80/173 PVC Conical Twin-Screw Barrel
80/173 PVC Conical Twin-Screw Barrel
Discover the 80/173 twin conical PVC screw barrel—designed for high-efficiency PVC extrusion. Learn about its durable steel construction, performance benefits, applications, maintenance tips, and technical specifications.
Category -> Machines and Spare Parts
Description
Introduction
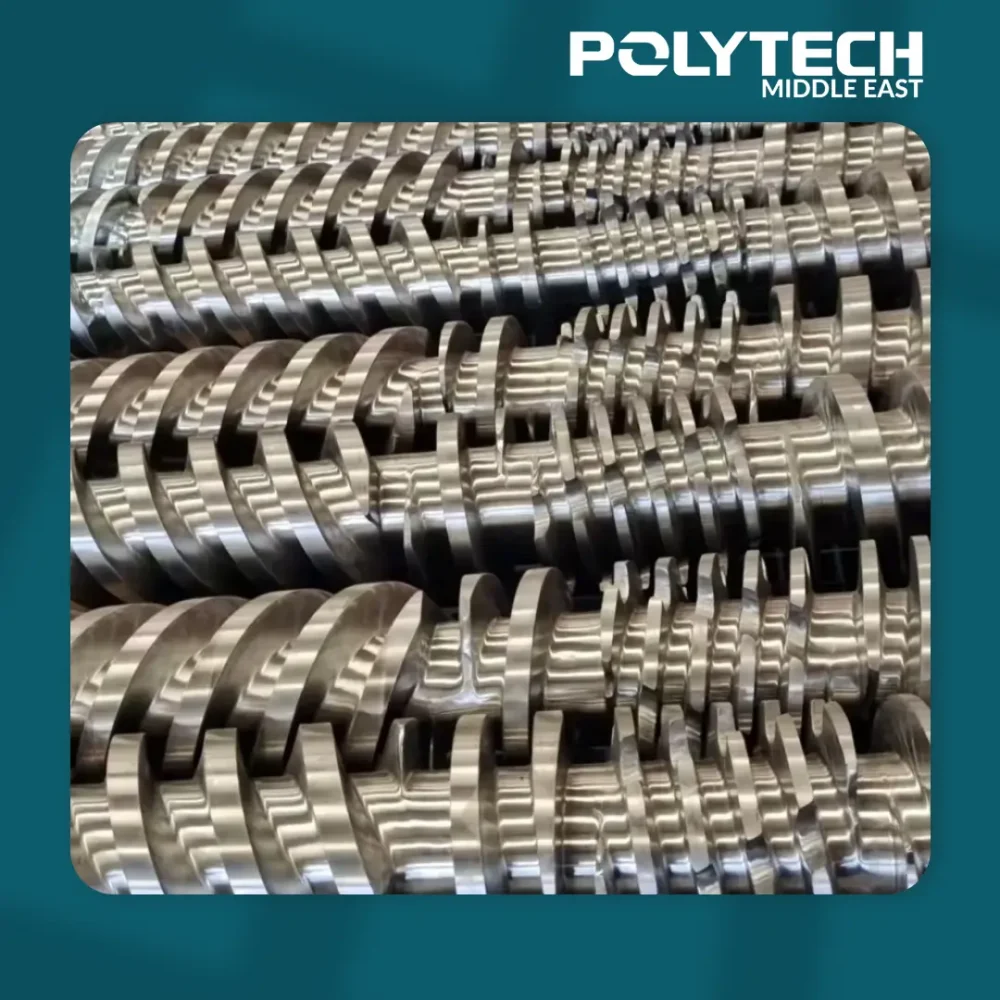
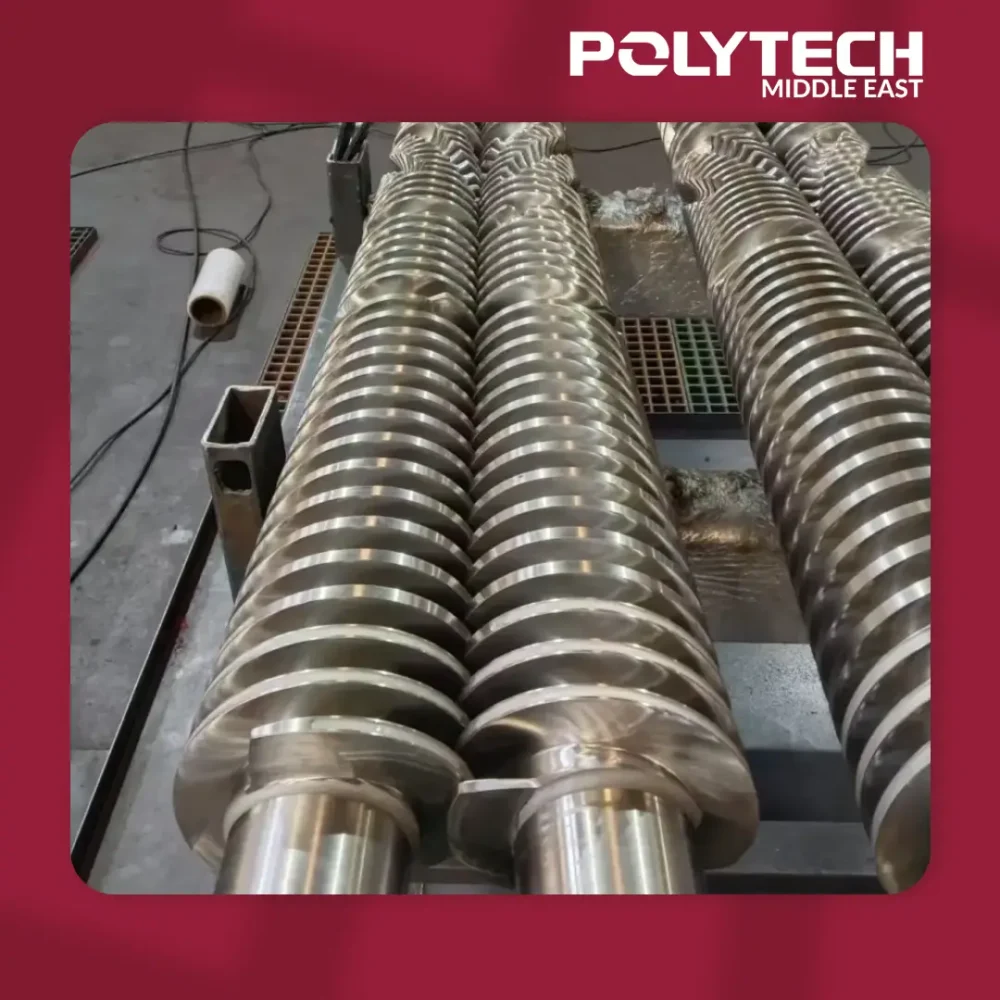
The 80/173 conical twin screw barrel is a precision extruder component used in rigid PVC pipe, profile, and sheet production. Its designation “80/173” refers to an 80 mm feed-end screw diameter expanding to 173 mm at the discharge end, yielding a high compression ratio for thorough melting and mixing. Constructed from wear-resistant alloy steels (typically 38CrMoAlA, JIS SACM645) with advanced surface treatments, this barrel withstands the abrasive, corrosive nature of PVC compounds. The twin-conical (tapered counter-rotating) design ensures uniform pressure distribution and superior mixing compared to single-screw barrels. This results in consistent melt quality, high throughput, and energy-efficient extrusion – critical for high-output PVC manufacturing.
The 80/173 PVC screw barrel maintains tight tolerances (straightness ~0.015 mm/m, surface roughness Ra0.4 μm) and is typically nitrided or coated. For example, 38CrMoAlA steel barrels are nitride-hardened to about HRC56–58 for enhanced wear resistance. Optional bimetallic or hard-chrome layers further boost abrasion and corrosion resistance (alloy layers ≥2–3 mm thick, HRC60+). These treatments extend service life under heavy-duty operation. Table 1 below summarizes key specifications for the 80/173 twin screw barrel.
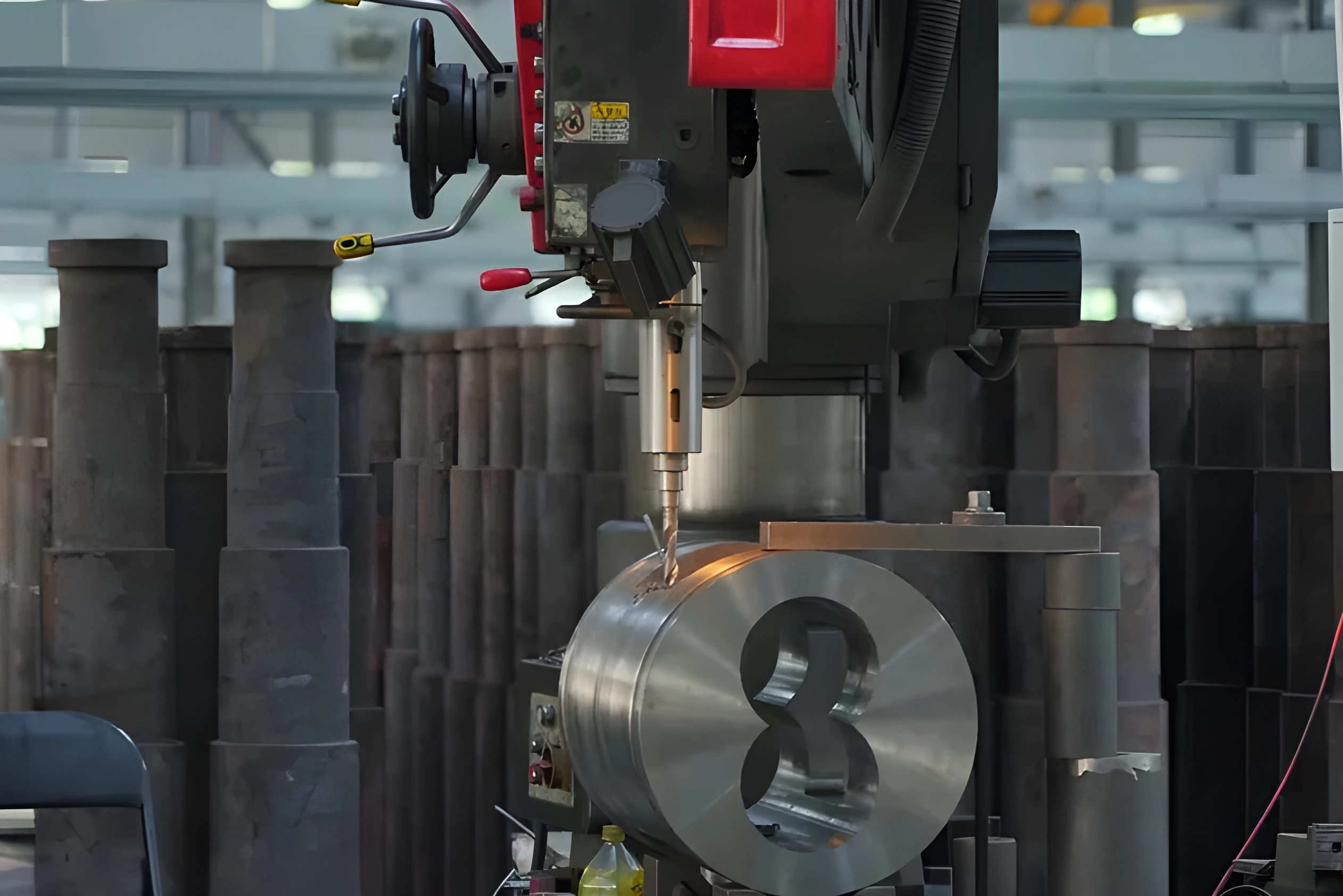
materials and construction
This conical twin-screw barrel’s materials and construction are optimized for PVC extrusion. Both the screw and the barrel are commonly made from alloy steels such as 38CrMoAlA, SKD-61, or 42CrMo (AISI 4140), often in rolled or forged forms for uniform toughness. Advanced manufacturing techniques (precision CNC milling, plasma alloy coating, and high-frequency quenching) produce tight dimensional accuracy and a hard wear-resistant surface. Nitriding creates a hard case layer (~0.5–0.8 mm depth) with Rockwell hardness ~HRC57–65. For the highest abrasion resistance, a bimetallic insert (e.g. a 2–3 mm layer of tungsten-carbide-rich alloy) can be inlaid by centrifugal casting, yielding surface hardness up to HRC70. These features allow the barrel to handle abrasive additives (e.g. calcium carbonate filler) and chlorinated PVC without rapid wear.
performance benefits
The performance benefits of the 80/173 twin conical design are significant. Counter-rotating screws provide both distributive and dispersive mixing, producing a homogeneous melt even with complex PVC formulations. The tapering geometry generates a high compression ratio, fully plasticizing rigid PVC at lower energy cost. Multiple zones (solid conveying, melting, metering) can be tailored by varying screw pitch and depth, controlling pressure and temperature uniformly along the barrel. The robust design delivers high throughput and process stability: the large discharge diameter (173 mm) yields rapid output while maintaining consistent pressure, ideal for high-volume PVC pipe or profile extrusion lines. In addition, many conical twin barrels include vent/exhaust ports to remove volatiles, further improving melt quality. Overall, this barrel improves mixing efficiency and surface finish of final products, while reducing downtime through long wear life.
The 80/173 barrel is compatible with most major PVC extrusion machines that use conical twin screws. It is often specified as a replacement or upgrade for international-brand extruders (e.g. Cincinnati, Battenfeld) without naming them. PVC applications include:
- PVC Pipe Extrusion: Produces pressure-rated pipes (drain, conduit) with uniform wall thickness. The twin screw action blends additives and plasticizer evenly, yielding pipes that resist internal pressure and impact.
- PVC Profile Extrusion: Used for rigid profiles (window/door frames, trim). The barrel’s uniform heat distribution prevents degradation, ensuring smooth surfaces and precise dimensions.
- PVC Sheet and WPC Board: Extruding flat sheets or wood-plastic composite planks. High shear mixing handles wood fibers/fillers, yielding dense boards with minimal voids.
- CPVC/UPVC Compounding: Handles CPVC’s higher processing temperature and additives (fire retardants, UV stabilizers) with stable melting.
- Recycling & Granulation: Suitable for reprocessing PVC scrap or pelletizing, where uniform mixing of mixed-resin feedstock is needed.
Installation & Maintenance:
Proper installation and upkeep extend barrel life. Start by purging all material and cooling the extruder. Remove the old barrel and thoroughly clean the cylinder and screw channels. Inspect both screw and barrel for wear or pitting. Lubricate threads and mating surfaces lightly before assembly. Install the new 80/173 screw and barrel, aligning accurately and torquing connection bolts to spec. Reconnect heating elements or cooling circuits. Perform a gradual test run with PVC, monitoring output rate, pressure, and melt temperature. After break-in, regular maintenance steps include: cleaning the screw after each batch, inspecting nitrided layers for bluing, checking tightness of adapters, and verifying the barrel’s straightness.
Troubleshooting:
Common issues with extruder barrels involve uneven flow, high torque, or product defects. If discharge is erratic or output falls off, check for wear on the screw flights or deposited material inside the barrel. Discoloration or excessive motor load may indicate over-temperature or a clogged die. Ensure cooling water jackets (if present) are working and that the barrel’s vent ports are not blocked. If wall thickness varies, verify the feed rate and screw speed are correct and the screw geometry matches the polymer’s needs. Any sudden performance drop usually signals barrel or screw wear; addressing it promptly (by regrinding or replacing the worn components) avoids scraped batches and costly downtime. Regular inspections and following the maintenance flowchart above prevent most problems.
Purchasing Considerations:
When sourcing an 80/173 screw barrel, choose a supplier that provides full technical data (e.g. material certifications, hardness tests) and after-sales support. Barrels may be supplied as a complete screw–barrel set or separately. Decide based on need: replacing just the barrel can save cost if the screw is still in good condition. Ensure the new barrel is engineered to fit the specific extruder model (even without branding, matching dimension and L/D). Verify the heat treatment process (nitride vs. bimetallic), since higher alloy or harder coatings cost more but pay off in abrasive environments. Also consider delivery time: some vendors stock popular sizes for quick shipment, while custom orders (especially for tungsten-alloy barrels) can take weeks. Finally, compare warranty and service terms; longer support periods (e.g. 6+ months) give confidence in quality. Investing in a properly specified 80/173 twin screw barrel will improve line efficiency and reduce long-term costs.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Applications
Gallery
{kind=link}
{kind=link}
{kind=link}
Main Features
| Specification | Value |
| Screw diameter (feed end) | 80 mm |
| Screw diameter (discharge) | 173 mm |
| Length-to-Diameter (L/D) | ~21.6 (varies by design, typical range 20–25) |
| Base Material (Screw/Barrel) | 38CrMoAlA (JIS SACM645) or equivalent hardened steel |
| Surface Hardening | Nitriding (case depth 0.50–0.80 mm, hardness HRC56–58) |
| Alternate Coatings | Hard Chrome or Bimetal alloy (e.g. Ni/Co or WC-based) |
| Compression Ratio | High (due to tapered design) – enhances melting and compounding |
| Flow Control | Intermeshing counter-rotating screws ensure uniform melt and mixing |
| Tolerance (Straightness) | ≤0.015 mm/m |
| Surface Finish (Ra) | ~0.4 μm |
Related products
-
 Machines and Spare Parts
Machines and Spare Parts2.2kw Vacuum Pumps for Plastic Extrusion Line
-
 Machines and Spare Parts
Machines and Spare Parts55/120 Conical Twin Screw Barrel
-
 Machines and Spare Parts
Machines and Spare Parts2.35 kW Vacuum Pump
-
 Machines and Spare Parts
Machines and Spare Parts92/188 Conical Twin-Screw Barrel