PVC Boru Muşetleme (Belling) Makinesi
Bir PVC boru muşetleme makinesinin nasıl çalıştığını öğrenin. Endüstriyel boru üretimi için bileşenlerini, işlem akış şemasını, özelliklerini, uygulamalarını ve bakımını inceleyin.
Category -> Tam Ekstrüzyon Hatları
Tanım
Yönetici Özeti
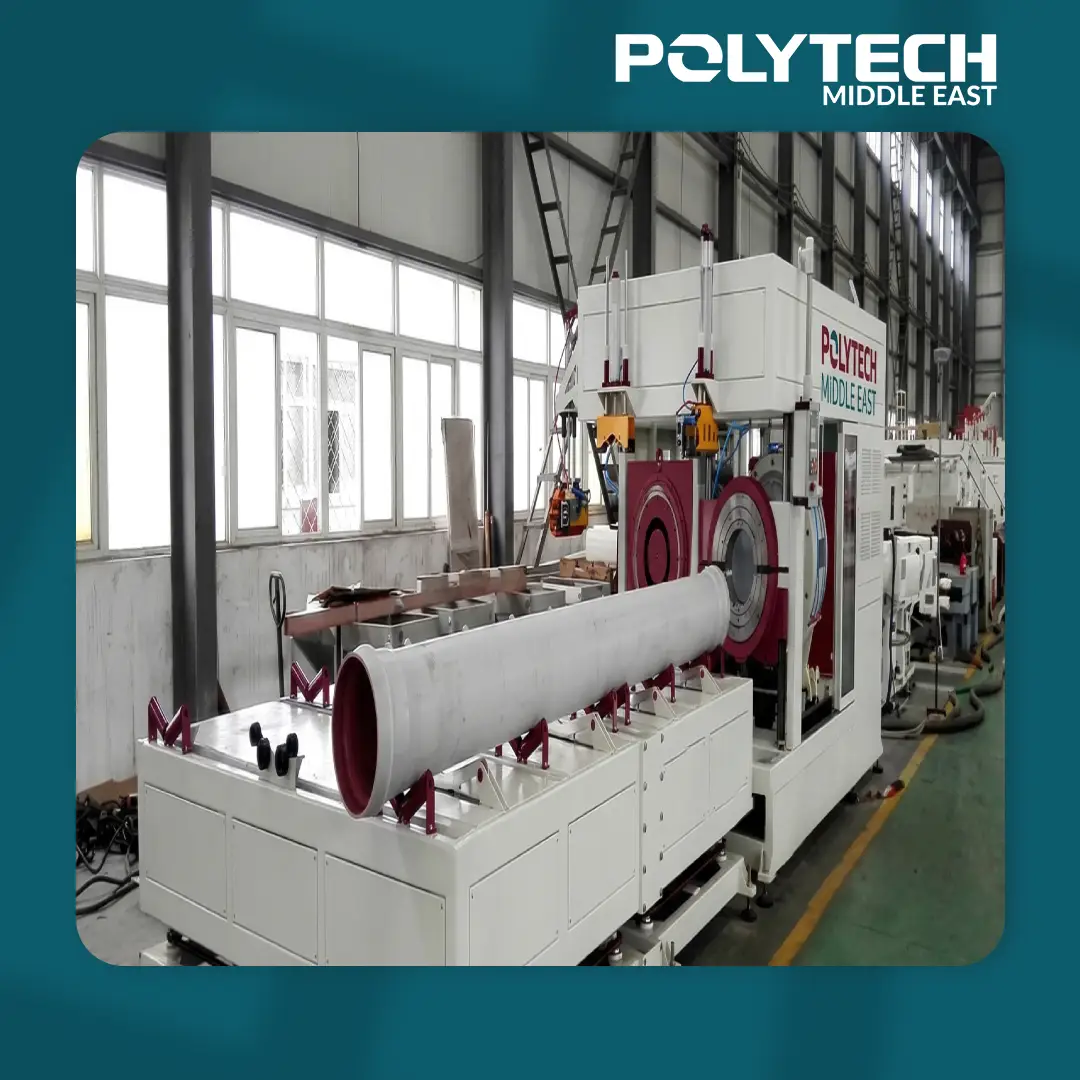
PVC boru muşetleme makinesi, bir PVC borunun bir ucunu ısıtarak genişleten ve çan şeklinde bir soket (muşet) oluşturan özel bir cihazdır. Bu soketli uç, boruların sızdırmaz bağlantılar için (genellikle kauçuk contalar veya solvent yapıştırıcı ile) birleştirilmesine olanak tanır. Muşetleme işlemi; su temini, drenaj ve endüstriyel borulama sistemlerinde güçlü ve güvenilir ek yerleri sağlamak için hayati önem taşır. Modern makineler; boru yükleme, ısıtma, şekillendirme, soğutma ve boşaltma işlemlerini otomatik hale getirerek üretim hızını ve tutarlılığını artırır.
Genel Bakış
PVC boru muşetleme makineleri, plastik bir borunun bir ucunda otomatik olarak bir soket (“muşet”) oluşturur.
- Temel Avantajlar: Üniform ve doğru soket boyutları ile ek yapıştırıcı gerektirmeden daha hızlı montaj imkanı sağlar.
- Makine Tipleri: Tam Otomatik Muşetleme Makineleri (tam otomatik döngü) ve Yarı Otomatik Muşetleme Makineleri (operatör destekli) olarak ikiye ayrılır.
- Malzemeler: Bu makineler PVC, uPVC, CPVC ve bazı durumlarda HDPE boruları işleyebilir.
Temel Çalışma Adımları:
- Boruyu Yükle.
- Boru Ucunu Kelepçele.
- Boru Ucunu Isıt.
- Mandreli/Kalıbı Yerleştir.
- Muşet Şeklini Oluştur.
- Boru Ucunu Soğut.
- Serbest Bırak ve Boşalt.
- Çalışma Prensibi
PVC boru muşetleme adım adım ilerleyen bir süreçtir:
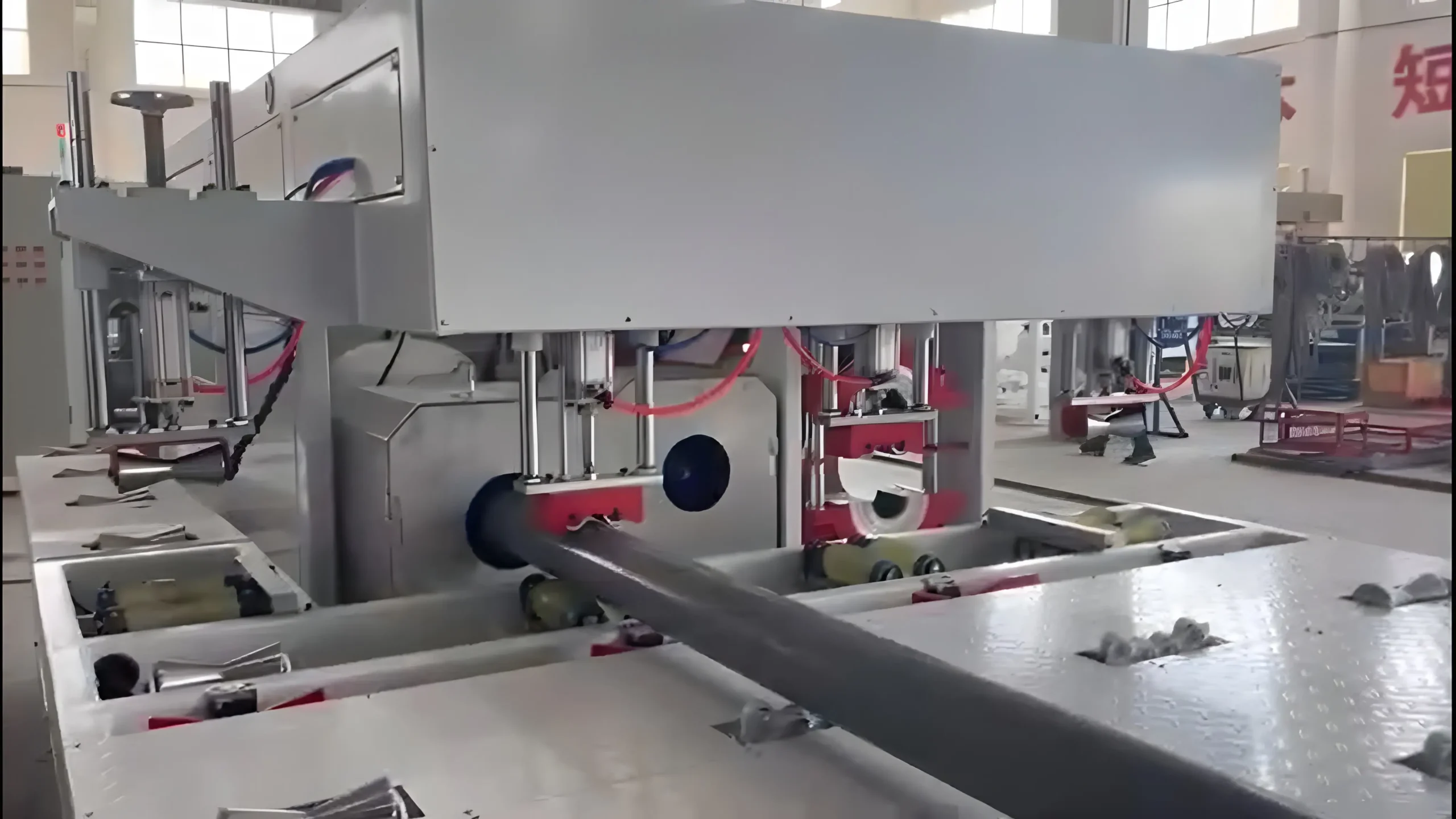
- Boru Yükleme: Boru makineye beslenir. Servo sürücülü veya pnömatik kelepçeler, deformasyonu önlemek için boruyu sıkıca sabitler ve hizalar.
- Isıtma: Kelepçelenmiş boru ucu bir ısı kaynağı ile temas ettirilir. Yaygın yöntemler arasında elektrikli sıcak plakalar, kızılötesi (IR) lambalar veya endüksiyon bobinleri bulunur. PVC tipik olarak 120–140°C civarında ısıtma gerektirir ve bu işlem 20–40 saniye sürer.
- Soket Şekillendirme: Isıtılmış boru ucuna bir mandrel (genişleme kalıbı) yerleştirilir. Yumuşayan plastik, mandrelin şeklini alarak muşet soketini oluşturur. Makineler düz “U-tipi” veya conta yuvalı “R-tipi” soketler oluşturabilir.
- Soğutma: Şekillendirmeden sonra soketin katılaşması için soğutulması gerekir. Bu, hava (fanlar) veya su (püskürtme veya daldırma) ile yapılabilir. Su ile soğutma daha hızlıdır (~15–30 saniye).
- Boşaltma: Soğuduktan sonra kelepçeler boruyu serbest bırakır ve bitmiş ürün hattan alınır. Boru başına döngü süresi genellikle 40 ila 90 saniye arasındadır.
Ana Bileşenler
- Kelepçeler ve Hizalama: Isıtma ve genişletme sırasında boru ucunu hassas bir şekilde sabitler.
- Isıtma Ünitesi: Boru ucunu yumuşatır; PID kontrollü elektrikli sıcak plakalar üniform ısıtma sağlar.
- Genişleme Mandreli (Kalıp): Muşet oluşturmak için sıcak boruya yerleştirilen, her çap için özel olarak tasarlanmış çelik alettir.
- Güç/Tahrik Sistemi: Isıtıcıyı ve mandreli hareket ettirmek için gereken hidrolik veya elektrikli gücü sağlar.
- Soğutma Sistemi: Şekli sabitlemek için su spreyi veya fan tertibatı kullanır.
- Kontrol Paneli: Operatörün parametreleri (sıcaklık, süre, kuvvet) ayarlamasını sağlayan PLC tabanlı bir ünitedir.
Products
{kind=link}
{kind=link}
{kind=link}
Bakım ve Arıza Giderme
- Düzenli Bakım: Isıtıcı plakaların sıcaklık kontrolü, yüzey temizliği ve menteşelerin yağlanması haftalık olarak yapılmalıdır.
- Sorun Giderme: Eksik muşet oluşumu genellikle yetersiz ısıdan kaynaklanır; deforme olmuş soketler ise hatalı hizalamadan dolayı oluşabilir. Yüzeydeki çatlaklar veya baloncuklar aşırı ısınmanın işareti olabilir.
Applications
Galeri
{kind=link}
{kind=link}
{kind=link}
Teknik Özellikler
Makineler, işleyebilecekleri boru çapı aralığına ve çıkış kapasitelerine göre değişir.
| Konfigürasyon | Boru Çap Aralığı (mm) | Isıtma Yöntemi | Güç (kW) | Kapasite (Boru/Saat) |
| Kompakt | 50–160 | Elektrikli sıcak plaka | ~7 | 2–40 |
| Standart | 160–315 | Elektrikli / Kızılötesi | ~13 | 2–40 |
| Ağır Hizmet | 250–630 | Elektrikli / Kızılötesi | 15–16.5 | 2–40 |
İlgili ürünler
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıPVC Köpük Levha Ekstrüzyon Hattı
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıWPC Köpük Levha Ekstrüzyon Hattı
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıPOE Polimer Spinneret Pad Üretim Hattı
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıPVC İkili Duvar Oluklu Çatı Ekstrüzyon Hattı