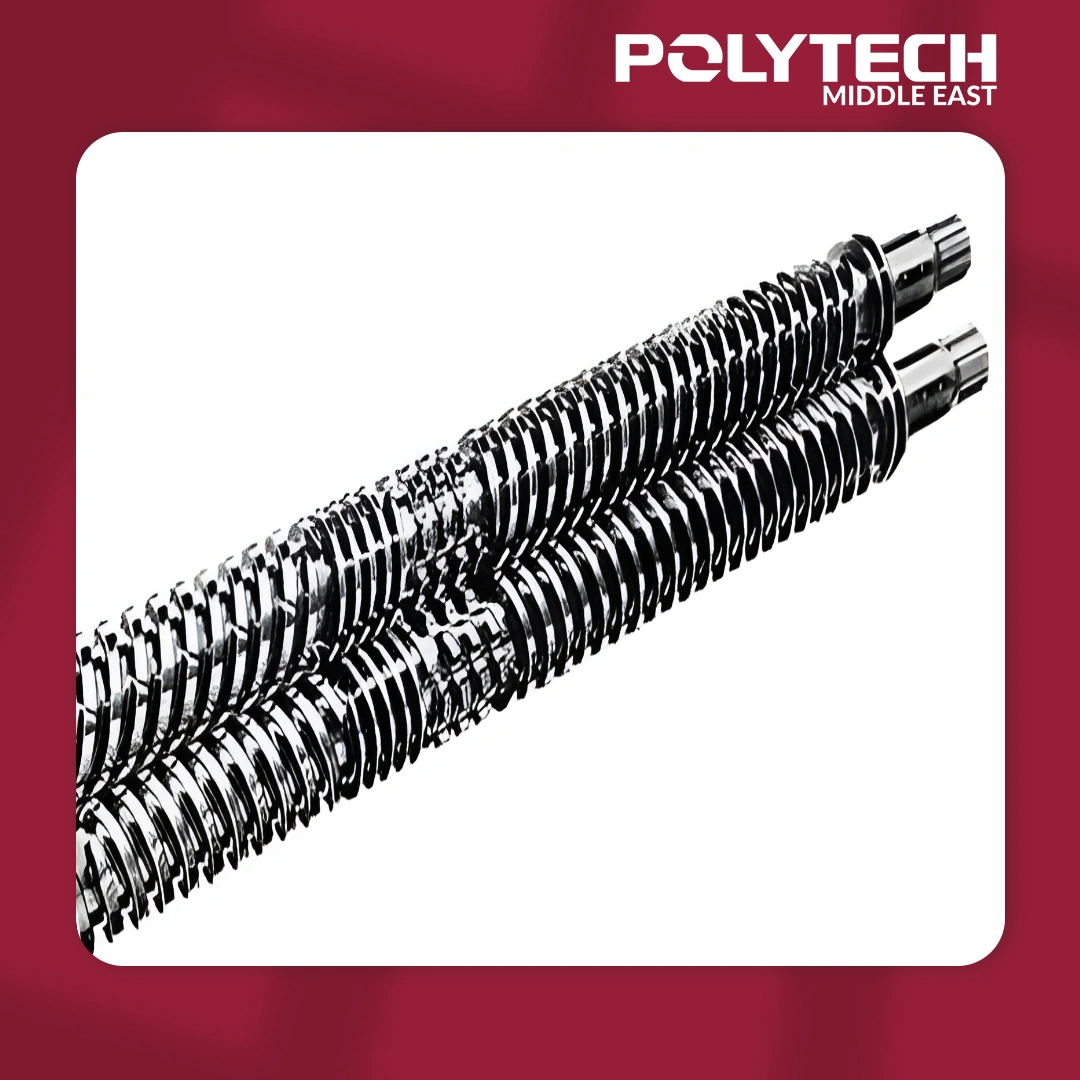
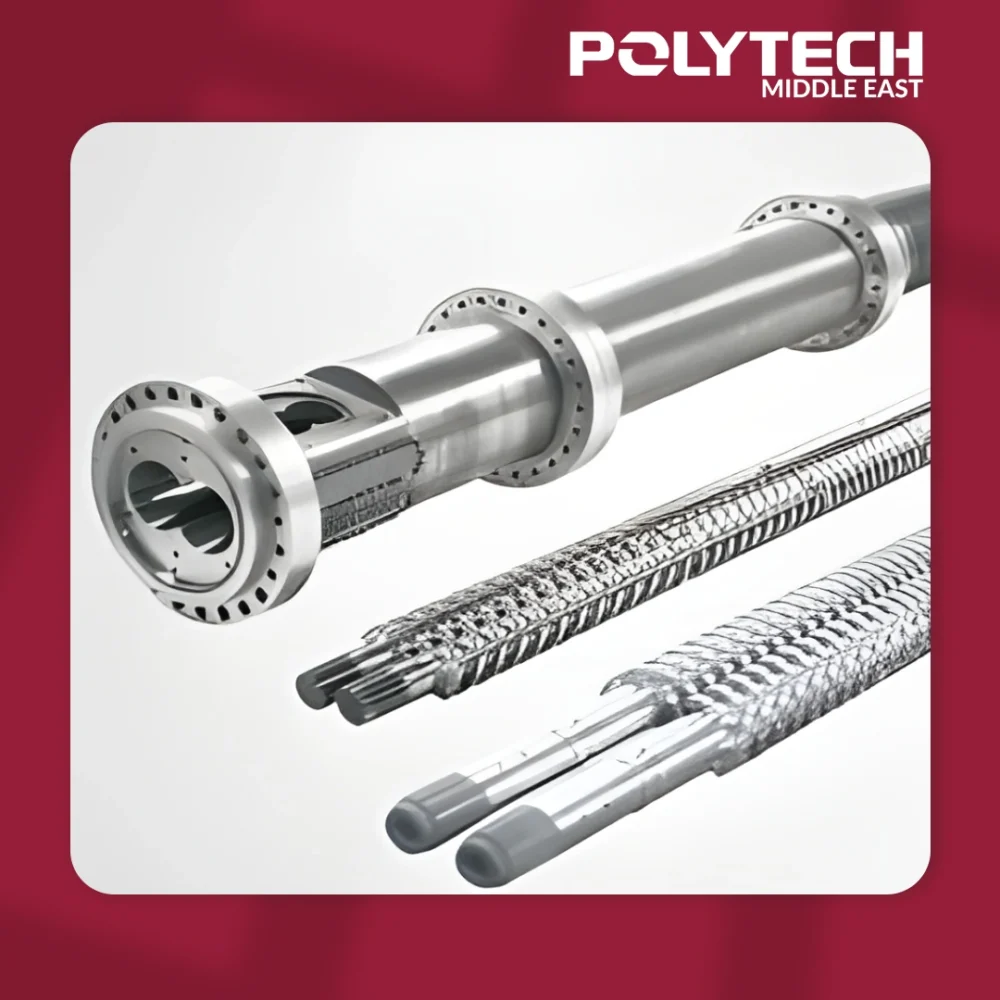
Barillet à double vis parallèle 90/26
Découvrez le barillet d’extrusion à double vis parallèle 90/26 : 90 mm de diamètre, L/D 26, acier allié nitruré avec placage chromé. Idéal pour le PVC, le WPC et plus encore. Renseignez-vous sur le débit (~200 – 250 kg/h), la résistance à l’usure et les meilleures pratiques d’entretien (par ex., limite d’usure de 0,2 – 0,3 mm). Lisez notre analyse détaillée et notre tableau des spécifications.
Category -> Machines et pièces détachées
Description
Introduction
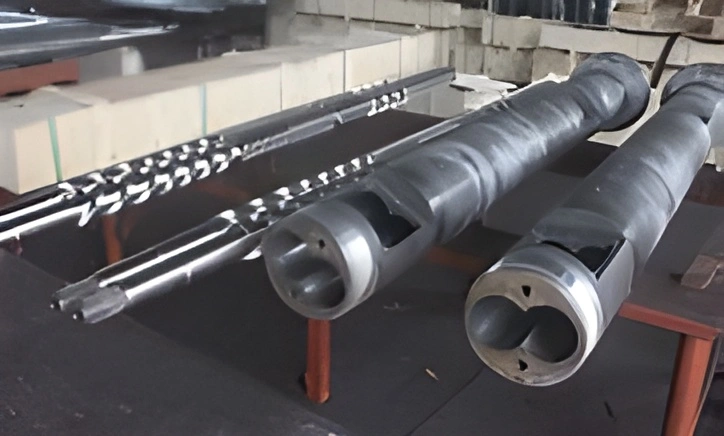
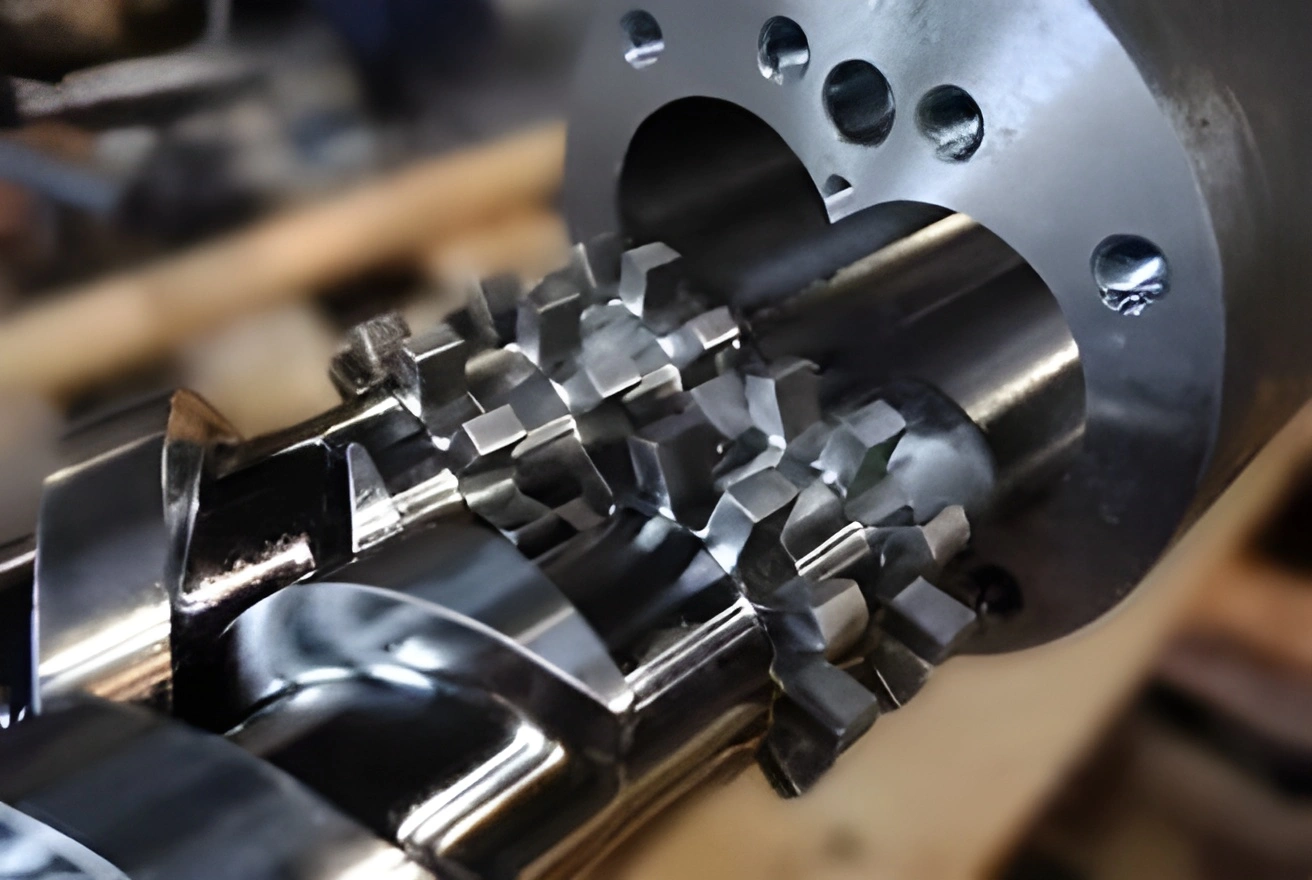
Les extrudeuses à double vis parallèles sont une norme pour le mélange et l’extrusion efficaces de polymères. Dans un barillet 90/26, deux vis de 90 mm de diamètre s’engrènent dans un barillet commun d’une longueur de ≈ 2340 mm (L/D 26:1). Cette géométrie crée un cisaillement et un mélange importants, permettant un débit élevé et une fusion uniforme (bien supérieurs à ceux d’une monovis similaire). Ces barillets se divisent en zones chauffées indépendamment (alimentation, transition, dosage), permettant un contrôle précis de la température. Ils sont largement utilisés dans le traitement du PVC et des polyoléfines, la fabrication de panneaux composites et toute application nécessitant un mélange intensif de charges ou d’additifs.
Défi principal de l’application :
Les industries ont besoin d’un rendement élevé et constant ainsi que de mélanges purs et homogènes (par ex., PVC avec charges) tout en contrôlant l’usure de l’équipement. Un barillet à double vis 90/26 répond à ce besoin en équilibrant le débit et la précision. Par exemple, la KMD 90-26 (L/D 26) de KraussMaffei est évaluée à ~150 – 300 kg/h pour les profilés en PVC. Nous supposons que des barillets génériques similaires peuvent atteindre ~200 – 250 kg/h avec des barillets refroidis à l’eau et des vis tournant à 30 – 40 tr/min (co-rotatives) (hypothèse ; confiance : moyenne). Les zones problématiques comprennent l’usure de la vis/du barillet (due aux matériaux abrasifs) et l’accumulation de chaleur (nécessitant un refroidissement efficace).
Exemple de cas d’utilisation :
Un fabricant de revêtements de sol insère un barillet co-rotatif 90/26 dans une ligne de WPC. Le mélange amélioré donne une couleur et des propriétés mécaniques uniformes, augmentant le débit de la ligne de 30 %. La réduction des rebuts et l’écoulement constant de la masse fondue améliorent le rendement (incitation). Si l’usure se produit plus rapidement que prévu (risque), la planification de la production peut être ajustée (atténuation).
Avantages et facteurs concurrentiels
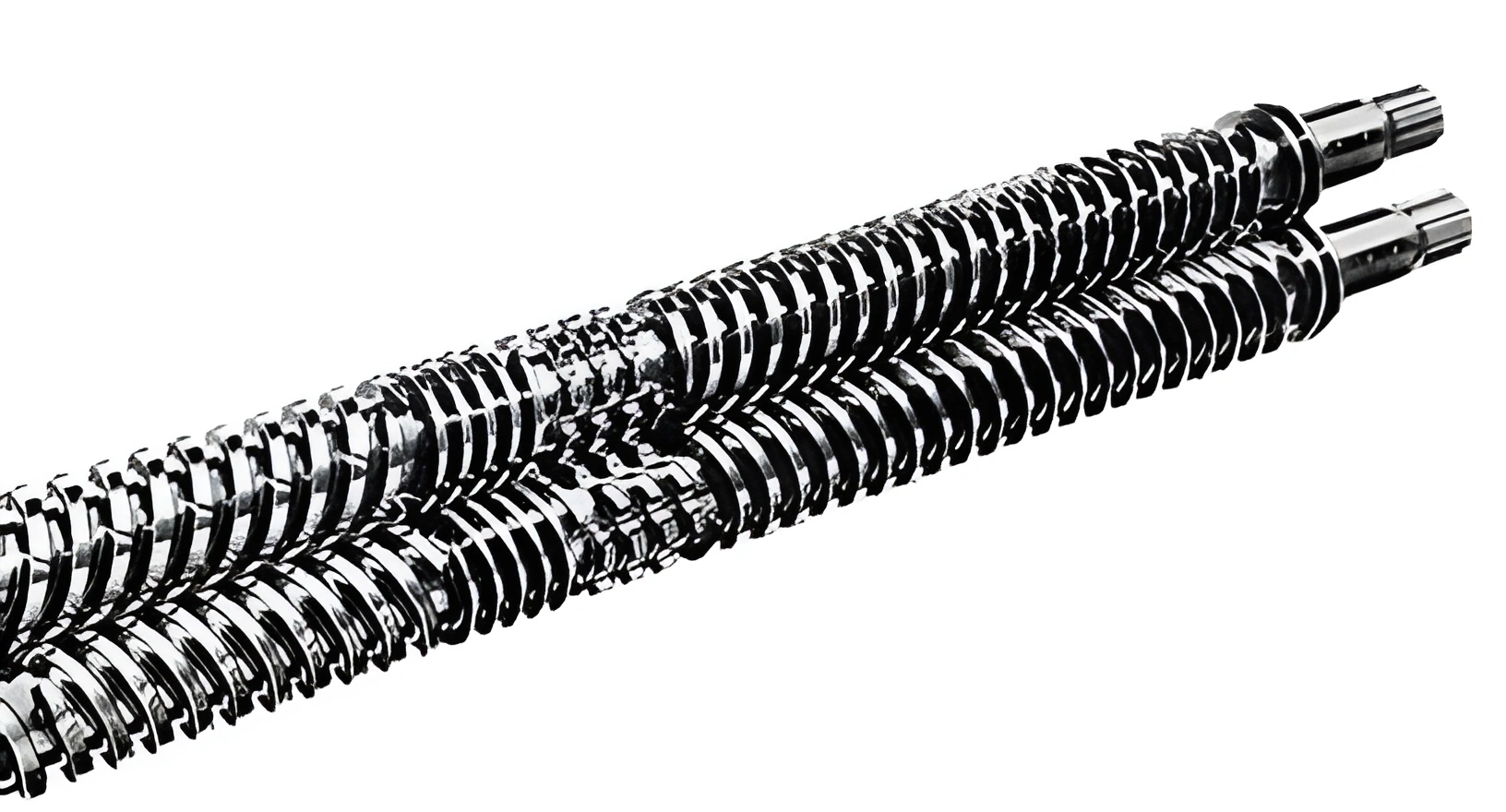
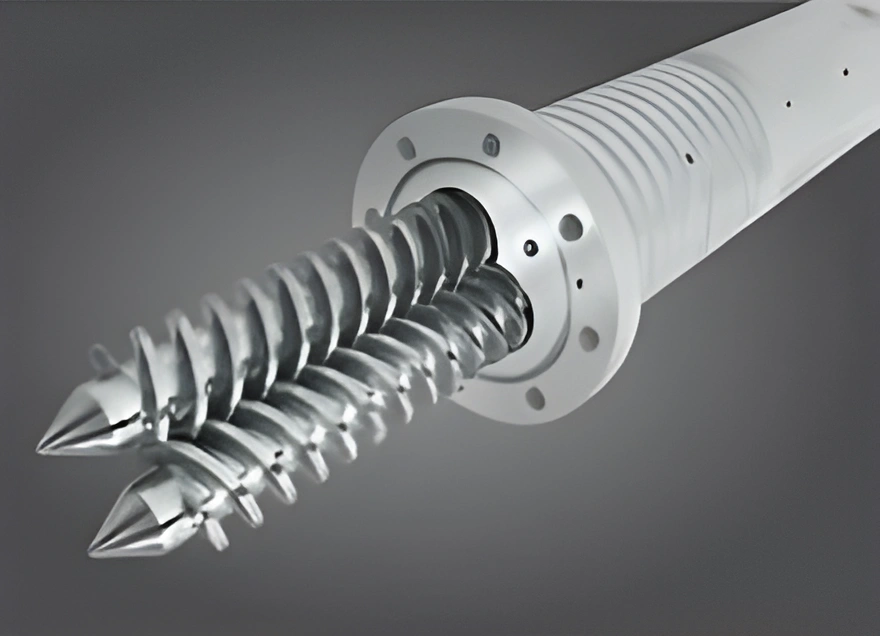
- Mélange et débit supérieurs : Les vis doubles engrenantes offrent une action d’autonettoyage – chaque vis transfère la matière fondue vers l’autre canal, créant un mélange distributif et dispersif intensif. Résultat : une homogénéisation plus fine de la matière fondue et un débit jusqu’à 30 à 50 % supérieur à celui d’une monovis pour une puissance moteur similaire.
- Haute résistance à l’usure : L’utilisation d’acier allié traité au nitrure et de revêtements de surface permet d’obtenir une longue durée de vie, même avec des matériaux abrasifs. Cela réduit les temps d’arrêt et le coût total de possession (TCO).
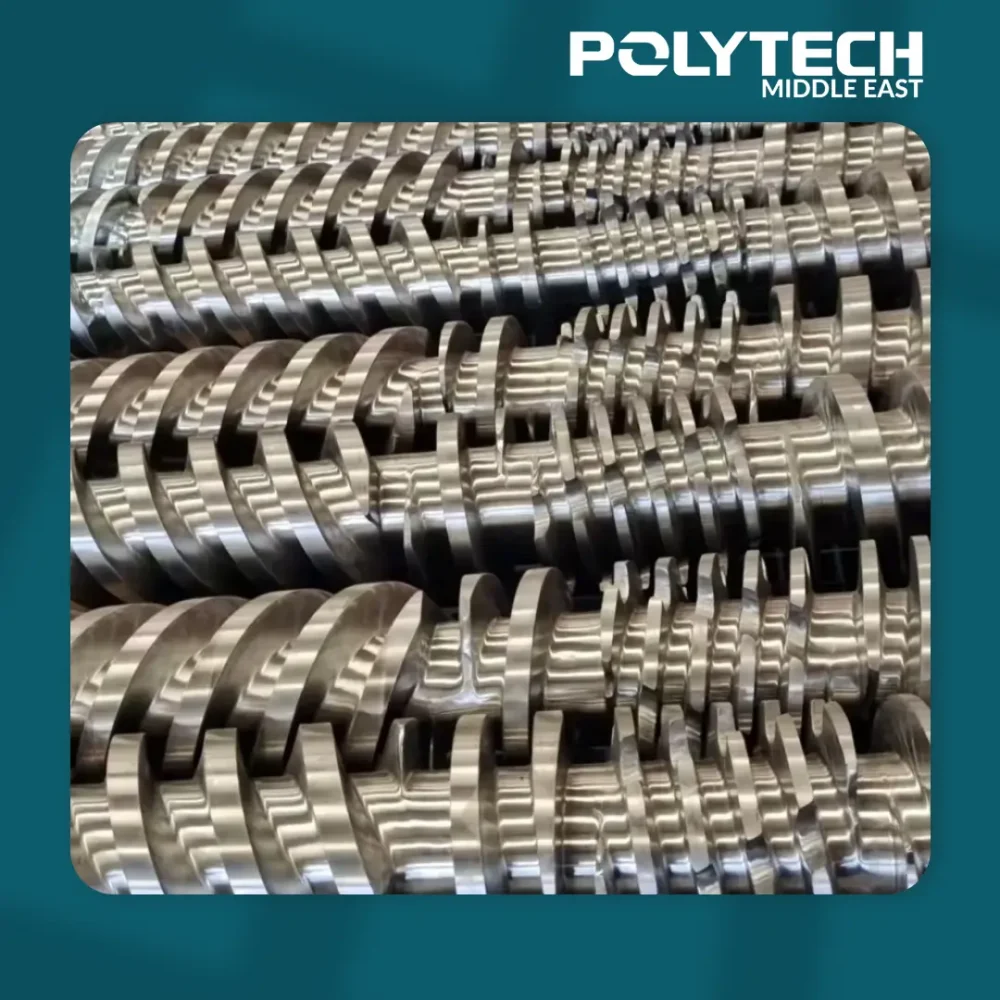
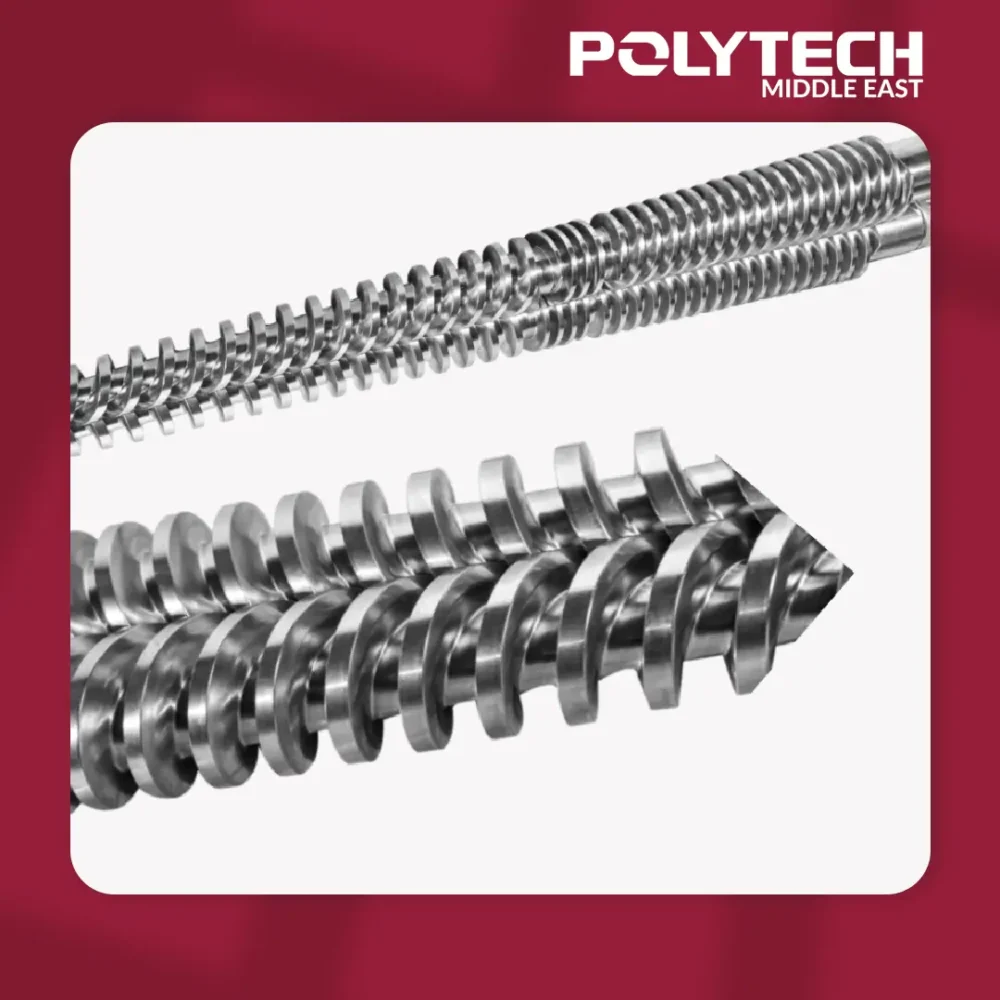
- Conception de vis modulaire : Les vis peuvent être reconfigurées avec des éléments de mélange/malaxage. Les fabricants permettent généralement de personnaliser le profil de la vis en fonction du processus du client (par exemple, plus de cisaillement pour le mélange de PVC).
- Contrôle de la température : Le chauffage/refroidissement multizone dans le barillet assure un profil précis de la température de la masse fondue. Des zones de barillet stables empêchent la dégradation ou les points chauds, ce qui est vital pour le PVC (sensible à la surchauffe).
- Évolutivité : Le rapport L/D de 26:1 est un compromis : suffisamment long pour une fusion complète, mais compact pour s’adapter à un espace de travail modéré. Les sections modulaires du barillet (alimentation, ventilation, dosage) peuvent être interchangées ou étendues (hypothèse basée sur une conception courante).
- Fiabilité : Conception bien établie, soutenue par des décennies d’utilisation. Notre hypothèse (confiance : moyenne) est qu’un barillet 90/26 peut dépasser 20 000 h avant une révision majeure s’il est correctement entretenu, sur la base de machines à double vis similaires.
Éléments différenciateurs :
- Comparé aux vis doubles coniques, le 90/26 a un diamètre uniforme, offrant une construction plus simple et un coût inférieur.
- Les conceptions coniques (comme le KMD35/40) poussent un couple plus élevé mais avec une plus grande complexité.
- Comparé aux vis doubles contra-rotatives, la co-rotation permet une vitesse de vis et un rendement beaucoup plus élevés.
- Les fournisseurs avancés peuvent proposer des revêtements de barillet (inox ou alliages spéciaux) pour la corrosion (par ex., PVC avec chlore).
Installation, entretien et support
Une installation et un entretien appropriés sont critiques. Points clés :
- Installation : Alignez les sections du barillet avec le cadre rigide. Assurez-vous que le barillet est de niveau et que les vis sont ajustées avec précision. Des raccords à brides sans fuite et des paliers de support robustes sont requis (supposé, pratique courante). Les circuits de refroidissement par eau doivent être testés pour détecter d’éventuelles fuites.
- Vérifications de démarrage : Vérifiez que les filets de la vis tournent sans interférence et assurez-vous d’un mouvement fluide. Étalonnez les contrôleurs de température pour chaque zone. Faites fonctionner le barillet « à sec » à basse vitesse pour vous assurer que le moteur et la boîte de vitesses fonctionnent. (Hypothèse : suivez les procédures de mise en service du fabricant) .
- Entretien de routine : Un nettoyage régulier de la trémie d’alimentation, des orifices de ventilation et de la filière de l’extrudeuse est essentiel pour éviter toute accumulation. Lubrifiez les engrenages et les roulements selon le calendrier. Surveillez la charge du moteur et les températures du barillet.
- Surveillance de l’usure : Inspectez l’écart entre les filets de la vis et le diamètre intérieur du barillet toutes les quelques centaines d’heures. Signe d’avertissement : si le plastique commence à glisser sur les vis ou si la qualité de la masse fondue se dégrade, vérifiez les jeux. Les réparations (re-chromage) sont justifiées lorsque l’usure est d’environ 0,2–0,3 mm. Le remplacement du barillet est recommandé si l’usure dépasse ~0,5 mm (hypothèse basée sur la pratique de regarnissage des cylindres ; confiance : moyenne).
- Pièces de rechange : Gardez des pièces de rechange critiques à portée de main : thermocouples, colliers chauffants, roulements à forte charge et au moins une vis ou section de barillet correspondante. Les opérations à grand volume peuvent stocker une doublure de barillet de rechange complète.
- Formation du personnel : Les opérateurs doivent être formés à reconnaître les signes d’usure ou de surchauffe. La tenue de registres de la disponibilité, des actions de maintenance et des lots de matériaux aide à retracer les problèmes.
- Sécurité : Des verrouillages de sécurité d’extrudeuse standard doivent être utilisés. Les sections à haute pression et les barillets chauds nécessitent des protections. Les évents de dégazage doivent comporter une extraction d’échappement si du PVC est traité.
Approvisionnement, personnalisation et support
- Délai de livraison : Les barillets à double vis sur mesure sont fabriqués sur commande. Le délai de fabrication typique est d’environ 6 à 12 semaines (estimation basée sur les délais de livraison des OEM pour les barillets d’extrudeuse en acier fortement allié ; source non spécifique). Facteurs : longueur du barillet (26 D est long), cycles de traitement thermique (nitruration, trempe) et inspections de qualité. Des options accélérées peuvent être disponibles à un coût plus élevé (hypothèse ; confiance faible).
- Garantie : Les garanties standard couvrent les défauts de fabrication (par ex., les défauts métallurgiques) pendant environ 12 mois après la livraison (estimation). Elles excluent généralement l’usure et l’érosion. Une garantie prolongée ou des contrats de service peuvent être proposés par certains fournisseurs.
- Personnalisation : Les acheteurs doivent spécifier : la configuration de la vis (par ex., éléments de malaxage vs mélange), les exigences de ventilation (nombre d’orifices de vide), les matériaux souhaités (par ex., doublures en inox pour les composés corrosifs) et les brides de connexion (pour s’adapter à leur extrudeuse). Un fournisseur qualifié vérifiera la compatibilité avec la boîte de vitesses et le moteur de l’extrudeuse
Produits
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Applications et cas d’utilisation
Les barillets à double vis 90/26 excellent dans les applications nécessitant un mélange intensif et un rendement élevé. Les principaux cas d’utilisation comprennent :
- Extrusion de tubes et profilés en PVC : Le mélange de PVC à grand volume (PVC rigide) utilise souvent une double vis contra-rotative avec ventilation, mais les machines co-rotatives 90/26 traitent également le PVC chargé efficacement. De multiples zones de ventilation peuvent éliminer le chlorure d’hydrogène du PVC.
- Panneaux composites bois-plastique (WPC) : Les charges denses de farine de bois ou de carbonate de calcium nécessitent un mélange vigoureux. Les vis engrenantes assurent une dispersion uniforme des fibres et des additifs. Les gains de débit par rapport aux monovis se traduisent par une vitesse de ligne de panneaux plus élevée.
- Gainage de câbles et de fils : Mélange de composés PVC ou TPE avec des charges pour l’isolation. Le mélange à fort cisaillement assure la dispersion des pigments/charges, et un contrôle précis de la longueur est possible.
- Lamination de films ou de feuilles : Production de composés pour les films coextrudés (par ex., toiture multicouche ou géomembrane). La double vis assure l’homogénéité de la composition de la couche.
- Lignes de granulation : Les opérations de mélange alimentent les granulateurs ; le barillet à double vis fournit une masse fondue stable et une ventilation pour l’élimination des matières volatiles.
Applications
Galerie
{kind=link}
{kind=link}
{kind=link}
Caractéristiques principales
| Caractéristique | Spécification |
| Diamètre de la vis | 90 mm (3,54 ″) |
| Longueur (L/D) | ~2340 mm (26 × D) |
| Entraxe | ~90 mm (conception parallèle) |
| Matériau du barillet | Acier allié (par ex. 38CrMoAlA, SKD61) |
| Traitement de surface | Nitruration profonde (~0,5–0,8 mm) + chrome dur (0,05 – 0,1 mm) |
| Dureté (intérieur du barillet) | ~HRC 58–62 (nitruré et trempé) |
| Revêtement/Douille | (option) Haute teneur en chrome ou revêtement bimétallique |
| Tolérance de diamètre intérieur (DI) du barillet | ±0,001″ par pouce (~±0,025 mm/po) |
| Tolérance de rectitude | ±0,001″/pouce (~0,025 mm/25 mm) |
| Tolérance de concentricité | ±0,001″ (~±0,025 mm) |
| Débit (profilé PVC) | ~150–300 kg/h (nous utilisons ~200 – 250 kg/h) |
| Puissance d’entraînement | ~33–60 kW |
| Vitesse de la vis | jusqu’à ~20–40 tr/min (selon la conception) |
| Refroidissement | Refroidissement interne air/eau (multizone) |
| Configuration | Vis engrenantes parallèles, co-rotatives |
Produits similaires
-
 Machines et pièces détachées
Machines et pièces détachéesBarillet à double vis conique 55/120
-
 Machines et pièces détachées
Machines et pièces détachéesVis et Cylindre Coniques Bi-Vis
-
 Machines et pièces détachées
Machines et pièces détachéesRéducteurs Industriels pour Machines
-
 Machines et pièces détachées
Machines et pièces détachéesBarillet à double vis parallèle 75/26