أسطوانة البثق اللولبية المزدوجة المتوازية 90/26
أسطوانة البثق اللولبية المزدوجة المتوازية 90/26
اكتشف أسطوانة البثق اللولبية المزدوجة المتوازية 90/26: بقطر 90 مم، ونسبة طول إلى قطر (L/D) 26، مصنوعة من سبائك الصلب المعالجة بالنيترة مع طلاء الكروم. مثالية للـ PVC، وأرضيات الخشب البلاستيكي (WPC)، والمزيد. تعرف على القدرة الإنتاجية (حوالي 200 – 250 كجم/ساعة)، ومقاومة التآكل، وأفضل ممارسات الصيانة (مثل حد التآكل 0.2 – 0.3 مم). اقرأ تحليلنا التفصيلي وجدول المواصفات.
التصنيف -> الآلات وقطع الغيار
الوصف
مقدمة
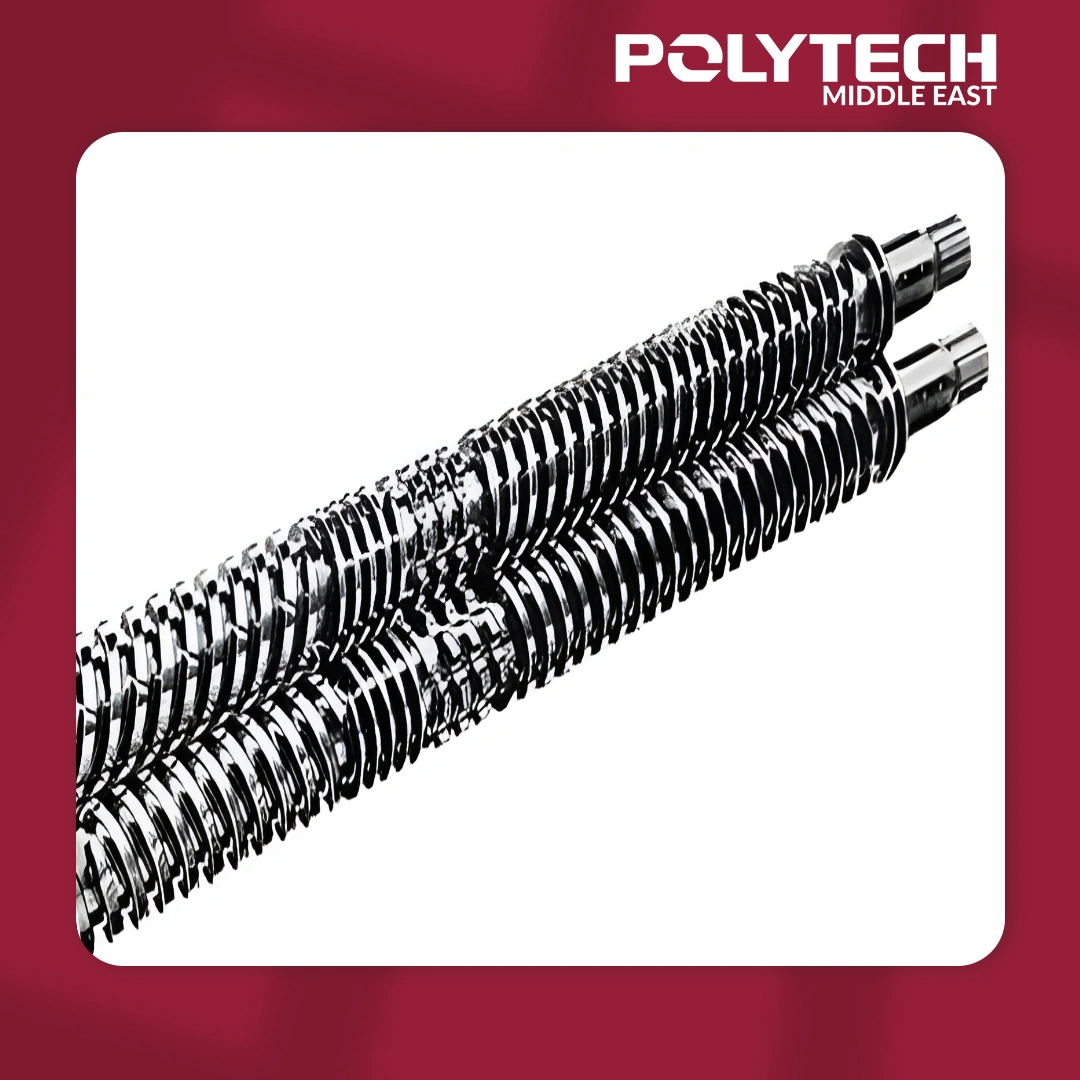
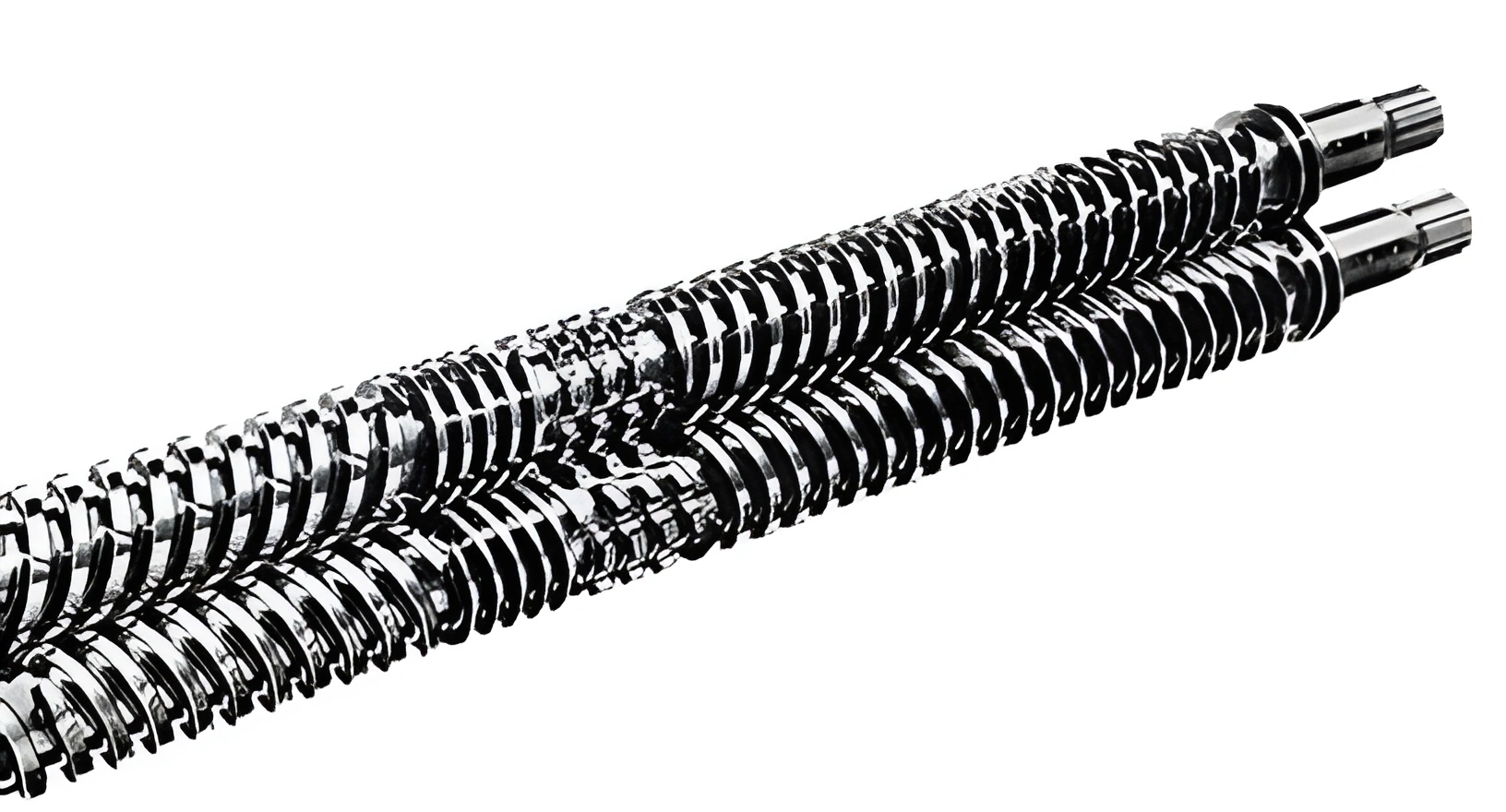
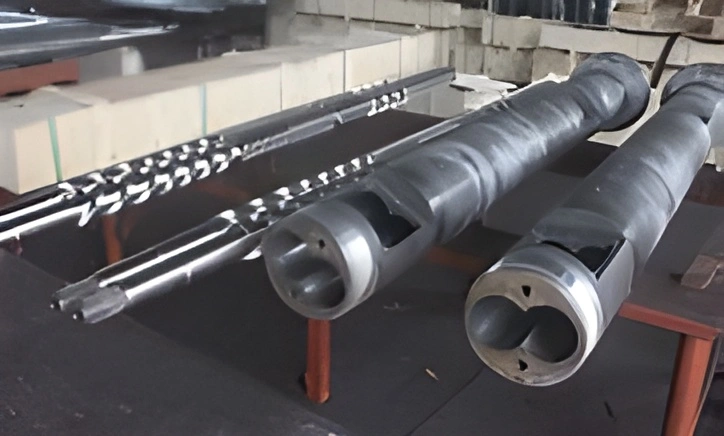
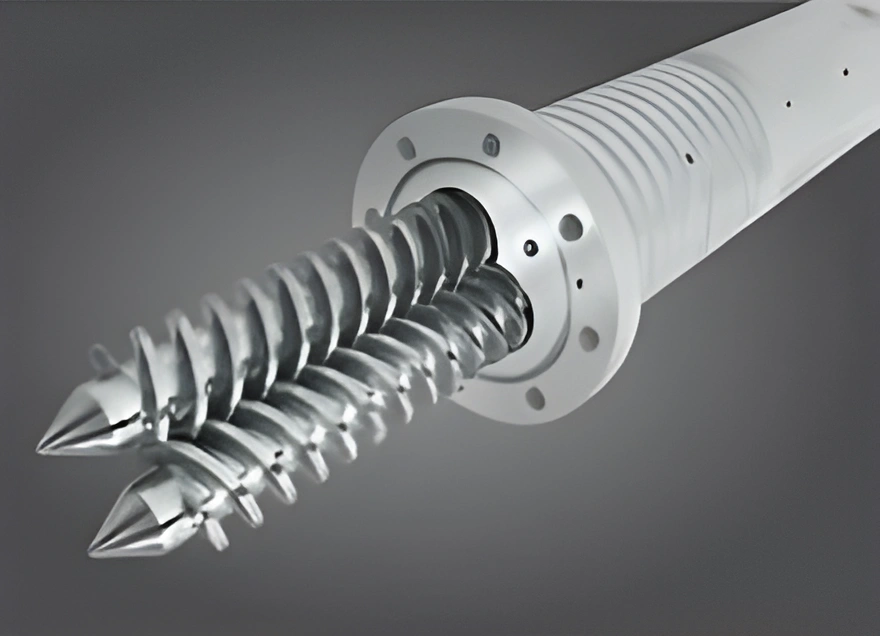
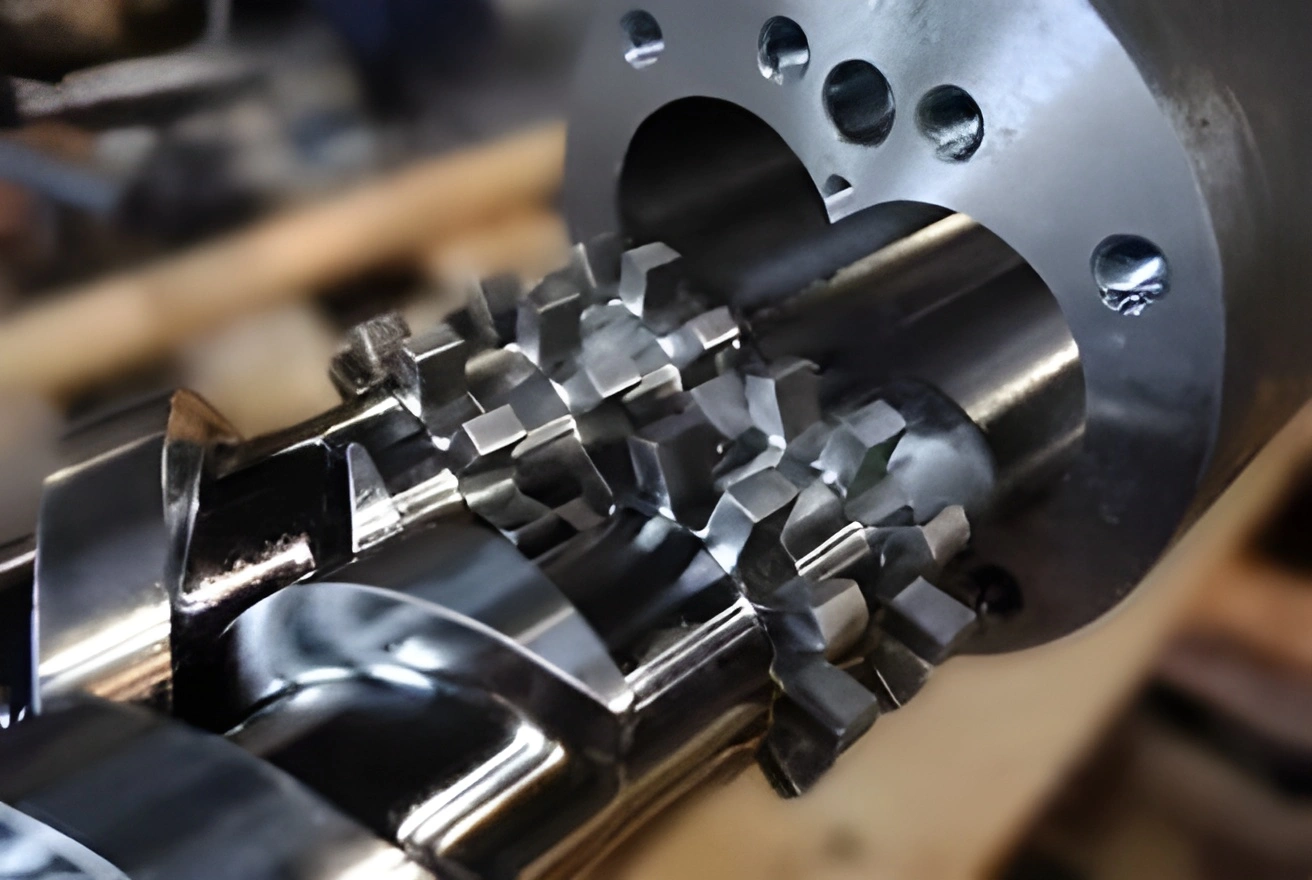
تُعد آلات البثق اللولبية المزدوجة المتوازية معيارًا لعمليات التركيب والبثق الفعالة للبوليمرات. في الأسطوانة 90/26، يتداخل لولبان بقطر 90 مم داخل أسطوانة مشتركة يبلغ طولها حوالي 2340 مم (بنسبة 26:1 للطول إلى القطر). تخلق هذه الهندسة قوة قص وخلط قوية، مما يتيح إنتاجية عالية وصهرًا موحدًا (أعلى بكثير من الآلات أحادية اللولب المماثلة). تنقسم هذه الأسطوانات إلى مناطق يتم تسخينها بشكل مستقل (التغذية، والانتقال، والقياس)، مما يسمح بالتحكم الدقيق في درجة الحرارة. تُستخدم على نطاق واسع في معالجة الـ PVC والبولي أوليفين، وصناعة الألواح المركبة، وأي تطبيق يتطلب خلطًا مكثفًا للحشوات أو الإضافات.
- تحدي التطبيق الأساسي: تحتاج الصناعات إلى إنتاجية عالية متسقة ومزيج نقي ومتجانس (مثل الـ PVC مع الحشوات) مع التحكم في تآكل المعدات في الوقت ذاته. تعالج الأسطوانة اللولبية المزدوجة 90/26 هذا الأمر من خلال الموازنة بين الإنتاجية والدقة.
- على سبيل المثال، تم تصنيف آلة KraussMaffei KMD 90-26 (L/D 26) لإنتاج حوالي 150 – 300 كجم/ساعة لمقاطع الـ PVC. يُفترض أن الأسطوانات العامة المماثلة يمكنها تحقيق إنتاجية تبلغ حوالي 200 – 250 كجم/ساعة باستخدام أسطوانات مبردة بالماء ولوالب تدور بسرعة 30 – 40 دورة في الدقيقة (متوافقة الدوران) (هذا افتراض؛ مستوى الثقة: متوسط، لذا يُعد غير مؤكد تمامًا).
تشمل مناطق المشاكل تآكل اللولب والأسطوانة (بسبب المواد الكاشطة) وتراكم الحرارة (مما يستلزم تبريدًا فعالًا)
المزايا والعوامل التنافسية
- خلط وإنتاجية متفوقان: توفر اللوالب المزدوجة المتداخلة عملية تنظيف ذاتي – حيث ينقل كل لولب المصهور إلى القناة الأخرى، مما يخلق خلطًا توزيعيًا وتشتتيًا مكثفًا. النتيجة: تجانس أدق للمصهور وإنتاجية أعلى بنسبة تصل إلى 30-50% مقارنة باللولب الأحادي لنفس قوة المحرك.
- مقاومة عالية للتآكل: يؤدي استخدام سبائك الصلب المعالجة بالنيترة وطلاءات السطح إلى إطالة عمر الخدمة حتى مع المواد الكاشطة. يقلل هذا من وقت التوقف عن العمل والتكلفة الإجمالية للملكية (TCO).
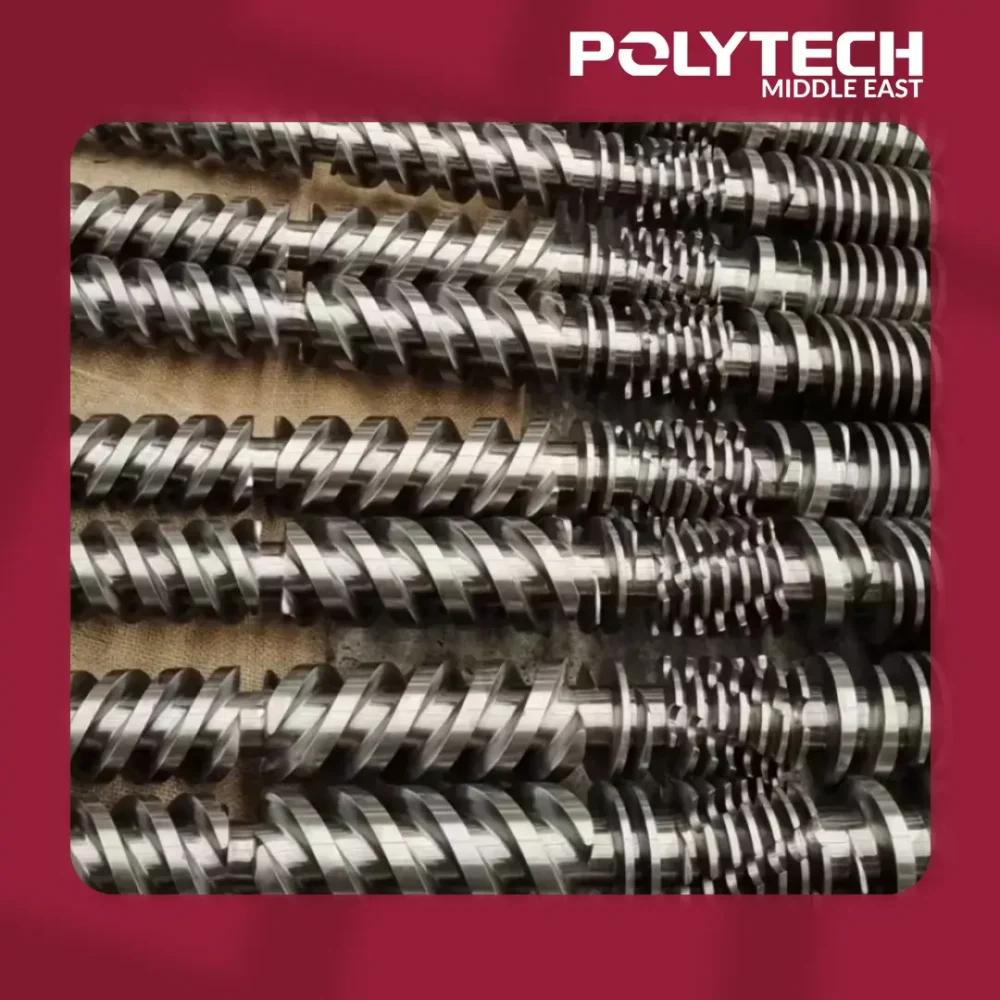
- تصميم معياري للولب: يمكن إعادة تكوين اللوالب بعناصر خلط وعجن. يسمح المصنعون عادةً بتخصيص المقطع الجانبي للولب ليتناسب مع عملية العميل (على سبيل المثال، توفير قوة قص أعلى لتركيب الـ PVC).
- التحكم في درجة الحرارة: يضمن التسخين والتبريد متعدد المناطق في الأسطوانة الحصول على ملف تعريف دقيق لدرجة حرارة المصهور. تمنع مناطق الأسطوانة المستقرة حدوث تحلل أو بقع ساخنة، وهو أمر حيوي للـ PVC لأنه حساس للحرارة الزائدة.
- قابلية التوسع والتبديل: تُعد نسبة L/D البالغة 26:1 بمثابة حل وسط: فهي طويلة بما يكفي للصهر الشامل، ولكنها مدمجة لتناسب مساحة العمل المعتدلة. يمكن تبديل أو تمديد أقسام الأسطوانة المعيارية (التغذية، التهوية، القياس) (ويُعد هذا افتراضًا مبنيًا على التصميم الشائع).
- الموثوقية: يتميز بتصميم راسخ مدعوم بعقود من الاستخدام. يُفترض (بمستوى ثقة متوسط) أن أسطوانة 90/26 يمكنها تجاوز 20,000 ساعة عمل قبل الحاجة إلى إصلاح شامل إذا تمت صيانتها بشكل صحيح، وذلك استنادًا إلى آلات لولبية مزدوجة مماثلة.
نقاط التميز:
- بالمقارنة مع اللوالب المزدوجة المخروطية، تتمتع أسطوانة 90/26 بقطر موحد، مما يوفر بنية أبسط وتكلفة أقل. بينما تدفع التصميمات المخروطية (مثل KMD35/40) عزم دوران أعلى ولكن بتعقيد أكبر.
- بالمقارنة مع اللوالب المزدوجة متعاكسة الدوران، يسمح الدوران المتوافق بسرعة لولب وإنتاجية أعلى بكثير.
- قد يقدم الموردون المتقدمون بطانات أسطوانة (من الفولاذ المقاوم للصدأ أو سبائك خاصة) لمقاومة التآكل الكيميائي (مثل معالجة الـ PVC مع الكلور).
التركيب، الصيانة، والدعم
يُعد التركيب والصيانة السليمان أمرًا بالغ الأهمية، وتتضمن النقاط الرئيسية ما يلي:
- التركيب: قم بمحاذاة أقسام الأسطوانة مع الإطار الصلب للآلة، وتأكد من استواء الأسطوانة وتركيب اللوالب بدقة. يُشترط وجود توصيلات شفة (فلنجة) خالية من التسرب ومحامل دعم قوية (وهذه ممارسة شائعة ومُفترضة). كما يجب اختبار دوائر التبريد بالماء للتأكد من عدم وجود تسربات.
- فحوصات بدء التشغيل: تحقق من أن حلزونات اللولب تدور دون تداخل، وتأكد من الحركة السلسة، مع معايرة أجهزة التحكم في درجة الحرارة لكل منطقة. قم بتشغيل الأسطوانة “جافة” بسرعة منخفضة للتأكد من عمل المحرك وعلبة التروس، ومن المُفترض هنا اتباع إجراءات التشغيل الخاصة بالشركة المصنعة الأصلية للمعدات.
- الصيانة الروتينية: التنظيف المنتظم لقادوس التغذية، وفتحات التهوية، وقالب البثق أمر ضروري لمنع التراكم. يجب تشحيم التروس والمحامل وفقًا للجدول الزمني ومراقبة حمل المحرك ودرجات حرارة الأسطوانة.
- مراقبة التآكل: افحص الفجوة بين حلزونات اللولب والقطر الداخلي للأسطوانة كل بضع مئات من الساعات. تُعد علامة تحذيرية إذا بدأ البلاستيك في الانزلاق على اللوالب أو تدهورت جودة المصهور، وفي هذه الحالة تحقق من الخلوص. تكون الإصلاحات (إعادة الطلاء بالكروم) مبررة عندما يبلغ التآكل حوالي 0.2 – 0.3 مم، ويوصى باستبدال الأسطوانة إذا تجاوز التآكل حوالي 0.5 مم (افتراض غير مؤكد كليًا مبني على ممارسة إعادة تبطين الأسطوانات؛ مستوى الثقة: متوسط).
- قطع الغيار: احتفظ بقطع الغيار الحيوية في متناول اليد: المزدوجات الحرارية، أشرطة التسخين، المحامل عالية الحمل، وقسم لولب أو أسطوانة مطابق واحد على الأقل. قد تخزن عمليات الإنتاج بكميات كبيرة بطانة أسطوانة احتياطية كاملة.
- تدريب الموظفين: يجب تدريب المشغلين على التعرف على علامات التآكل أو ارتفاع درجة الحرارة (انظر الأسئلة الشائعة). يساعد حفظ سجلات وقت التشغيل، وإجراءات الصيانة، ودفعات المواد في تتبع المشكلات.
- السلامة: يجب استخدام أقفال السلامة القياسية لآلة البثق، وتتطلب أقسام الضغط العالي والأسطوانات الساخنة حواجز حماية. كما يجب أن تحتوي فتحات تفريغ الغازات على نظام لاستخراج العادم في حالة معالجة الـ PVC.
المشتريات، التخصيص والدعم
- المهلة الزمنية: تُصنع الأسطوانات اللولبية المزدوجة المخصصة حسب الطلب، وتتراوح المهلة الزمنية للتصنيع عادةً من 6 إلى 12 أسبوعًا (هذا التقدير غير مؤكد لأنه مبني على الفترات الزمنية للشركات المصنعة لأسطوانات البثق عالية السبائك وليس له مصدر محدد). العوامل المؤثرة: طول الأسطوانة، دورات المعالجة الحرارية (النيترة، السقي)، وفحوصات الجودة. قد تتوفر خيارات مستعجلة بتكلفة أعلى (افتراض؛ مستوى الثقة منخفض).
- الضمان: تغطي الضمانات القياسية عيوب التصنيع (مثل العيوب المعدنية) لمدة حوالي 12 شهرًا بعد التسليم (كتقدير)، وعادة ما تستثني التآكل الناتج عن الاستخدام. قد يتم تقديم ضمان ممتد أو عقود خدمة من قبل بعض الموردين.
- التخصيص: يجب على المشترين تحديد تكوين اللولب (مثل عناصر العجن مقابل الخلط)، متطلبات التهوية (عدد منافذ التفريغ)، المواد المطلوبة (مثل البطانات غير القابلة للصدأ للمركبات المسببة للتآكل)، وحواف التوصيل (لتتطابق مع آلة البثق الخاصة بهم). سيتحقق المورد المؤهل من التوافق مع علبة تروس ومحرك آلة البثق.
المنتجات
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
التطبيقات وحالات الاستخدام
تتفوق الأسطوانات اللولبية المزدوجة 90/26 في التطبيقات التي تتطلب خلطًا مكثفًا وإنتاجية عالية. تشمل حالات الاستخدام الرئيسية ما يلي:
- بثق أنابيب ومقاطع الـ PVC: غالبًا ما يستخدم تركيب الـ PVC بكميات كبيرة (الـ PVC الصلب) لولبًا مزدوجًا متعاكس الدوران مع تهوية، ولكن الآلات متوافقة الدوران 90/26 تعالج الـ PVC المحشو بكفاءة أيضًا. يمكن لمناطق التهوية المتعددة إزالة كلوريد الهيدروجين من الـ PVC.
- ألواح مركبات الخشب البلاستيكي (WPC): تتطلب الأحمال الكثيفة من دقيق الخشب أو كربونات الكالسيوم خلطًا قويًا. تضمن اللوالب المتداخلة تشتيتًا موحدًا للألياف والإضافات، وتُترجم مكاسب الإنتاجية مقارنة باللوالب الأحادية إلى سرعة أعلى لخط إنتاج الألواح.
- تغليف الكابلات والأسلاك: تُستخدم في تركيب مركبات الـ PVC أو الـ TPE مع الحشوات لأغراض العزل. يضمن الخلط عالي القص تشتيت الأصباغ والحشوات، ويمكن الحصول على تحكم دقيق في الطول.
- تصفيح الأغشية أو الألواح الرقيقة: لإنتاج مركبات للأغشية المبثوقة المشتركة (مثل أغطية الأسقف متعددة الطبقات أو الأغشية الأرضية). يضمن اللولب المزدوج تجانس تركيبة الطبقات.
- خطوط التكوير (Pelletizing Lines): تُغذي عمليات التركيب آلات التكوير؛ حيث توفر الأسطوانة اللولبية المزدوجة مصهورًا مستقرًا وتهوية لإزالة المواد المتطايرة.
- مثال لحالة استخدام: تقوم شركة تصنيع أرضيات بتركيب أسطوانة متوافقة الدوران 90/26 في خط إنتاج WPC. يُنتج الخلط المُحسّن لونًا وخصائص ميكانيكية موحدة، مما يزيد من إنتاجية الخط بنسبة 30%. يؤدي تقليل الخردة وتدفق المصهور المتسق إلى تحسين العائد (وهذا يُعد حافزًا)، وإذا حدث تآكل أسرع من المتوقع (كخطر)، فيمكن تعديل جدولة الإنتاج (كإجراء وقائي).
التطبيقات
معرض الصور والفيديو
{kind=link}
{kind=link}
{kind=link}
الميزات الرئيسية
| الميزة | المواصفة |
| قطر اللولب | 90 مم (3.54 بوصة) |
| الطول (L/D) | حوالي 2340 مم (26 × القطر) |
| المسافة بين المركزين | حوالي 90 مم (تصميم متوازي) |
| مادة الأسطوانة | سبائك الصلب (مثل 38CrMoAlA، SKD61) |
| معالجة السطح | نيترة عميقة (حوالي 0.5–0.8 مم) + كروم صلب (0.05–0.1 مم) |
| الصلابة (الأسطوانة من الداخل) | حوالي HRC 58–62 (معالجة بالنيترة والسقي) |
| الطلاء/البطانة | (اختياري) بطانة عالية الكروم أو ثنائية المعدن |
| تفاوت القطر الداخلي للأسطوانة | ±0.001 بوصة لكل بوصة (حوالي ±0.025 مم/بوصة) |
| تفاوت الاستقامة | ±0.001 بوصة/بوصة (حوالي 0.025 مم/25 مم) |
| تفاوت التمركز | ±0.001 بوصة (حوالي ±0.025 مم) |
| الإنتاجية (مقاطع PVC) | حوالي 150–300 كجم/ساعة (نستخدم حوالي 200–250 كجم/ساعة) |
| قوة المحرك | حوالي 33–60 كيلو وات |
| سرعة اللولب | تصل إلى حوالي 20–40 دورة في الدقيقة (حسب التصميم) |
| التبريد | تبريد داخلي بالماء/الهواء (متعدد المناطق) |
| التكوين | متوازي، لوالب متداخلة متوافقة الدوران |
منتجات مشابهة
-
 الآلات وقطع الغيار
الآلات وقطع الغيار3.85 kW Vacuum Pump
-
 الآلات وقطع الغيار
الآلات وقطع الغيارآلة بثق لولب مزدوج لإنتاج البلاستيك
-
 الآلات وقطع الغيار
الآلات وقطع الغياربرميل مزدوج اللولب 51/105 مخروطي الشكل
-
 الآلات وقطع الغيار
الآلات وقطع الغيارأسطوانة لولبية مزدوجة متوازية 68/25