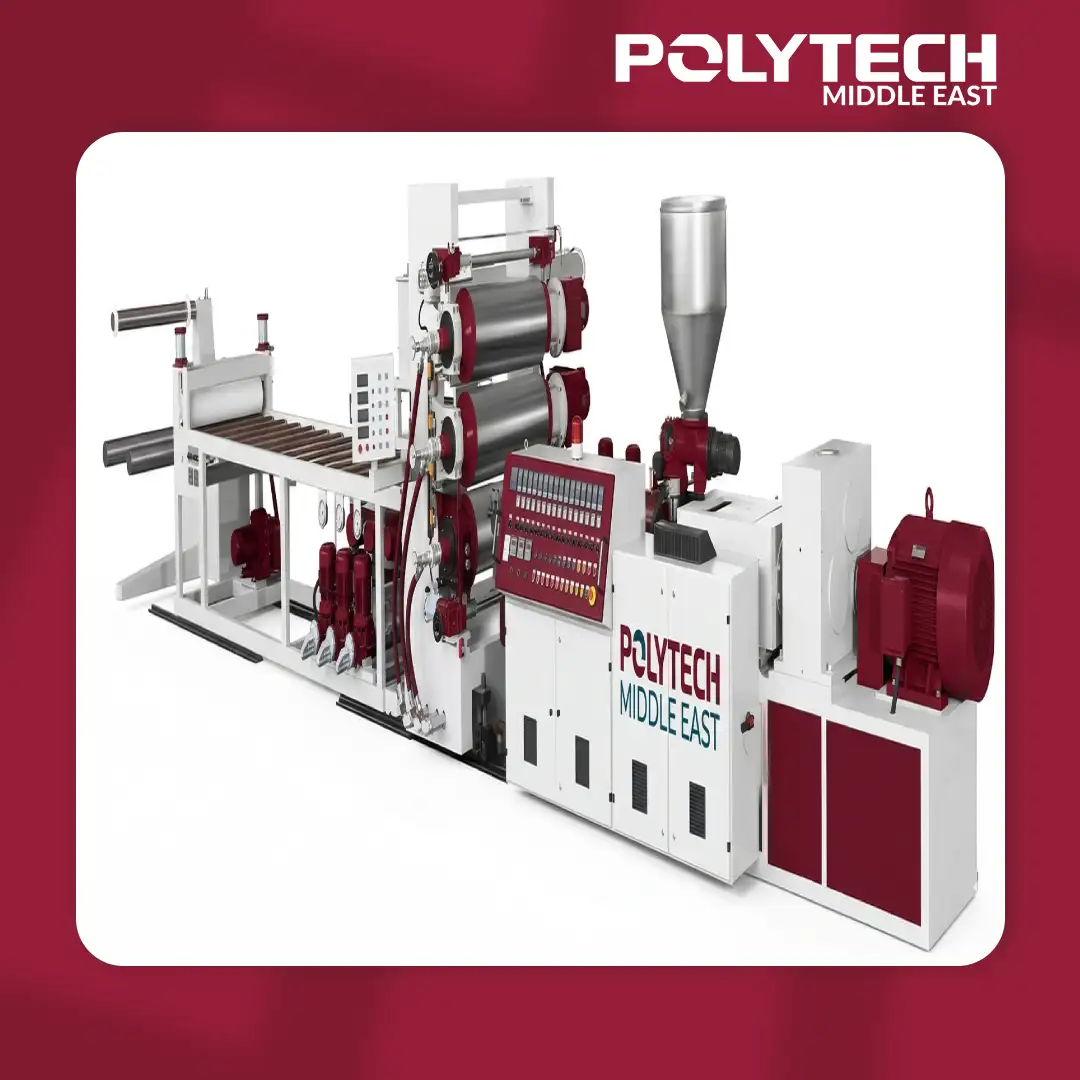
يستخدم خط طباعة حواف الـPVC لإنتاج أشرطة حواف زخرفية يُغطى بها حواف الأثاث والألواح. يجمع هذا النظام بين بثق الـPVC وإضافة طبقة طباعة أو طلاء، غالباً بنقوش خشبية أو ألوان صلبة، مع معالجة بالأشعة فوق البنفسجية. نستعرض هنا المكونات الأساسية للعملية، والمواد، والمعايير الإنتاجية الرئيسية لهذا الخط.
مكونات الخط وعملية البثق
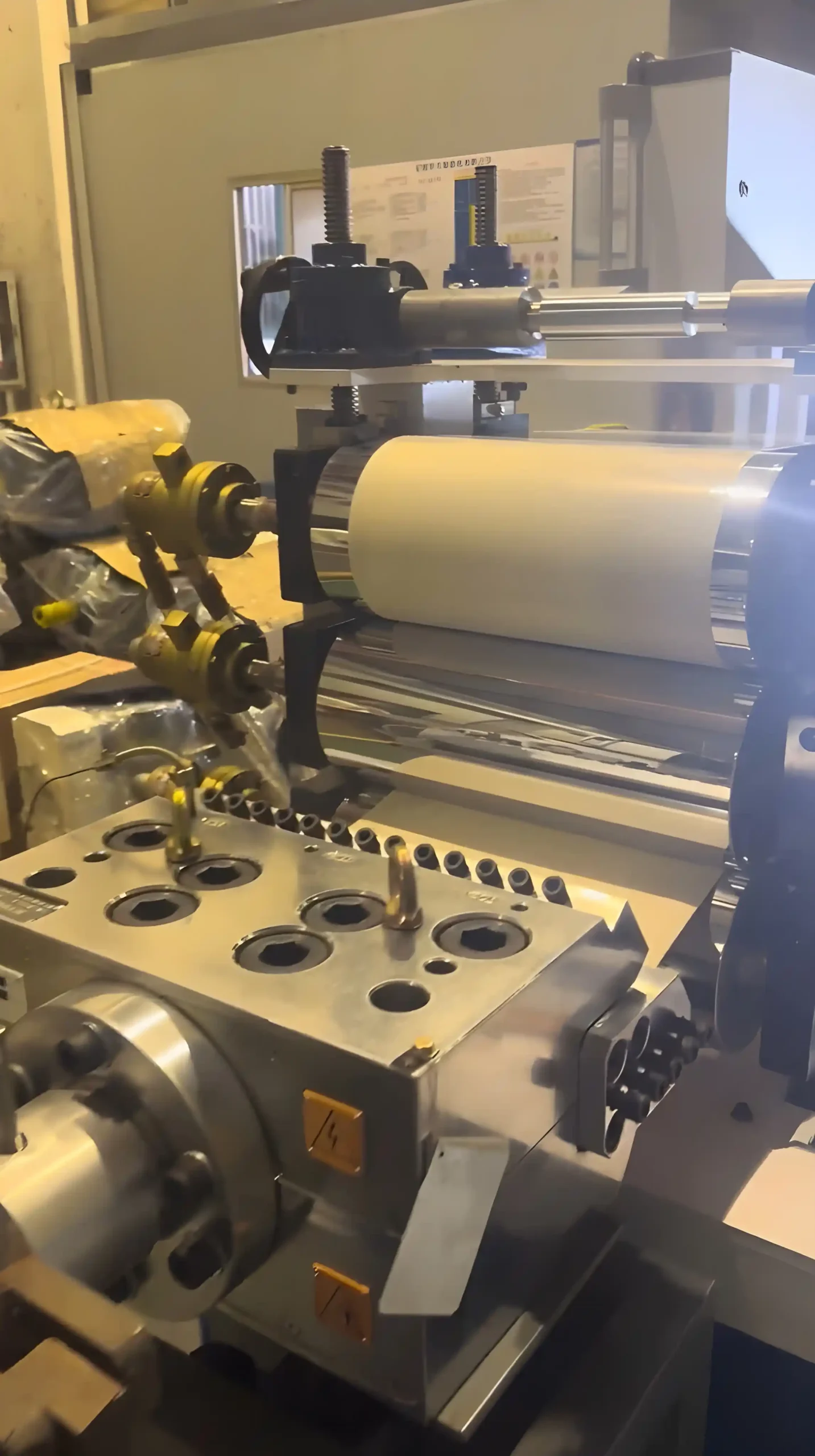
يبدأ الخط بتغذية المواد الخام، وهي حبيبات PVC مدموجة بمثبتات وأصباغ، إلى وحدة البثق. في داخل المكبس الحلزوني (الإكسترودر)، تدور البرغي (قد يكون مفرداً أو مزدوجاً) بحيث ينقل الحبيبات إلى الأمام بينما تسخنها المجموعات الحرارية بشكل متدرج (عادة إلى 160–200 °C). يعمل البرغي على نقل وخلط البلاستيك المنصهر وتوحيده تحت ضغط مستمر.
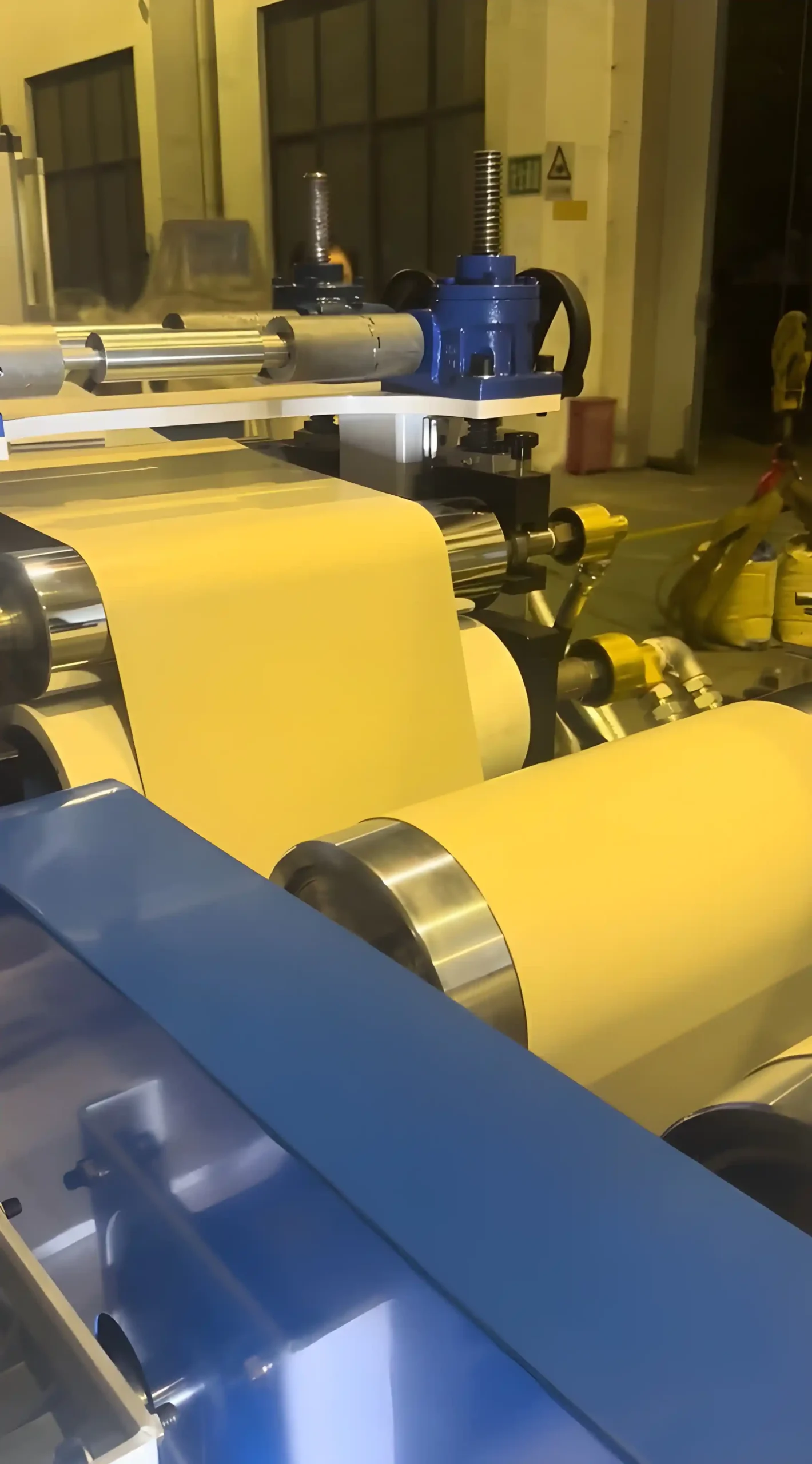
يلي ذلك مرور البلاستيك المنصهر عبر قالب البثق الذي يشكل الأشرطة بعرض (تقريباً 10–100 مم) وسمك محدد (0.2–3 مم). وبعد القالب، تمر الأشرطة عبر معملفة ثلاثية الأسطوانة (3-roll calender) ذات فجوات قابلة للتعديل لتحصل على سمك سطحي متناسق وجودة سطحية عالية.
بعد التشكيل، ينتقل الشريط إلى حوض التبريد (غالباً مدرج من أحواض مياه) حيث يبرد بسرعة تحت درجة حرارة منخفضة. تضمن سلسلة التبريد هذه تثبيت الأبعاد المنصهرة. ثم تجذب وحدة السحب (حزام ناعم أو بكرة مسننة) الشريط بسرعة ثابتة متزامنة مع إنتاجية المكبس. هذه الوحدة تحافظ على التوتر المطلوب وتمنع تمدد الشريط.
مرحلة الطباعة والتغطية
مرحلة التحضير للطباعة تشمل تطبيق دهان أساس (برايمر) بالأشعة فوق البنفسجية أو طلاء خلفي، مما يحسن التصاق الحبر بالسطح. يدخل الشريط بعد ذلك في ماكينة الطباعة. تُستخدم عادة رؤوس طباعة UV إنكجت عالية الدقة لرش أنماط نقوش (مثل الخشب) مباشرةً من ملفات رقمية. بعد الطباعة، يُجفف الحبر بسرعة بواسطة مصباح الأشعة فوق البنفسجية.
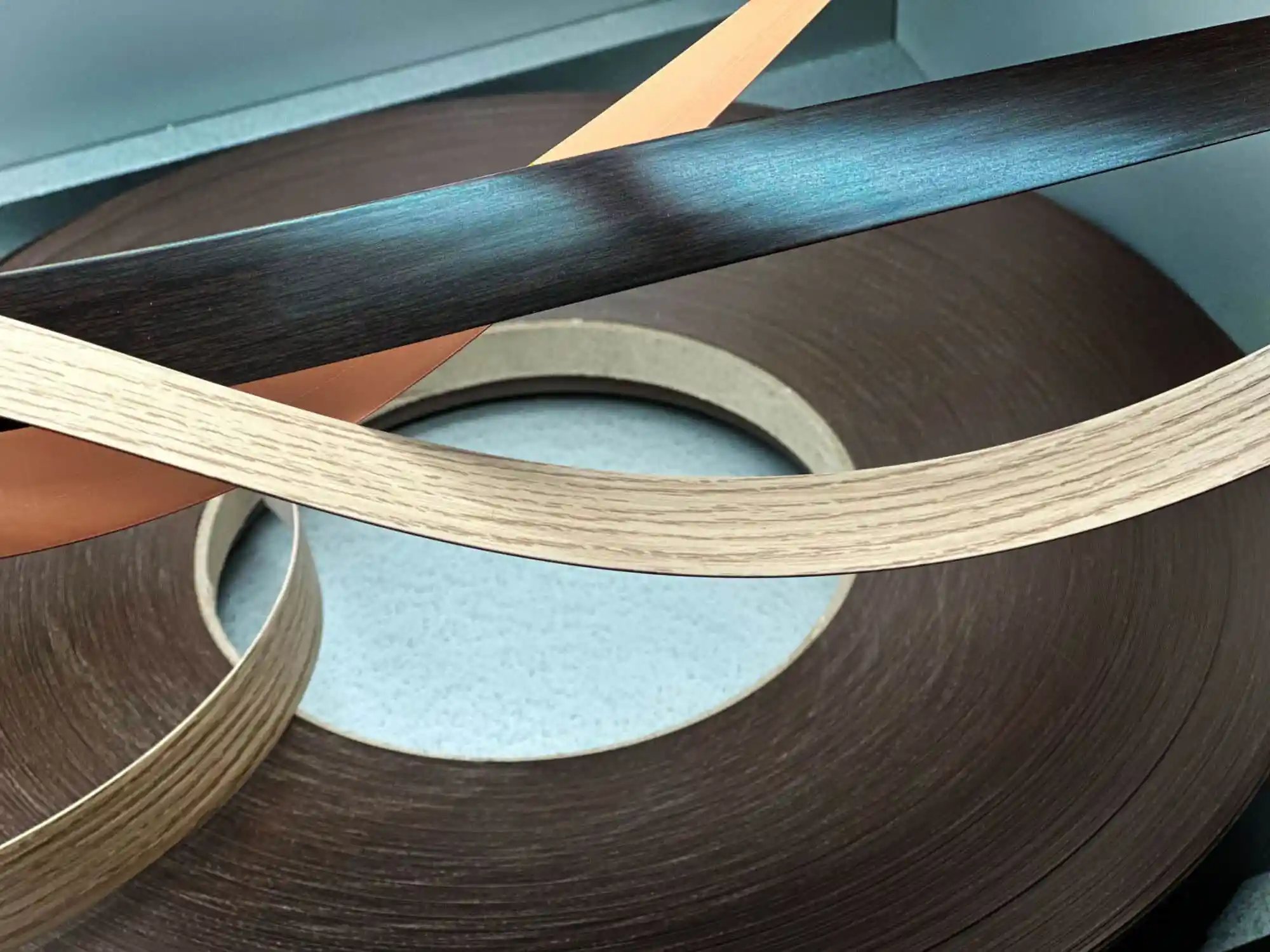
يمكن كذلك إضافة بكرات نقش (خاصة بالخشخشة) تضغط نمطاً نصعياً على السطح، قبل أو بعد الطباعة، لإضفاء ملمس يشبه الخشب. بعد المعالجة، يُلف الشريط المطلي أو المُطبع على بكرات نهائية. إذا كان الشريط منتجاً كصحائف عريضة، تقوم وحدة التقطيع العرضي (Slitter) بقطعها إلى شرائح بعرض نهائي (مثل 19–54 مم).
المواد وتركيبات البلاستيك
الأساس في هذا الخط هو البوليفينيل كلورايد (PVC). يضاف إليه مواد مثل البلاستيكات المرنة (لتوفير الطراوة) والمثبتات (للتحمل الحراري والأشعة فوق البنفسجية) والأصباغ. تستخدم عادة فئات PVC المرن الذي يمكن ثنيه بسهولة. قد يشمل الخط أيضاً إدخال مواد بلاستيكية بديلة مثل ABS أو PP للميزات الخاصة (ABS خالٍ من الكلور، وPP مقاوم كيميائياً). يجب التحكم بدقة في معايير الوصفة مثل نسبة الراتنج والمخلطات لتحقيق خصائص سطحية جيدة وثبات اللون.
المعايير التشغيلية
- سرعة الخط:تصل حتى ~30–35 م/د في النطاق العادي.
- سعة الإنتاج:نحو 600–1600 كغ/24 ساعه لكل جهاز بثق.
- الحرارة:تقسم برميل المكبس عادة إلى 3–4 مناطق حرارة؛ درجتها تتراوح تقريباً بين 160–200°C في المنطقة الأخيرة (عنق البرغي) لضمان صهر جيد. قد يحتاج قالب البثق إلى ضبط حرارته (~50–80°C).
- التوتر:يتم ضبط شد الشريط بواسطة وحدة التحكم في الشد لضمان سمك متناسق.
- تحكم عرض الشريط:أجهزة استشعار ضوئية أو ليزرية ترصد عرض الأشرطة؛ فتقوم وحدات توجيه أو تعديل ألم (die) تلقائياً بتعديل المسار عند الحاجة.
ملاحظة: قمنا بافتراض قيم نمطية لبثق الـPVC من مصادر الصناعة؛ وقد تختلف قيم درجات الحرارة والسرعة على حسب تصميم ماكينة محددة.
مراقبة الجودة
يضم الخط أنظمة مراقبة مستمرة. تقيس أجهزة قياس السماكة سمك الشريط آلياً، وتعدل الفجوة أو سرعة الإخراج إذا نزلت عن الحدود المسموح بها. يتم فحص سطح الشريط بواسطة كاميرات بحث عن عيوب أو تباين لوني. أي شذوذ يُنبه المشغل أو يوقف الخط تلقائياً. قد تُجرى اختبارات مخبرية إضافية (مرونة، شدة) بحسب الحاجة لضمان الجودة النهائية للمنتج.
المنتجات
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
الاستخدامات الشائعة
تُستخدم حواف الـPVC في إنهاء حواف ألواح الأثاث والألواح الخشبية:
- الأثاث المكتبي والمنزلي:أرفف المكاتب، خزائن المطبخ، الخزائن وغيرها، حيث تحسن المظهر وتحمي حواف اللوح من التلف.
- الأبواب والإطارات:لتعزيز مظهر ومتانة حواف الأبواب والنوافذ.
- ديكورات داخلية وتجارية:حواف طاولات العرض والمكاتب التجارية لتحمل الاستخدام الثقيل وتحسين الشكل.
- المركبات والنُزُل المتنقلة:في المقصورة الداخلية للسيارات والكرفانات لتغطية حواف الألواح وحمايتها من الخدوش.
PVC مرغوبة لمقاومتها للرطوبة والمواد الكيميائية الصادرة من الألواح، ولدعمها بمعايير السلامة المضافة (مقاومة الحريق النسبي).
الصيانة والسلامة
الإعداد والتشغيل الآمن: قبل بدء التشغيل، يتم التحقق من إحكام تثبيت جميع الوصلات، وضبط نظام التزييت وتدفق الماء للتبريد، والتأكد من سلامة اللوحات الكهربائية والأمان. يجب ضبط معايير التشغيل (درجة حرارة، سرعة برغي، فجوات المعملفة) طبقاً لمواصفات المنتج.
أثناء التشغيل، يُراقب صوت المكبس وقراءات الضغط ودرجات الحرارة باستمرار. يمنع العمل بأي جسم غريب قرب الأجزاء الدوارة أو حوض التبريد.
بعد الإغلاق، يجب تنظيف المُكبس والبرغي والقوالب فوراً لإزالة أي بلاستيك متصلب (بقايا PVC قد تحرق وتتلف إذا تُركت). تُوضع مواد تشحيم على الأجزاء الدوارة وتُغطى مناطق الحرارة لمنع التآكل.
إجراءات السلامة: يرتدي المشغلون قفازات ونظارات واقية وسترات عمل. عند استخدام طباعة UV، يجب تجنب التعرض المباشر للأشعة واقية خاصة للعينين والجلد. يجب اختبار وفحص أزرار الإيقاف الطارئ والأبواب الواقية دورياً. كما ينبغي تهوية الورشة جيداً لطرد الأبخرة والغازات (مثل الأبخرة الناتجة عن PVC المذاب والمواد البلاستيكية المضافه
التطبيقات
{kind=link}
{kind=link}
{kind=link}
معرض الصور والفيديو
{kind=link}
{kind=link}
{kind=link}
الميزات الرئيسية
| الميزة | تفاصيل المواصفات |
| نوع الموديل | خط طباعة عالي السرعة متعدد الألوان مع طلاء UV |
| المادة القابلة للتصنيع | شرائط حواف PVC، ABS، أو PS |
| عرض الطباعة الفعال | 20 مم – 200 مم (قابل للتخصيص حتى 600 مم) |
| سمك الطباعة | 0.4 مم – 3.0 مم |
| سرعة الإنتاج | 5 – 30 متر/دقيقة (قابلة للتعديل عبر العاكس) |
| عملية الطباعة | طباعة الروتوغرافي (نقشة خشبية، رخامية، أو سادة) |
| عدد الألوان | 1 – 3 ألوان (حسب تكوين المحطات) |
| معالجة السطح | طلاء UV (لمعان عالي، مطفي، أو ساتان) |
| نظام التجفيف | مصابيح UV عالية القدرة + نفق تسخين IR |
| نظام التحكم | شاشة تعمل باللمس PLC (واجهة HMI) |
منتجات مشابهة
-
 خطوط البثق الكاملة
خطوط البثق الكاملةخط بثق وتحبيب WPC/WPE
-
 خطوط البثق الكاملة
خطوط البثق الكاملةمقدمة لألواح الحائط WPC و SPC
-
 خطوط البثق الكاملة
خطوط البثق الكاملةPC خط إنتاج ألواح البولي كربونات المموجة
-
 خطوط البثق الكاملة
خطوط البثق الكاملةPC خط إنتاج ألواح البولي كربونيت الصلبة