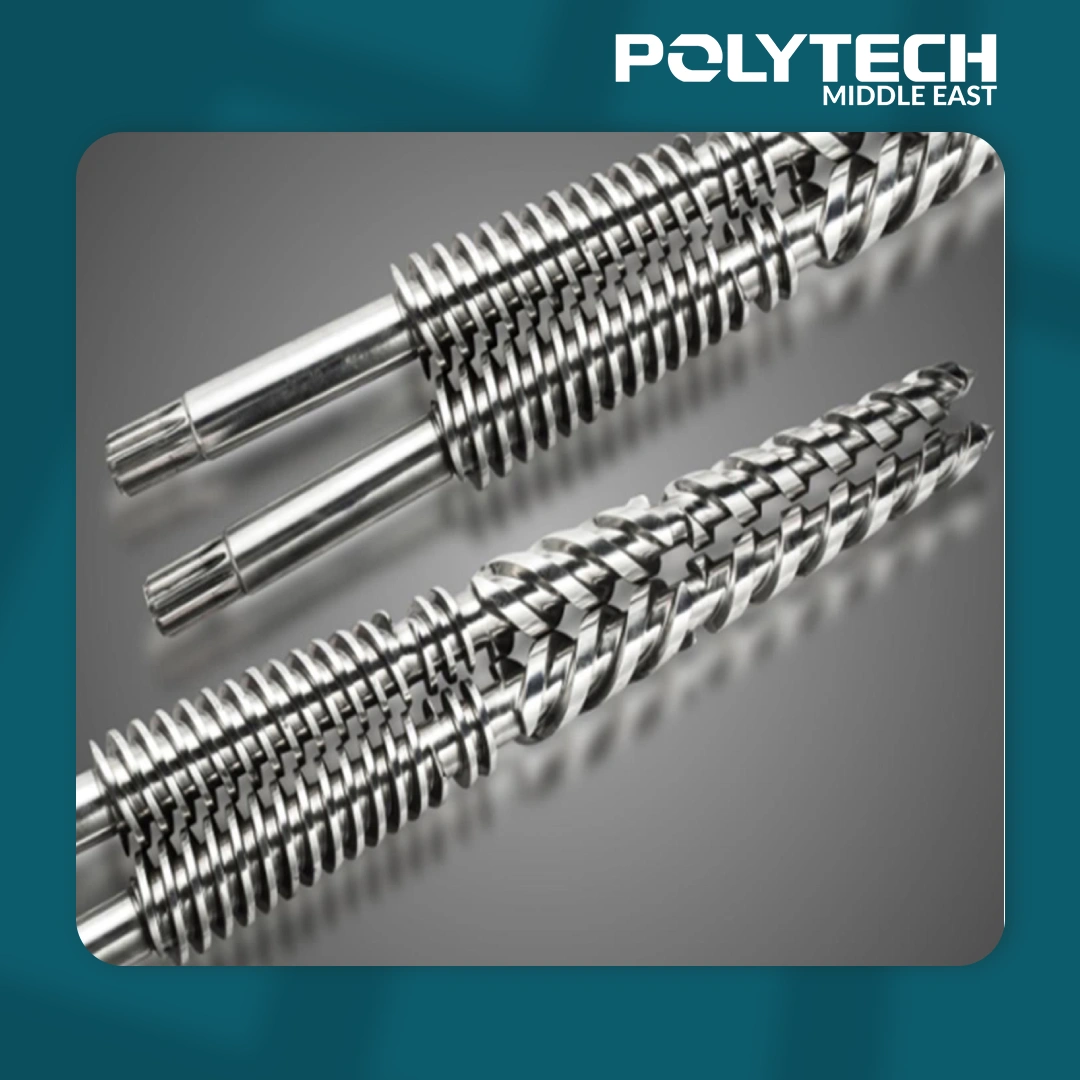
Barillet à double vis conique 80/173 pour PVC
Découvrez le barillet à double vis conique 80/173 pour PVC, conçu pour une extrusion de PVC à haute efficacité. Renseignez-vous sur sa construction en acier durable, ses avantages en termes de performances, ses applications, ses conseils d’entretien et ses spécifications techniques.
Category -> Machines et pièces détachées
Description
Introduction
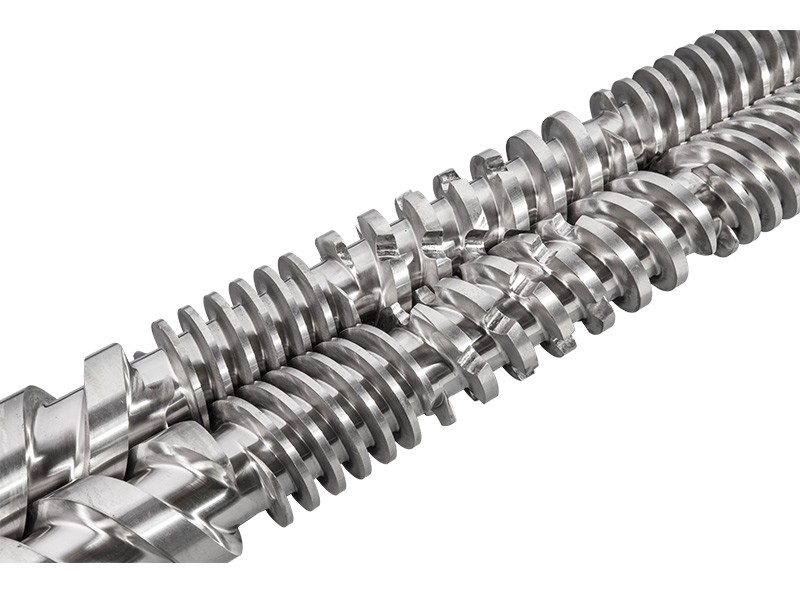
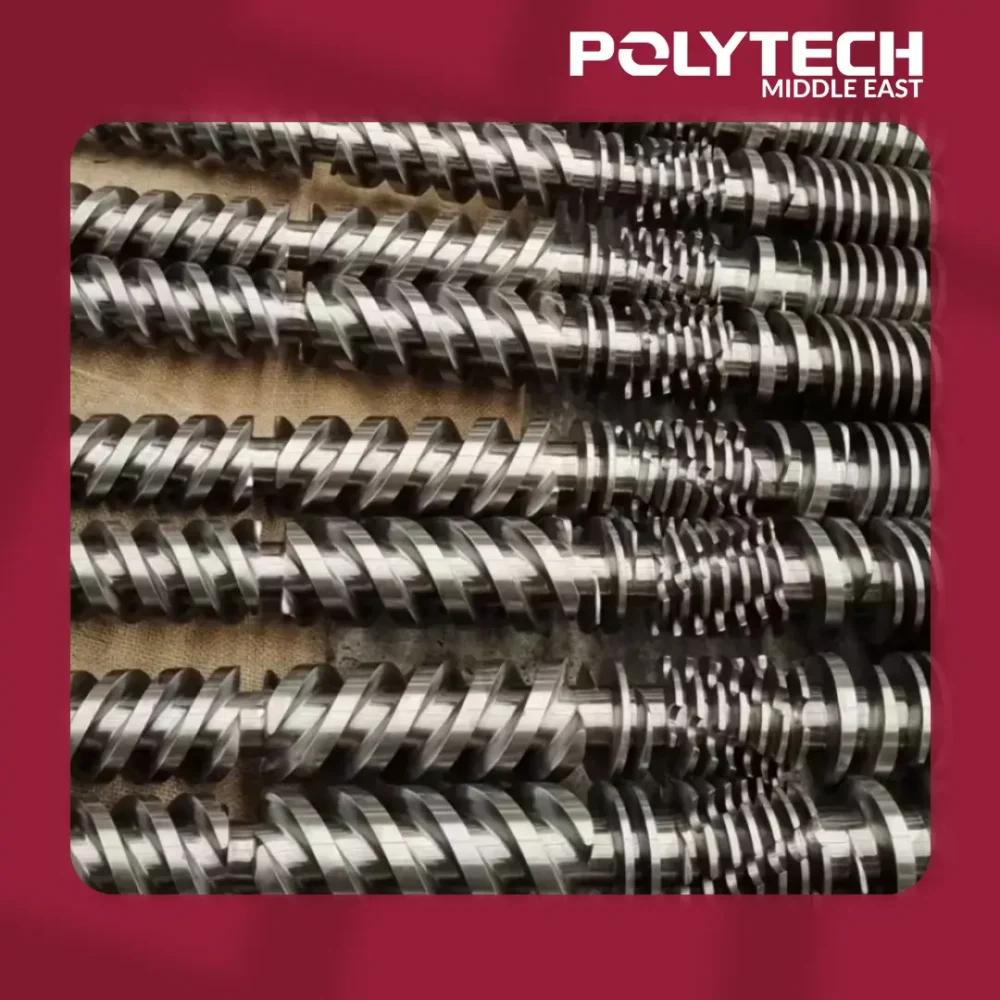
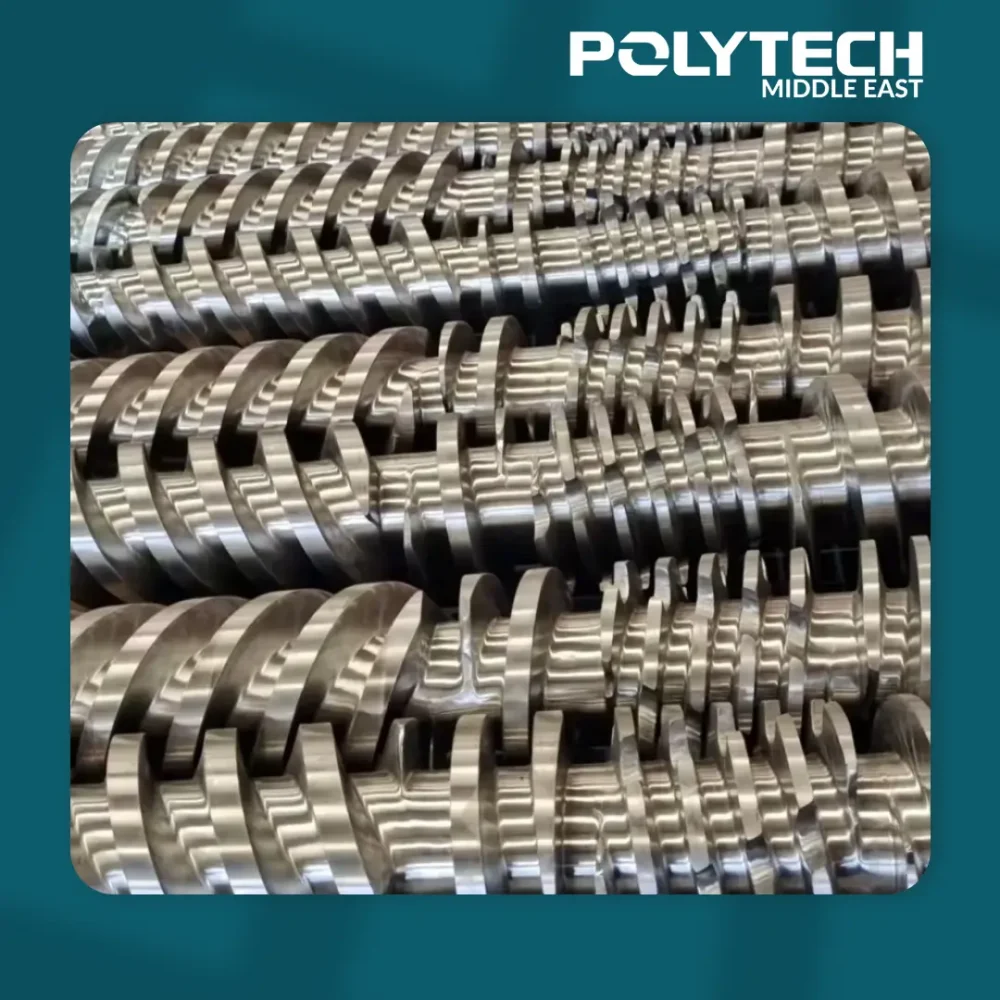
Le barillet à double vis conique 80/173 est un composant d’extrudeuse de précision utilisé dans la production de tubes, de profilés et de feuilles en PVC rigide. Sa désignation « 80/173 » fait référence à un diamètre de vis de 80 mm côté alimentation qui s’élargit à 173 mm côté décharge, offrant un taux de compression élevé pour une fusion et un mélange approfondis. Construit à partir d’aciers alliés résistants à l’usure (généralement 38CrMoAlA, JIS SACM645) avec des traitements de surface avancés, ce barillet résiste à la nature abrasive et corrosive des composés de PVC. La conception double conique (conique contra-rotative) assure une distribution uniforme de la pression et un mélange supérieur par rapport aux barillets à simple vis. Cela se traduit par une qualité de masse fondue constante, un débit élevé et une extrusion économe en énergie, ce qui est essentiel pour la fabrication de PVC à haut rendement.
Le barillet de vis en PVC 80/173 maintient des tolérances strictes (rectitude ~0,015 mm/m, rugosité de surface Ra 0,4 μm) et est généralement nitruré ou revêtu. Par exemple, les barillets en acier 38CrMoAlA sont durcis par nitruration à environ HRC 56 – 58 pour une meilleure résistance à l’usure. Des couches optionnelles bimétalliques ou en chrome dur augmentent encore la résistance à l’abrasion et à la corrosion (couches d’alliage ≥ 2 – 3 mm d’épaisseur, HRC 60+). Ces traitements prolongent la durée de vie en fonctionnement intensif. Le tableau 1 ci-dessous résume les spécifications clés pour le barillet à double vis 80/173.
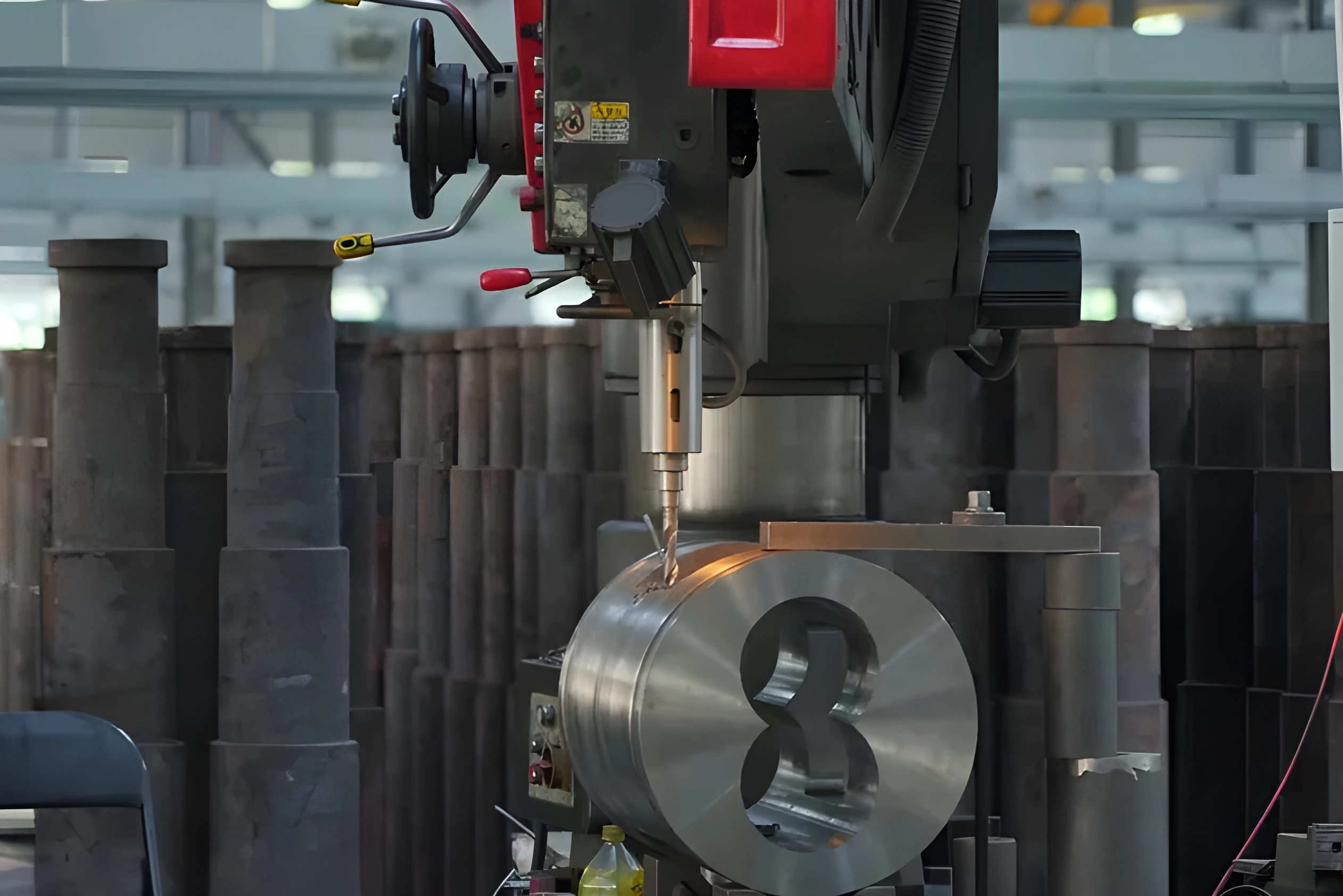
Matériaux et construction
Les matériaux et la construction de ce barillet à double vis conique sont optimisés pour l’extrusion de PVC. La vis et le barillet sont couramment fabriqués à partir d’aciers alliés tels que le 38CrMoAlA, le SKD-61 ou le 42CrMo (AISI 4140), souvent sous forme laminée ou forgée pour une ténacité uniforme. Les techniques de fabrication avancées (fraisage CNC de précision, revêtement d’alliage au plasma et trempe à haute fréquence) produisent une précision dimensionnelle stricte et une surface dure et résistante à l’usure.
La nitruration crée une couche de cémentation dure (~0,5–0,8 mm de profondeur) avec une dureté Rockwell d’environ HRC 57 – 65. Pour la résistance à l’abrasion la plus élevée, un insert bimétallique (par exemple une couche de 2 à 3 mm d’alliage riche en carbure de tungstène) peut être incrusté par coulée centrifuge, offrant une dureté de surface allant jusqu’à HRC 70. Ces caractéristiques permettent au barillet de traiter des additifs abrasifs (par exemple, charge de carbonate de calcium) et du PVC chloré sans usure rapide.
Avantages en termes de performances
Les avantages en termes de performances de la conception double conique 80/173 sont importants. Les vis contra-rotatives fournissent un mélange à la fois distributif et dispersif, produisant une masse fondue homogène même avec des formulations de PVC complexes. La géométrie effilée génère un taux de compression élevé, plastifiant complètement le PVC rigide à un coût énergétique inférieur. Plusieurs zones (transport des solides, fusion, dosage) peuvent être adaptées en faisant varier le pas et la profondeur de la vis, contrôlant uniformément la pression et la température le long du barillet.
La conception robuste offre un débit élevé et une stabilité de processus : le grand diamètre de décharge (173 mm) permet une production rapide tout en maintenant une pression constante, ce qui est idéal pour les lignes d’extrusion de tubes ou de profilés en PVC à grand volume. De plus, de nombreux barillets doubles coniques incluent des orifices de ventilation/d’échappement pour éliminer les substances volatiles, améliorant encore la qualité de la masse fondue. Globalement, ce barillet améliore l’efficacité du mélange et la finition de surface des produits finaux, tout en réduisant les temps d’arrêt grâce à une longue durée de vie.
Applications
Le barillet 80/173 est compatible avec la plupart des grandes machines d’extrusion de PVC qui utilisent des doubles vis coniques. Il est souvent spécifié comme pièce de rechange ou de mise à niveau pour les extrudeuses de marques internationales (par ex. Cincinnati, Battenfeld) sans les nommer. Les applications PVC comprennent :
- Extrusion de tubes en PVC : Produit des tubes résistant à la pression (drain, conduit) avec une épaisseur de paroi uniforme. L’action de la double vis mélange les additifs et le plastifiant de manière uniforme, produisant des tubes qui résistent à la pression interne et aux chocs.
- Extrusion de profilés en PVC : Utilisé pour les profilés rigides (cadres de fenêtres/portes, garnitures). La distribution uniforme de la chaleur du barillet empêche la dégradation, assurant des surfaces lisses et des dimensions précises.
- Feuilles en PVC et panneaux WPC : Extrusion de feuilles plates ou de planches en composite bois-plastique. Le mélange à fort cisaillement traite les fibres de bois/charges, produisant des panneaux denses avec un minimum de vides.
- Composition de CPVC/UPVC : Gère la température de traitement plus élevée du CPVC et les additifs (ignifugeants, stabilisateurs UV) avec une fusion stable.
- Recyclage et granulation : Convient au retraitement des déchets de PVC ou à la granulation, où un mélange uniforme de matières premières en résine mixte est nécessaire.
Installation et entretien
- Une installation et un entretien appropriés prolongent la durée de vie du barillet.
- Commencez par purger tout le matériel et refroidir l’extrudeuse.
- Retirez l’ancien barillet et nettoyez soigneusement le cylindre et les canaux de la vis.
- Inspectez la vis et le barillet pour détecter toute trace d’usure ou de piqûre.
- Lubrifiez légèrement les filetages et les surfaces de contact avant l’assemblage.
- Installez la nouvelle vis et le nouveau barillet 80/173, en les alignant avec précision et en serrant les boulons de connexion selon les spécifications.
- Reconnectez les éléments chauffants ou les circuits de refroidissement.
- Effectuez un test de fonctionnement progressif avec du PVC, en surveillant le débit, la pression et la température de la masse fondue.
- Après le rodage, les étapes d’entretien régulier comprennent : le nettoyage de la vis après chaque lot, l’inspection des couches nitrurées pour détecter le bleuissement, la vérification du serrage des adaptateurs et la vérification de la rectitude du barillet.
Dépannage
- Les problèmes courants avec les barillets d’extrudeuse impliquent un écoulement irrégulier, un couple élevé ou des défauts de produit.
- Si la décharge est erratique ou si le rendement diminue, vérifiez l’usure des filets de la vis ou la présence de matière déposée à l’intérieur du barillet.
- Une décoloration ou une charge motrice excessive peut indiquer une surchauffe ou une filière bouchée.
- Assurez-vous que les chemises d’eau de refroidissement (si présentes) fonctionnent et que les orifices de ventilation du barillet ne sont pas bloqués.
- Si l’épaisseur de la paroi varie, vérifiez que la vitesse d’alimentation et la vitesse de la vis sont correctes et que la géométrie de la vis correspond aux besoins du polymère.
- Toute baisse soudaine des performances signale généralement une usure du barillet ou de la vis ;
- Y remédier rapidement (en rectifiant ou en remplaçant les composants usés) permet d’éviter les lots mis au rebut et les temps d’arrêt coûteux.
- Des inspections régulières et le suivi des étapes d’entretien évitent la plupart des problèmes.
Considérations d’achat
Lors de l’achat d’un barillet de vis 80/173, choisissez un fournisseur qui fournit des données techniques complètes (par ex. certifications des matériaux, tests de dureté) et un service après-vente. Les barillets peuvent être fournis sous forme d’ensemble vis-barillet complet ou séparément. Décidez en fonction de vos besoins : remplacer uniquement le barillet peut réduire les coûts si la vis est encore en bon état.
Assurez-vous que le nouveau barillet est conçu pour s’adapter au modèle d’extrudeuse spécifique (même sans marque, en faisant correspondre la dimension et le L/D). Vérifiez le processus de traitement thermique (nitrure vs. bimétallique), car les alliages supérieurs ou les revêtements plus durs coûtent plus cher mais sont rentables dans les environnements abrasifs. Considérez également le délai de livraison : certains fournisseurs stockent les tailles populaires pour une expédition rapide, tandis que les commandes personnalisées (en particulier pour les barillets en alliage de tungstène) peuvent prendre des semaines. Enfin, comparez la garantie et les conditions de service ; des périodes de support plus longues (par ex. 6 mois et plus) donnent confiance en la qualité. Investir dans un barillet à double vis 80/173 correctement spécifié améliorera l’efficacité de la ligne et réduira les coûts à long terme.
Produits
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Applications
Galerie
{kind=link}
{kind=link}
{kind=link}
Caractéristiques principales
| Spécification | Valeur |
| Diamètre de la vis (côté alimentation) | 80 mm |
| Diamètre de la vis (décharge) | 173 mm |
| Rapport longueur/diamètre (L/D) | ~21,6 (varie selon la conception, plage typique 20–25) |
| Matériau de base (Vis/Barillet) | 38CrMoAlA (JIS SACM645) ou acier trempé équivalent |
| Durcissement de surface | Nitruration (profondeur de cémentation 0,50–0,80 mm, dureté HRC 56 – 58) |
| Revêtements alternatifs | Chrome dur ou alliage bimétallique (par ex. à base de Ni/Co ou WC) |
| Taux de compression | Élevé (en raison de la conception conique) – améliore la fusion et le mélange |
| Contrôle du flux | Les vis contra-rotatives engrenantes assurent une fusion et un mélange uniformes |
| Tolérance (Rectitude) | ≤0,015 mm/m |
| Finition de surface (Ra) | ~0,4 μm |
Produits similaires
-
 Machines et pièces détachées
Machines et pièces détachéesPompe à vide industrielle de 3,85 kW
-
 Machines et pièces détachées
Machines et pièces détachéesBarillet à double vis conique 51/105
-
 Machines et pièces détachées
Machines et pièces détachéesRéducteurs Industriels pour Machines
-
 Machines et pièces détachées
Machines et pièces détachéesBarillet à double vis conique 55/120