PVC Pipe Belling Machine
PVC Pipe Belling Machine
Learn how a PVC pipe belling machine works. Explore its components, process flowchart, specifications, applications, and maintenance for industrial pipe production.
Category -> Full Extrusion Lines
Description
Executive Summary
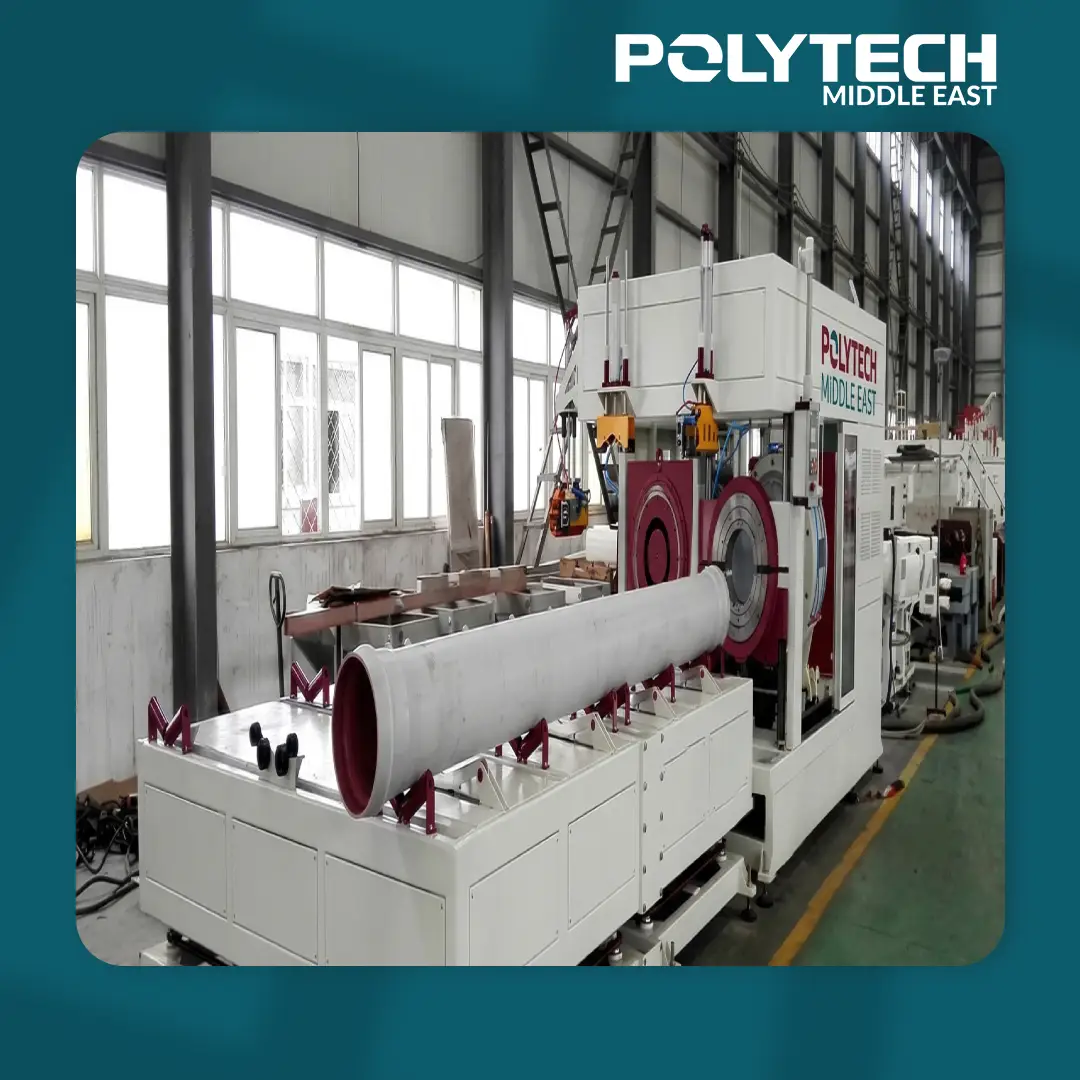
A PVC pipe belling machine is a specialized device used to heat and expand one end of a PVC pipe to form a bell-shaped socket. This socketed end allows pipes to be joined (often with rubber rings or solvent weld) for leak-free connections. The belling process is vital for ensuring strong, reliable joints in water supply, drainage, and industrial piping systems. Modern belling machines automate pipe loading, heating, shaping, cooling, and unloading, improving speed and consistency of production. In this guide, we cover the working principle, main components, technical specifications, production parameters, applications, maintenance, and selection criteria for PVC pipe belling machines.
Overview
PVC pipe belling machines automatically form a socket (the “bell”) at one end of a plastic pipe. The bell ensures a tight, leak-proof joint when connecting to the next pipe or fitting. Key benefits of belling machines are uniform, accurate socket dimensions and faster assembly without additional adhesives. Common machine types include Automatic Belling Machines (fully automated cycle) and Semi-Automatic Belling Machines (operator-assisted). These machines handle PVC, uPVC, CPVC (and even HDPE in some cases), and are used by pipe manufacturers worldwide. The basic operation is similar: clamp the pipe, heat the end, expand it with a mandrel or die, cool, and release the pipe.
Working Principle
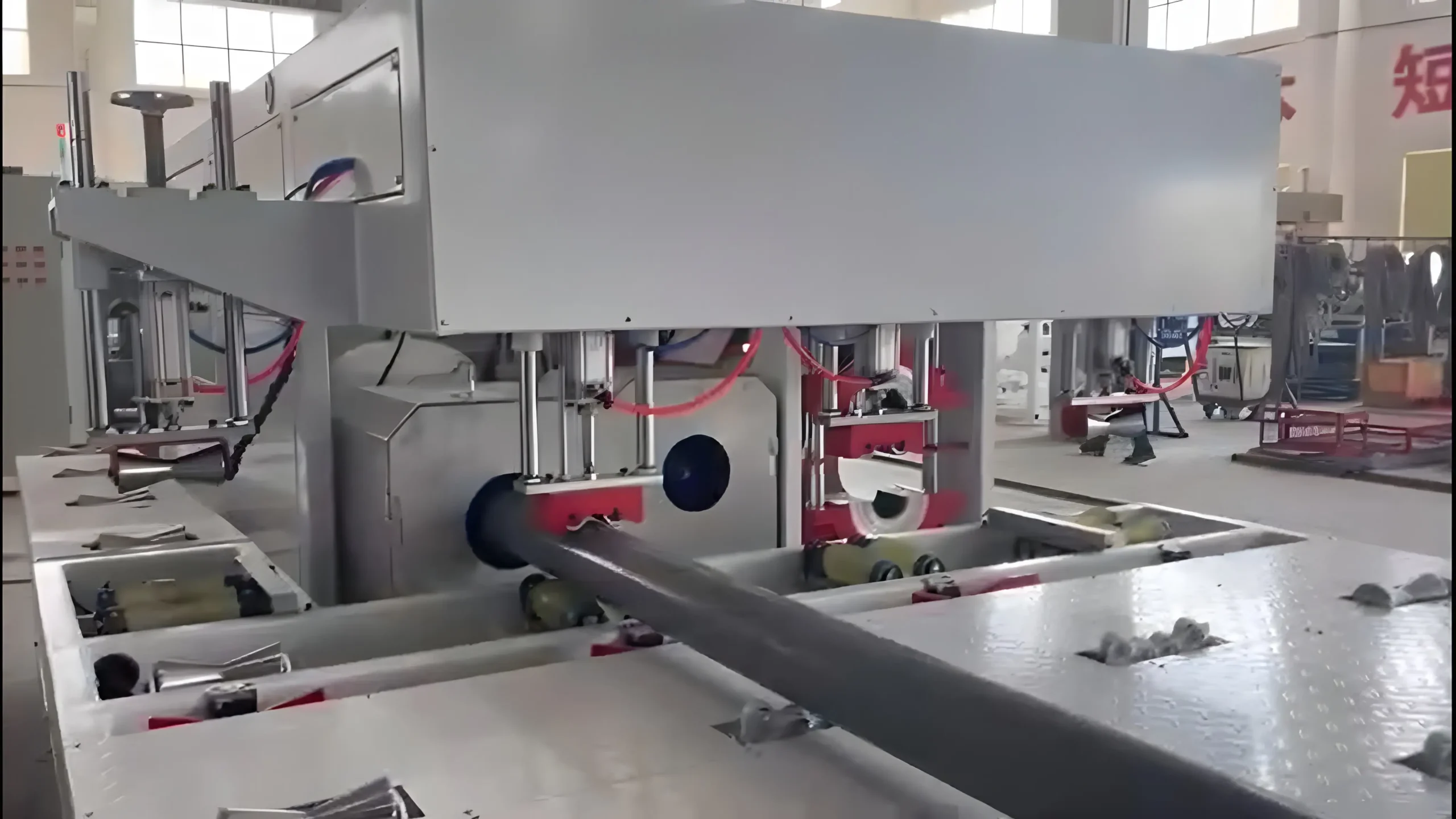
PVC pipe belling is a step-by-step process:
- Pipe Loading: The pipe is fed into the machine. Clamps (servo-driven or pneumatic) secure the pipe firmly and align it to avoid deformation. Proper alignment is crucial for quality.
- Heating: The clamped pipe end is brought into contact with a heat source. Common heating methods include electric hot plates (contact heating), infrared lamps, or induction coils. PVC typically requires heating to around 120–140°C. Heating times are on the order of 20–40 seconds for PVC. This softens the pipe end without burning it.
- Socket Forming: A mandrel (expanding die) is inserted into the heated pipe end. The softened plastic conforms to the mandrel’s shape, creating the bell socket. Machines can form different socket types: straight “U-type” sockets or “R-type” sockets with an O-ring groove.
- Cooling: After shaping, the socket must be cooled to solidify. This can be done by air cooling (fans) or water cooling (sprays or immersion). Water cooling is faster (e.g. ~15–30 seconds) and better at locking in shape.
- Unloading: Once cooled, the clamps release the pipe, and a conveyor or operator removes the finished pipe. The cycle time per pipe typically ranges from 40 to 90 seconds, depending on pipe size.
Main Components
A PVC belling machine consists of several key parts:
- Clamps & Alignment: Secure and position the pipe. Usually pneumatic or servo clamps hold the pipe end during heating and expansion. They ensure precise alignment to avoid warping.
- Heating Unit: Softens the pipe end. Methods include flat electric hot plates, infrared heaters, or induction coils. Electric hot plates (aluminum blocks) provide uniform contact heating. The plate temperature is carefully controlled (often ~130°C for PVC) via PID controllers.
- Expansion Mandrel (Die): A steel tool inserted into the hot pipe to form the bell. Mandrels are customized for each pipe diameter (and for R-type O-ring grooves). They are typically hardened alloy steel and precision-machined for accuracy.
- Power/Drive System: Provides the force to actuate the heater and mandrel. Often a hydraulic or electric cylinder pushes the mandrel into the pipe. The heater plate may pivot up and down (driven by pneumatic or electric actuators).
- Cooling System: Solidifies the bell end. This may include a water spray ring or fan assembly. In some designs, the heater plate doubles as a cooling plate once water-cooled. Rapid cooling prevents sagging and locks the shape.
- Control Panel: A PLC-based control unit with HMI allows the operator to set parameters (heating temperature, time, expansion force). It monitors sensors for temperature and position, and automates the cycle. Modern machines may log data for process control.
Production Parameters and Quality Control
Critical parameters include heating temperature/time, mandrel insertion speed/pressure, and cooling rate. PVC’s melting range (~130°C) and wall thickness determine the heat input needed. A typical setting is 120–140°C for ~30 s for PVC. Overheating can degrade PVC, so control is vital. Expansion pressure in many machines is around 4–6 MPa, providing uniform bell walls.
Quality control involves:
- Dimensional Inspection: Measure bell diameter, depth, and roundness to ensure sockets meet standards. Automated gauges or vision systems are used.
- Wall Thickness Check: Ensure heating did not cause thinning.
- Seal Test: For O-ring bells, perform hydrostatic pressure tests for leaks.
- Surface Inspection: Check for voids, cracks, or burn marks. Even texture indicates proper heating.
Modern machines often use feedback loops (sensor data) to adjust the cycle for consistency. For example, if a temperature sensor shows low heat, the next cycle’s timing may be increased. Preventive maintenance (e.g. heater calibration, clamp alignment) is important to maintain tolerances.
Products
{kind=link}
{kind=link}
{kind=link}
Applications and Markets
PVC belling machines are used wherever socketed PVC piping is needed:
- Construction & Plumbing: Sewer, waste, and drain lines in buildings.
- Water Supply Networks: Potable water mains and branches.
- Agricultural Irrigation: Large-diameter pipes for farmland irrigation.
- Industrial Piping: Chemical processing and plant drainage lines, leveraging PVC’s corrosion resistance.
- Infrastructure: Stormwater and sewage systems in municipal works.
They are commonly found in pipe manufacturing plants (where each produced pipe end is belled) and in large fabrication shops that prepare pipes for installation. The demand parallels the water, construction, and municipal markets.
Maintenance and Troubleshooting
Regular Maintenance: Daily or weekly checks include inspecting heater plates for uniform temperature, cleaning heater surfaces, and ensuring clamps are free of debris. Lubricate hinges and check hydraulic oil levels if applicable. Verify that the cooling fans or spray nozzles are operational. Replace any worn mandrels or jaws. Ensure safety guards and sensors are functional.
Troubleshooting Common Issues:
- Incomplete Bell Formation: Often due to insufficient heat. Check heater element function and set-point. Ensure mandrel fully enters the pipe.
- Deformed Socket: Caused by misalignment or too much speed on insertion. Re-align clamps and slow mandrel insertion.
- Surface Defects (cracks, bubbles): May indicate overheating or contamination. Lower heat time/temperature and clean mandrel surfaces.
- Long Cycle Times: Could mean heater is weak or cooling is slow. Inspect the heater condition and consider adding faster cooling (water spray).
Preventive measures include scheduled calibration of heaters, filter changes, and checking electrical connections. Many machines include diagnostic alarms for heater failures or clamp faults to aid troubleshooting.
Advantages and Limitations
Advantages: Belling machines produce reliable, leak-proof joints without adhesives, speeding up pipe assembly. Automation ensures high precision and repeatability. Electric heating is clean and efficient. Machines can handle a range of diameters by swapping mandrels. Quick cycle times (tens of seconds) allow high throughput, and integration with extrusion lines can enable continuous production.
Limitations: The process consumes significant electricity (heaters of 6–16 kW and cooling systems). Very large diameter or very thick pipes take longer to heat/cool, slowing output. Initial machine cost and maintenance (replacing heater plates, seals) add expense. Safety precautions are needed for high temperatures and moving parts. Unlike cutting machines, belling does not remove material, so it can’t correct miscuts – upstream accuracy is required. Cycle time (often 40–90 sec) also limits output compared to some other processes.
Environmental and Safety Considerations
- Energy Use: Heaters draw several kW per cycle; efficient plate design minimizes waste. Cooling fans use additional power. Overall, energy per pipe is moderate (exact depends on cycle time and equipment).
- Emissions: PVC belling emits negligible pollutants. If overheated, PVC can off-gas HCl, so temperature control and ventilation are important.
- Material Waste: Very little waste is produced since the pipe end is reshaped, not cut away.
- Safety: Hot plates and heaters pose burn hazards; machines must have covers and interlocks. Automatic doors or barriers keep operators safe. Pinch points on clamps should have guards. Operators need training on hot equipment.
- Regulations: Ensure electrical safety (CE/UL certifications) and follow workplace safety standards (e.g., lock-out/tag-out during maintenance).
Buying and Selection Guide
Key factors when selecting a PVC pipe belling machine:
- Pipe Range & Output: Define the maximum diameter and expected hourly output. Cycle times (40–90 sec) imply a single machine can do ~40–90 pipes/hr (often 400–600 pipes per 8-hour shift). For higher volume, consider multiple mandrels or multiple heads.
- Heating Type: Most use electric hot plates, which are reliable for PVC. Verify heater power and temperature control accuracy. Infrared units can heat without contact but check evenness.
- Automation Needs: A fully automatic machine (auto feed, auto discharge) reduces labor but costs more. Semi-automatic needs an operator to load/unload.
- Build & Control: Look for a robust frame and quality components (e.g., hardened mandrels). The control system should be user-friendly (touchscreen) and allow fine-tuning of parameters. Data logging capability is a plus for traceability.
- Power/Footprint: Ensure you have adequate electrical supply (usually 400V, 3-phase) and space for the machine plus clearance for heating and loading.
- Support & Standards: Check for ISO9001/CE certification. Favor suppliers that offer training, spare parts, and local support. Inspection certificates for pipes (e.g. ASTM or EN standards) can be a factor if required.
Applications
Gallery
{kind=link}
{kind=link}
{kind=link}
Main Features
Belling machines vary by the range of pipe diameters they can handle and their output capabilities. Common diameter ranges for PVC are 50–630 mm. Machines are often categorized as compact (small-diameter), standard, or heavy-duty (large-diameter). Table 1 compares typical configurations:
| Configuration | Pipe Ø Range (mm) | Heating Method | Power (kW) | Output (pipes/hr) |
| Compact | 50–160 | Electric hot plate | ~7 | 2–40 |
| Standard | 160–315 | Electric / Infrared | ~13 | 2–40 |
| Heavy-Duty | 250–630 | Electric / Infrared | 15–16.5 | 2–40 |
Sample Specifications (Example): For a mid-range 110 mm machine – Heating: 5 kW electric hot plate; Clamp type: hydraulic jaw; Mandrel: 110 mm steel with O-ring groove; Cycle time: ~45 sec; Output: ~80 pipes/hr; Total power: ~6–8 kW. Features: PLC control, auto heaters. Variants include single-end or double-end machines (belling one or both ends simultaneously), and models with rotating heaters or multiple mandrels for higher throughput.
Related products
-
 Full Extrusion Lines
Full Extrusion LinesPVC Twin Wall Hollow Roof Extrusion Line
-
 Full Extrusion Lines
Full Extrusion LinesPlastic Formwork Extrusion Line
-
 Full Extrusion Lines
Full Extrusion LinesPC Solid Sheet Extrusion Line
-
 Full Extrusion Lines
Full Extrusion LinesWPC/SPC Fluted Panel Production Line