90/26 Parallel Twin-Screw Barrel
90/26 Parallel Twin-Screw Barrel
Discover the 90/26 parallel twin-screw extrusion barrel: 90 mm diameter, L/D 26, nitrided alloy steel with chrome plating. Ideal for PVC, WPC, and more. Learn about throughput (~200–250 kg/h), wear resistance, and maintenance best practices (e.g. 0.2–0.3 mm wear limit). Read our detailed analysis and spec table.
Category -> Machines and Spare Parts
Description
Introduction
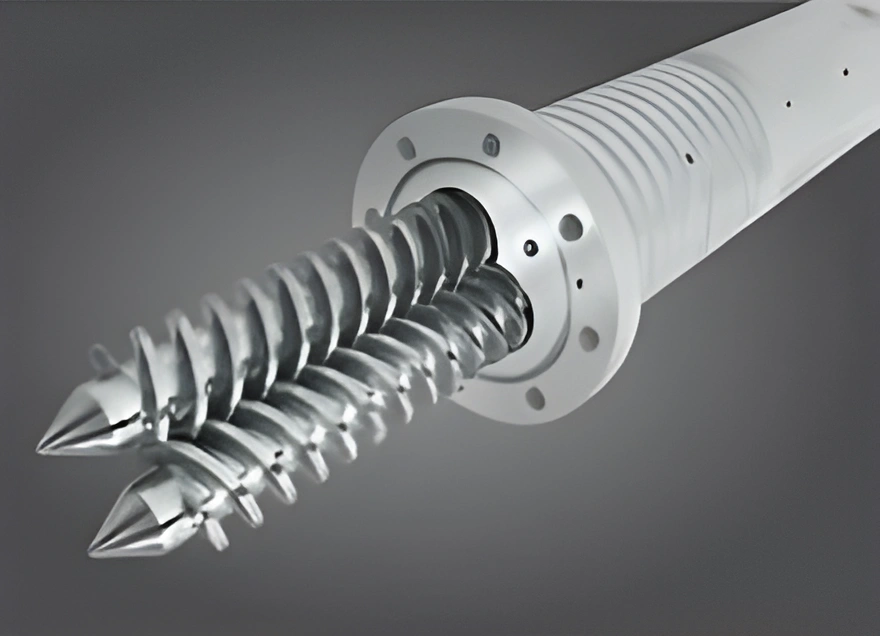
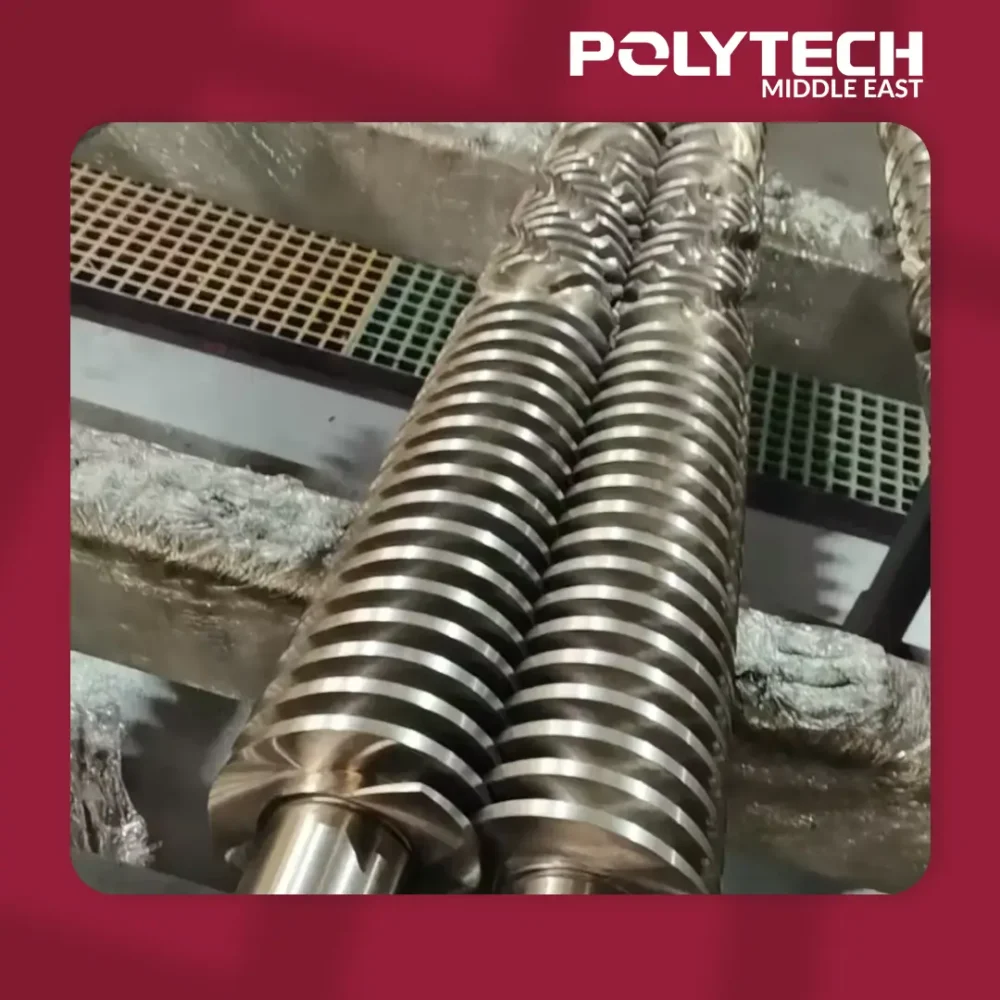
Parallel twin-screw extruders are a standard for efficient polymer compounding and extrusion. In a 90/26 barrel, two 90 mm-diameter screws intermesh in a common barrel of length ≈2340 mm (L/D 26:1). This geometry creates strong shear and mixing, enabling high throughput and uniform melt (much higher than a similar single-screw). These barrels divide into independently-heated zones (feed, transition, metering), allowing precise temperature control. They are widely used in PVC and polyolefin processing, composite board manufacture, and any application requiring intensive mixing of fillers or additives.
Primary application challenge:
Industries need consistent high output and pure, homogeneous blends (e.g. PVC with fillers) while controlling wear on the equipment. A 90/26 twin-screw barrel addresses this by balancing throughput and precision. For instance, KraussMaffei’s KMD 90-26 (L/D 26) is rated ~150–300 kg/h for PVC profiles. We assume similar generic barrels can achieve ~200–250 kg/h with water-cooled barrels and 30–40 rpm screws (co-rotating) (assumption; confidence: medium). Problem areas include screw/barrel wear (from abrasive materials) and heat buildup (necessitating effective cooling).
Advantages and Competitive Factors
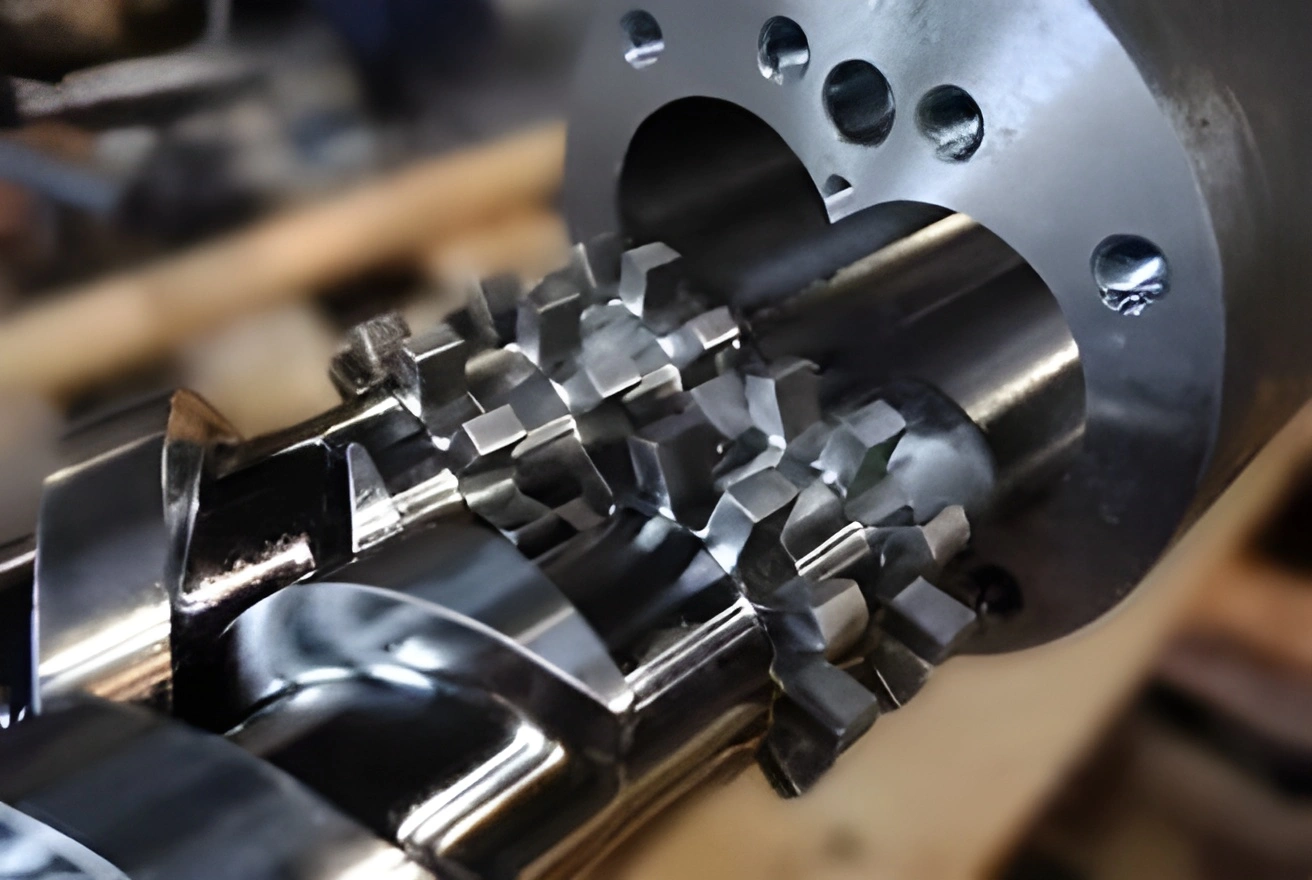
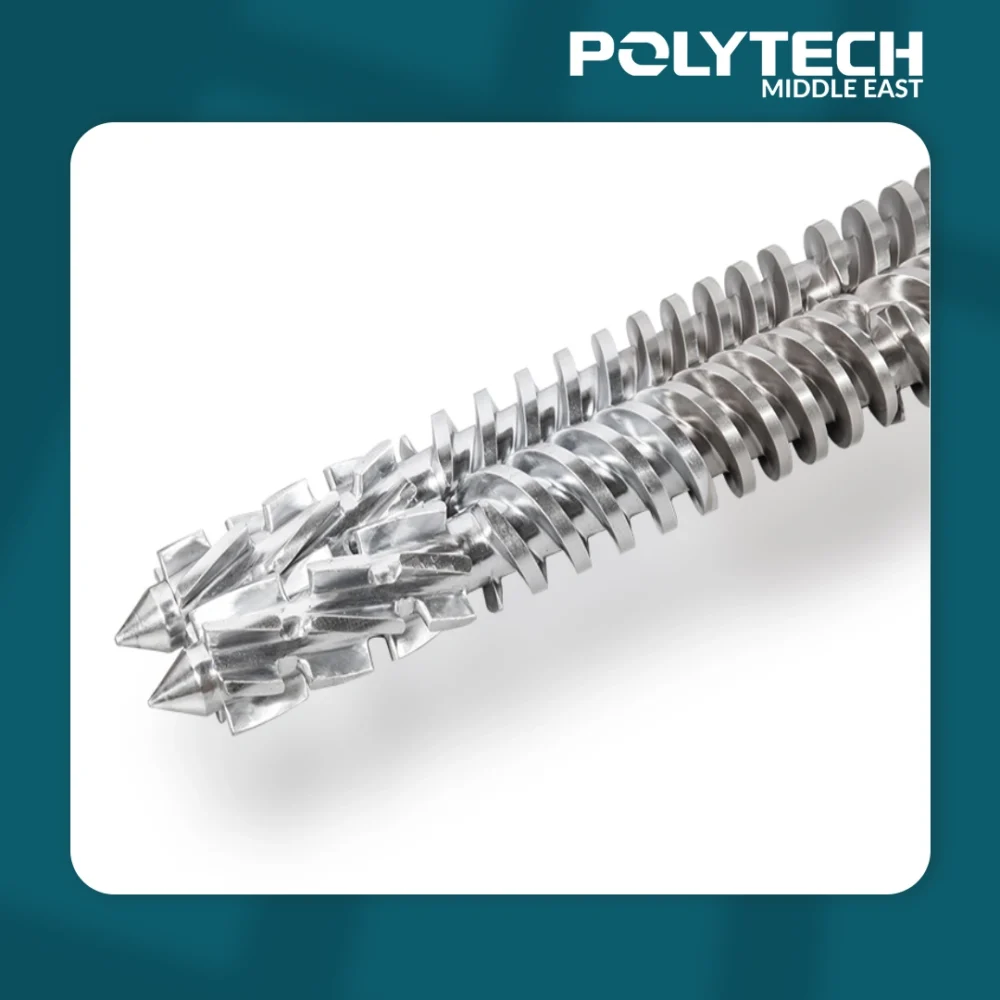
- Superior Mixing & Throughput: Intermeshing twin screws deliver self-wiping action – each screw transfers melt to the other channel, creating intensive distributive and dispersive mixing. Result: finer melt homogenization and up to 30–50% higher throughput than single-screw for similar motor power.
- High Wear Resistance: Use of nitride-treated alloy steel and surface coatings yields a long service life even with abrasive materials. This reduces downtime and total cost of ownership (TCO).
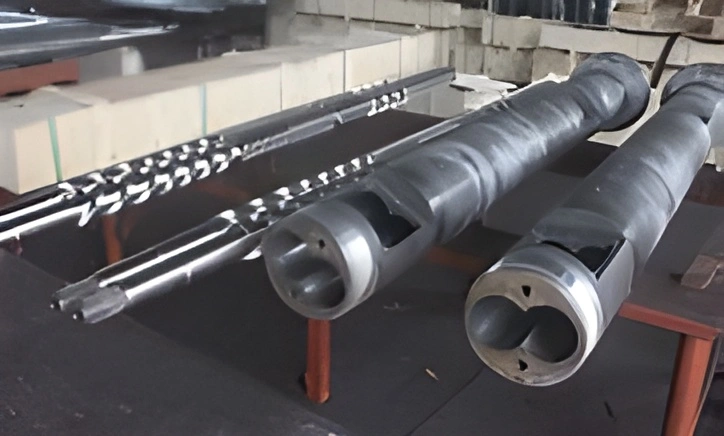
- Modular Screw Design: Screws can be reconfigured with mixing/kneading elements. Manufacturers typically allow customization of the screw profile to the customer’s process (e.g. more shear for PVC compounding).
- Temperature Control: Multi-zone heating/cooling in the barrel ensures precise melt temperature profile. Stable barrel zones prevent degradation or hotspots, vital for PVC (sensitive to overheat).
- Scalability: The 26:1 L/D ratio is a compromise: long enough for thorough melting, yet compact to fit in moderate laborspace. Modular barrel sections (feed, vent, metering) can be swapped or extended (assumption based on common design).
- Reliability: Well-established design backed by decades of use. Our assumption (confidence: medium) is that a 90/26 barrel can exceed 20,000 h before major overhaul if properly maintained, based on similar twin-screw machines.
Differentiators:
- Compared to conical (tapered) twins, the 90/26 has a uniform diameter, giving simpler construction and lower cost. Conical designs (like KMD35/40) push higher torque but at greater complexity.
- Compared to counter-rotating twins, co-rotating allows much higher screw speed and output.
- Advanced suppliers may offer barrel liners (stainless or special alloys) for corrosion (e.g. PVC with chlorine).
Installation, Maintenance, and Support
Proper installation and upkeep are critical. Key points:
- Installation: Align barrel sections with rigid frame. Ensure barrel is level and screws are precisely fitted. Leak-free flange connections and robust support bearings are required (assumed, common practice). Water cooling circuits must be tested for no leaks.
- Startup Checks: Verify that screw flights rotate without interference, and check for smooth movement. Calibrate temperature controllers for each zone. Run the barrel “dry” at low speed to ensure motor and gearbox are functioning. (Assumption: follow OEM commissioning procedures.)
- Routine Maintenance (see Table): Regular cleaning of the feed hopper, vent holes, and extruder die is essential to prevent build-up. Lubricate gears and bearings per schedule. Monitor motor load and barrel temperatures.
- Wear Monitoring: Inspect the gap between screw flights and barrel ID every few hundred hours. Warning sign: if plastic begins slipping on screws or melt quality degrades, check clearances. Repairs (re-chroming) are justified when wear ~0.2–0.3 mm. Replacement of the barrel is recommended if wear exceeds ~0.5 mm (assumption based on cylinder reline practice; confidence: medium).
- Spare Parts: Keep critical spares on hand: thermocouples, heating bands, high-load bearings, and at least one matching screw or barrel section. High-volume operations may stock a full spare barrel liner.
- Staff Training: Operators should be trained to recognize signs of wear or overheating (see FAQs). Record keeping of uptime, maintenance actions, and material batches helps trace issues.
- Safety: Standard extruder safety interlocks must be used. High-pressure sections and hot barrels require guarding. Degassing vents should have exhaust extraction if processing PVC.
Procurement, Customization & Support
Lead Time: Custom twin-screw barrels are made-to-order. Typical manufacturing lead time is roughly 6–12 weeks (estimate based on OEM lead times for high-alloy extruder barrels; not specifically sourced). Factors: barrel length (26 D is long), heat-treatment cycles (nitriding, quench), and quality inspections. Expedited options may be available at higher cost (assumption; confidence low).
Warranty: Standard warranties cover manufacturing defects (e.g. metallurgical flaws) for ~12 months after delivery (estimate). They generally exclude wear/erosion. Extended warranty or service contracts may be offered by some suppliers.
Customization: Buyers should specify: screw configuration (e.g. kneading vs mixing elements), venting requirements (number of vacuum ports), desired materials (e.g. stainless liners for corrosive compounds), and connection flanges (to match their extruder). A qualified supplier will verify compatibility with the extruder’s gearbox and motor.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Applications and Use Cases
90/26 twin-screw barrels excel in applications requiring intensive mixing and high output. Key use cases include:
- PVC Pipe and Profile Extrusion: High-volume PVC compounding (rigid PVC) often uses a counter-rotating twin-screw with venting, but co-rotating 90/26 machines also process filled PVC efficiently. Multiple vent zones can remove hydrogen chloride from PVC.
- Wood-Plastic Composite (WPC) Boards: Dense loads of wood flour or calcium carbonate require strong mixing. The intermeshing screws ensure uniform dispersion of fibers/additives. Throughput gains over single-screws translate to higher board line speed.
- Cable and Wire Jacketing: Compounding of PVC or TPE compounds with fillers for insulation. High shear mixing assures dispersion of pigments/fillers, and precise length control is possible.
- Film or Sheet Lamination: Producing compounds for co-extruded films (e.g. multi-layer roofing or geomembrane). The twin-screw ensures homogeneity of layer composition.
- Pelletizing Lines: Compounding operations feed pelletizers; the twin-screw barrel provides a stable melt and venting for volatile removal.
Use-Case Example: A flooring manufacturer inserts a 90/26 co-rotating barrel in a WPC line. The enhanced mixing yields uniform color and mechanical properties, increasing line throughput by 30%. Reduced scrap and consistent melt flow improve yield (incentive). If wear occurs faster than expected (risk), production scheduling can be adjusted (mitigation).
Applications
Gallery
{kind=link}
{kind=link}
{kind=link}
Main Features
| Feature | Specification |
| Screw diameter | 90 mm (3.54″) |
| Length (L/D) | ~2340 mm (26 × D) |
| Center distance | ~90 mm (parallel design) |
| Barrel material | Alloy steel (e.g. 38CrMoAlA, SKD61) |
| Surface treatment | Deep nitriding (~0.5–0.8 mm) + hard chrome (0.05–0.1 mm) |
| Hardness (barrel interior) | ~HRC 58–62 (nitrided & quenched) |
| Coating/Bushing | (option) High-chrome or bimetallic liner |
| Barrel ID tolerance | ±0.001″ per inch (~±0.025 mm/in) |
| Straightness tolerance | ±0.001″/inch (~0.025 mm/25 mm) |
| Concentricity tolerance | ±0.001″ (~±0.025 mm) |
| Throughput (PVC profile) | ~150–300 kg/h (we use ~200–250 kg/h) |
| Drive power | ~33–60 kW |
| Screw speed | up to ~20–40 rpm (depending on design) |
| Cooling | Internal water/air cooling (multi-zone) |
| Configuration | Parallel, co-rotating intermeshing screws |
Related products
-
 Machines and Spare Parts
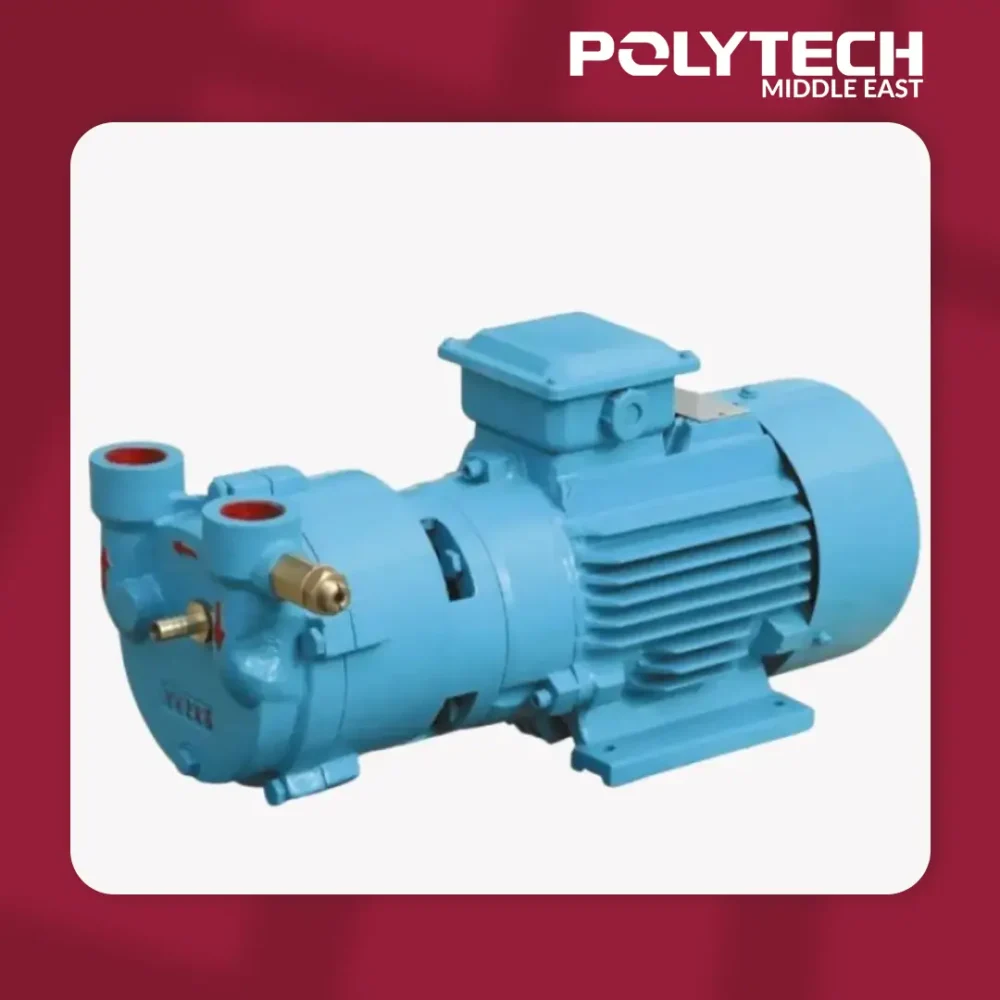
Machines and Spare Parts2.2kw Vacuum Pumps for Plastic Extrusion Line
-
 Machines and Spare Parts
Machines and Spare Parts68/25 Parallel Twin Screw Barrel
-
 Machines and Spare Parts
Machines and Spare Parts80/156 Conical Twin Screw Barrel
-
 Machines and Spare Parts
Machines and Spare Parts80/173 PVC Conical Twin-Screw Barrel