خط بثق أنابيب PVC
خط بثق أنابيب PVC
تعرف على كيفية عمل خط بثق أنابيب PVC ومكوناته. نستعرض مبدأ التشغيل والمكونات والمواصفات والتطبيقات والصيانة.
التصنيف -> خطوط البثق الكاملة
الوصف
تنفيذي
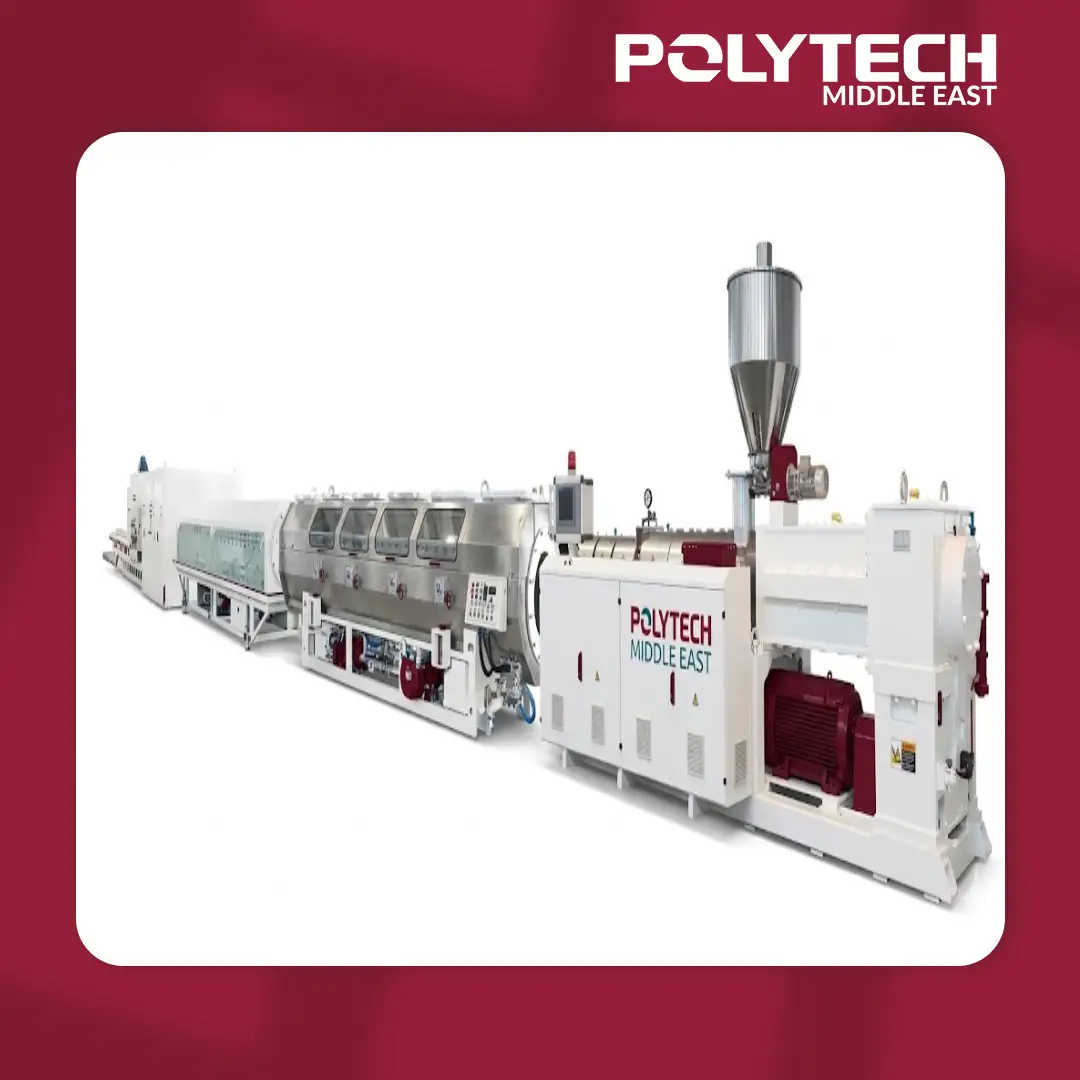
يُعد خط بثق أنابيب PVC نظامًا صناعيًا مستمرًا يقوم بإذابة راتنج PVC الجامد وتشكيله إلى أنابيب طويلة وموحدة الأبعاد. تتضمن المنظومة ماصورة بثق خاصة (غالباً مزدوجة المخروطية)، ورأس قالب دائري لتشكيل الأنبوب، وخزان معايرة تفريغ لتبريده، وآلة سحب (ساحب)، وآلة قطع. تمكّن هذه العملية من تصنيع كميات كبيرة من الأنابيب بسرعة، مع أبعاد دقيقة وهدر منخفض. يغطي هذا الدليل مبدأ التشغيل والمكونات الرئيسية، بالإضافة إلى المواصفات الفنية والتطبيقات وطرق الصيانة وعوامل الاختيار لخط بثق أنابيب PVC.
نظرة عامة
تقوم خطوط بثق أنابيب PVC بإذابة راتنج الـPVC وتشكيله إلى أنابيب صلبة تُستخدم في شبكات مياه الشرب والصرف الزراعي والقنوات الكهربائية. يتم تغذية مسحوق PVC (عادةً جامد غير مطيع PVC مع مثبتات) بشكل مستمر إلى ماسورة الطرد الدوارة. تدور الماسورة الدودية لتسخين المادة وذوبانها إلى خليط متجانس. يُدفع اللدائن المنصهرة عبر قالب معدني دائري ليأخذ الأنبوب شكله. بعد الخروج من القالب، يدخل الأنبوب الساخن إلى خزان معايرة تفريغ ومصنع مائي للتبريد والتصليب. يقوم المضخم بسحب الأنبوب المبرد بسرعة ثابتة، ثم تقطعه وحدة القطع إلى أطوال محددة. تنتج هذه العملية المتواصلة أنبوب PVC متجانس الأبعاد وذو سطح أملس.
مقدمة في تكنولوجيا بثق مواسير PVC
تعد عملية بثق مواسير البولي فينيل كلوريد (PVC) عملية تصنيع مستمرة تهدف إلى تحويل الراتنج الخام إلى مواسير عالية الجودة تستخدم في شبكات المياه، تمديدات الكهرباء، وأنظمة الصرف. يتكون خط الإنتاج الحديث من نظام متزامن مصمم لتحقيق أقصى قدر من الكفاءة والاستدامة، مع تحكم دقيق في الأبعاد. وبفضل استخدام تقنيات الإدارة الحرارية والضغط الميكانيكي، يمكن لهذه الخطوط إنتاج نطاق واسع من الأقطار تتراوح عادة من 16 ملم إلى أكثر من 1000 ملم، بما يتوافق مع المعايير الدولية.
مبدأ التشغيل
- إعداد المواد الخام: خلط راتنج الـPVC مع المثبتات والملدنات والملء للحصول على خليط متجانس.
- التغذية: يتم تغذية الخليط بشكل مستمر ومنضبط في القادوس وصولاً إلى ماسورة الطرد الدوارة.
- الذوبان والخلط: تدور الماسورة الدودية (غالباً مزدوجة المخروط) وتقوم بتسخين الـPVC تدريجياً حتى يذوب ويتجانس. تصمم هذه الماسورة لتوفير خلط قوي مع تجنب تحلل الحرارة.
- التشكيل عبر القالب: يدفع اللدائن المنصهرة عبر قالب دائري، فيشكل أنبوباً دائرياً****.
- المعايرة والتبريد: يمر الأنبوب الساخن عبر خزان معايرة تفريغ مائي. يثبت الخزان قطر الأنبوب تحت ضغط فراغ خفيف، بينما يقوم الماء بتبريده بسرعة.
- السحب: تسحب وحدة سحب (كتربيلار) الأنبوب المبرد بثبات، ويحافظ التحكم التلقائي على السرعة المناسبة للحفاظ على شكل الأنبوب.
- القطع أو اللف: أخيراً، تقطع وحدة القطع الأنبوب إلى أطوال قياسية بواسطة منشار هيدروليكي أو قاطع طائر. يمكن لف الأنابيب المرنة على بكرات حسب الحاجة.
المكونات الرئيسية
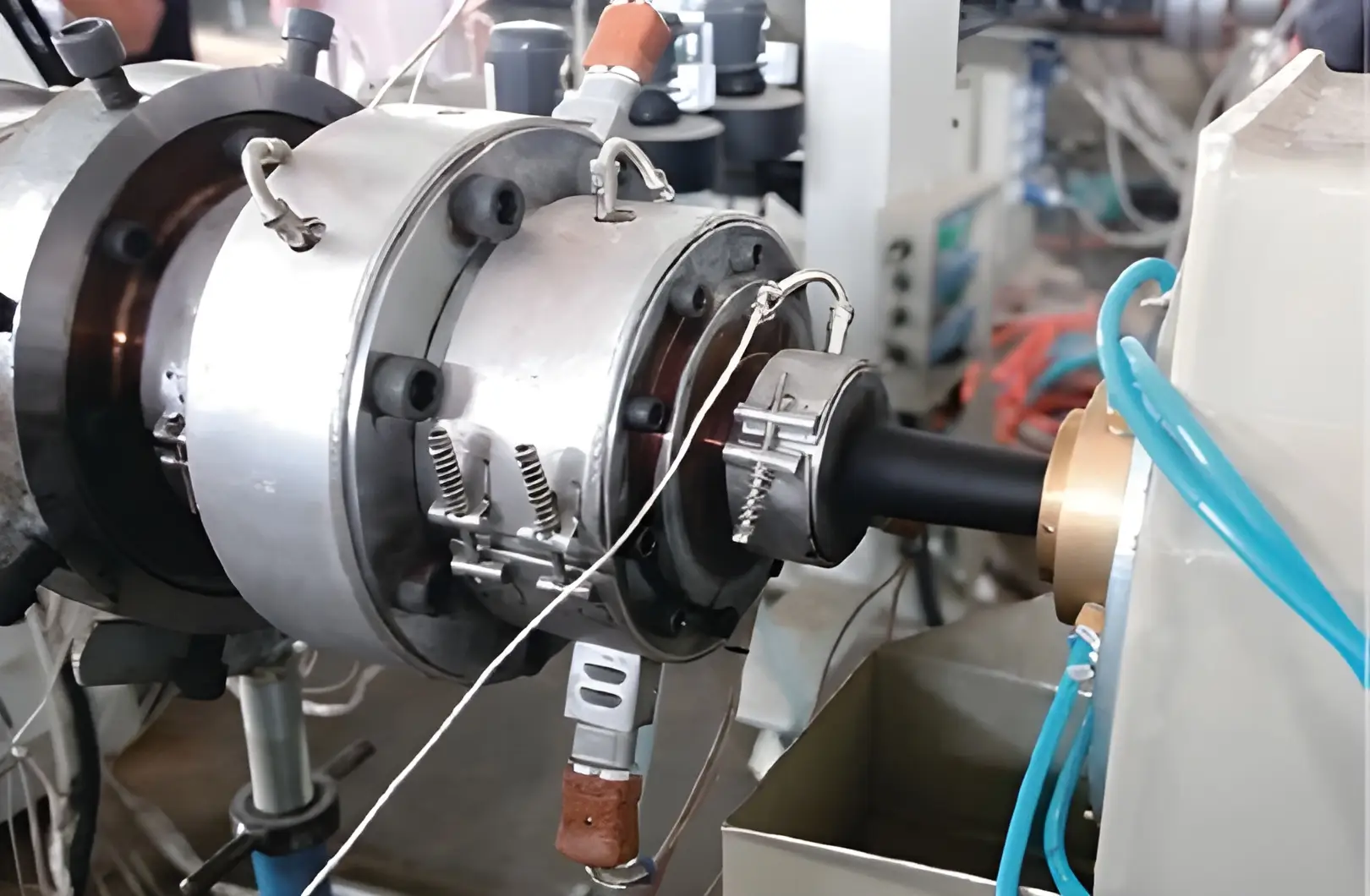
- الماكينة الطاردة (البثق): قلب الخط. تحتوي على ماسورة مزدوجة دوارة داخل ماسورة ذات مناطق تسخين متعددة. تدفع الماسورة اللدائن للأمام وتحوّل الـPVC إلى مادة منصهرة. تستخدم غالباً ماسورة ثنائية المخروط لتجانس المادة وضغط ثابت. يتم التحكم بدرجات حرارة كل منطقة.
- رأس القالب: قطعة معدنية ملحومة في نهاية الماسورة تشكل الأنبوب. يبني الرأس قالباً دائرياً يدفع المادة بالشكل الدائري المطلوب. التصنيع الدقيق لهذا القالب يضمن سمك جدار متساوٍ وسطح أملس. قد يتضمن التصميم أكمام معايرة لضبط الأبعاد النهائية.
- المعايرة والتبريد: مباشرة بعد خروج الأنبوب من القالب، يمر في خزان معايرة تفريغ ومصنع مائي. تثبت المضخات الفراغية قطر الأنبوب في موضعه بينما يبرد المياه خارجه الأنبوب. النظام يستخدم عادة إعادة تدوير المياه مع التصفية. يضمن التبريد المتساوي بقاء الأنبوب مستديراً ويثبت الأبعاد.
- وحدة السحب: تتألف من أحزمة مطاطية أو ملامسات جر تسحب الأنبوب المبرد بعيداً بسرعة ثابتة. يتم ضبط سرعة السحب تلقائياً لتتزامن مع سرعة الطرد، ما يمنع تمدد الأنبوب أو تلفه.
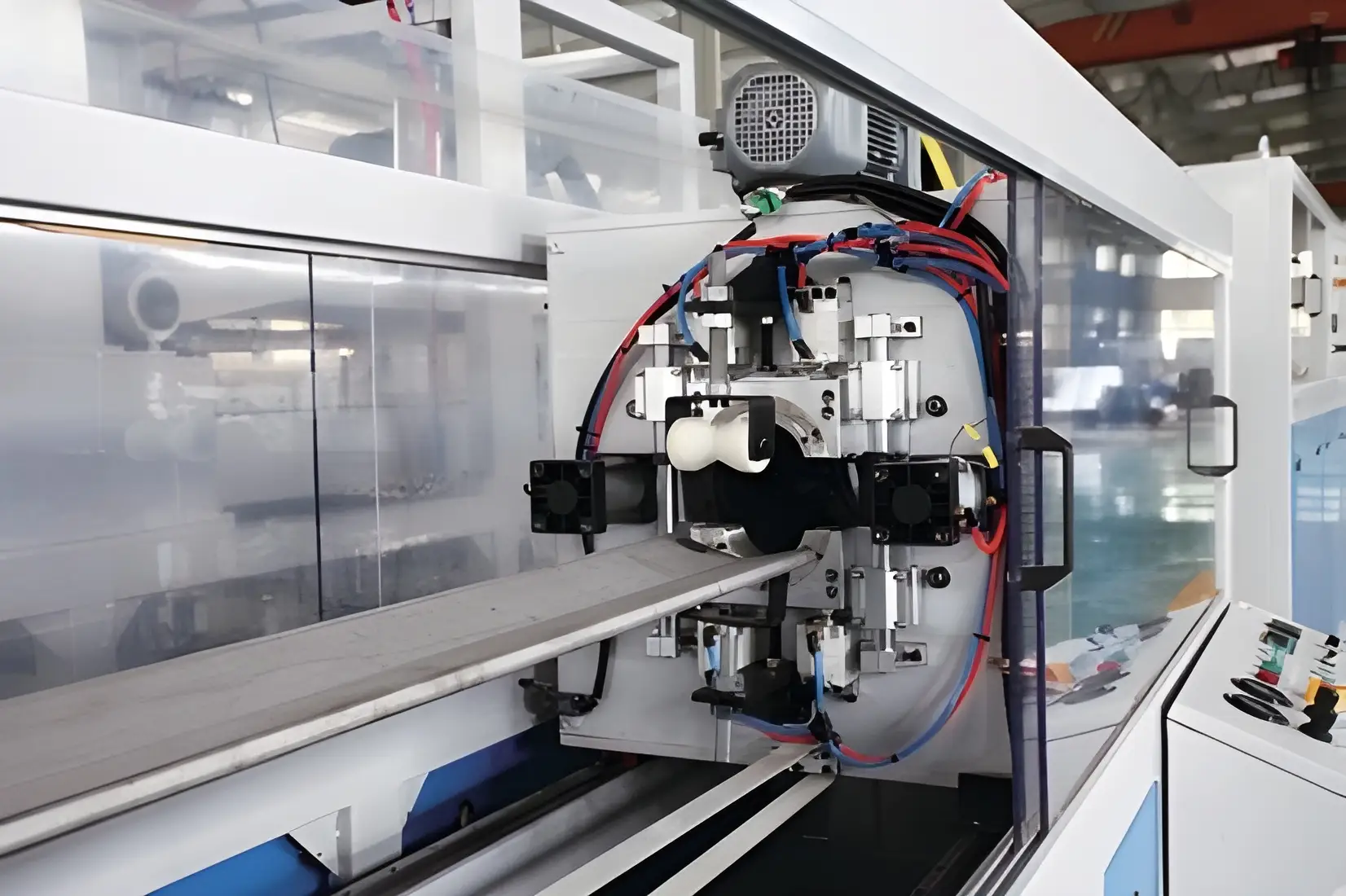
- القطع والتعامل: تقطع المناشير الهيدروليكية أو القواطع الطائرة الأنابيب إلى الأطوال المطلوبة. قد تضم الخطوط الطويلة خطّ لف لتحويل أي أنابيب مرنة إلى لفائف. يمكن أيضاً تزويد الخط بوحدات تعليم أو تعبئة.
نظام التحكم: لوحة تحكم مبرمجة (PLC) تراقب كل المعلمات الحيوية: درجات الحرارة، ضغط الطرد، سرعات السحب، الخ. عادة ما تشمل الأنظمة الحديثة شاشات لمس وميزات تحكم آلية (مثل قياس السمك الاتوماتيكي) لضمان اتساق العملية
معايير الإنتاج ومراقبة الجودة
معايير الإنتاج الأساسية تشمل سرعة البرغي، ضبط درجات الحرارة، ضغط الطرد، وسرعة السحب. تضبط هذه المعلمات للحصول على تدفق مستقر وأبعاد صحيحة. عمومًا، يمكن بثق الأنابيب الصغيرة بسرعات أعلى (مثلاً أنبوب 16 مم يمكن إنتاجه بـ ~6–10 م/د)، بينما تنخفض سرعة الإنتاج للأنابيب الكبيرة (مثلاً 50 مم ينتج بـ 2–4 م/د). يحتاج الأنبوب بسماكة أكبر إلى خزان تبريد أطول لضمان التصلب الكامل.
يُراقَب القطر وسمك الجدار باستخدام أجهزة قياس داخلية. تستخدم الأنظمة الحديثة ليزرات أو حساسات فوق صوتية لقياس سمك الجدار وتغذية المعلومات للنظام، بحيث تُعدل سرعة السحب أو التدفق للحفاظ على التفاوتات ضمن الحدود المسموح بها. كما تُفحص سطحية الأنابيب بصريًا؛ يساعد نظام المعايرة الفراغية في منع الخشونة والتجاويف على السطح. قد تُجرى اختبارات الضغط بالماء على عينات من الأنابيب للتحقق من متانة المنتج.
المنتجات
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
التطبيقات والأسواق
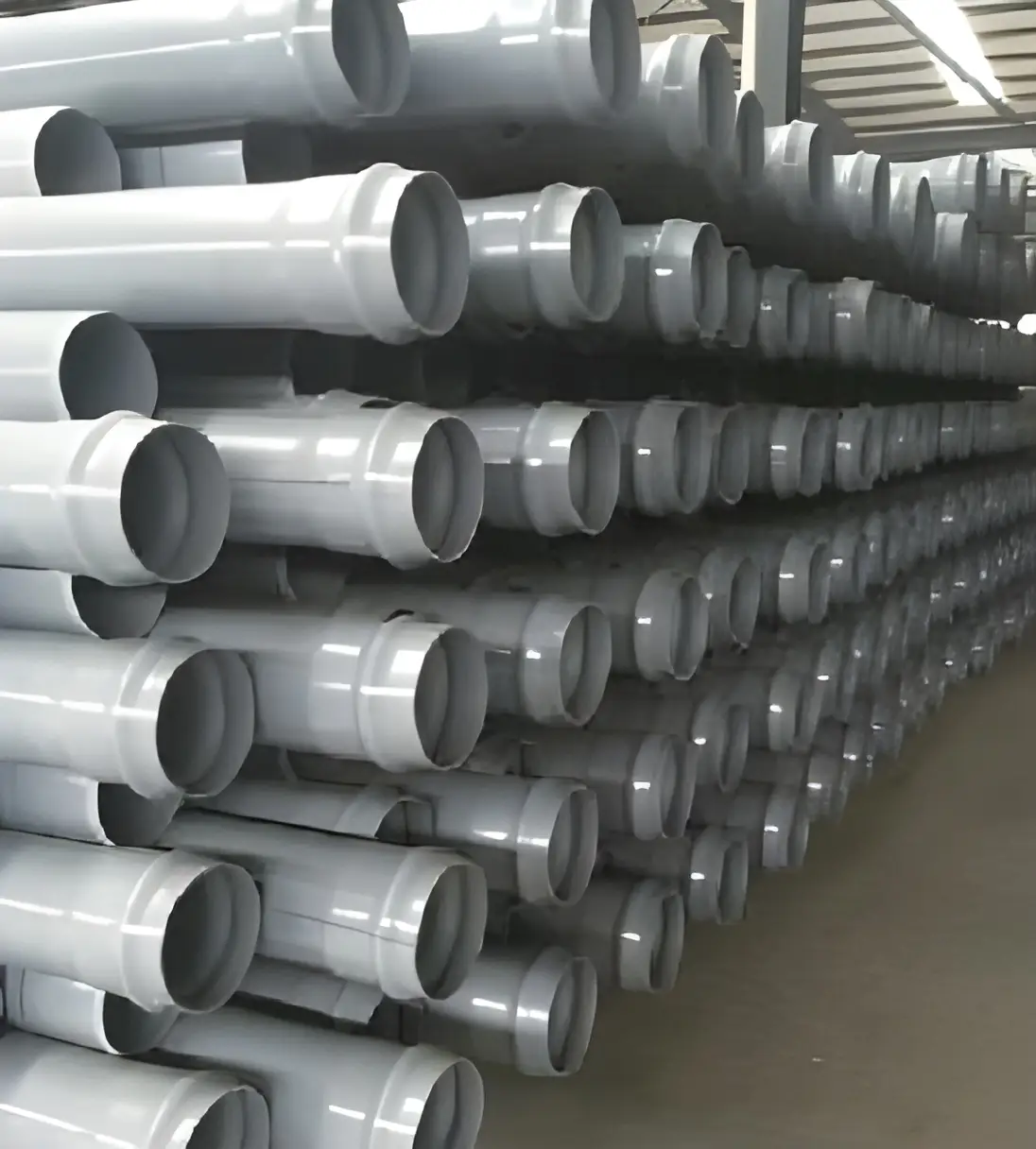
تُستخدم أنابيب PVC المنتجة في التطبيقات التالية:
- مياه الشرب والصرف الصحي: شبكات توزيع مياه الشرب وأنظمة تصريف المجاري.
- الري والزراعة: نقل المياه للحقول وأنظمة الري بالتنقيط.
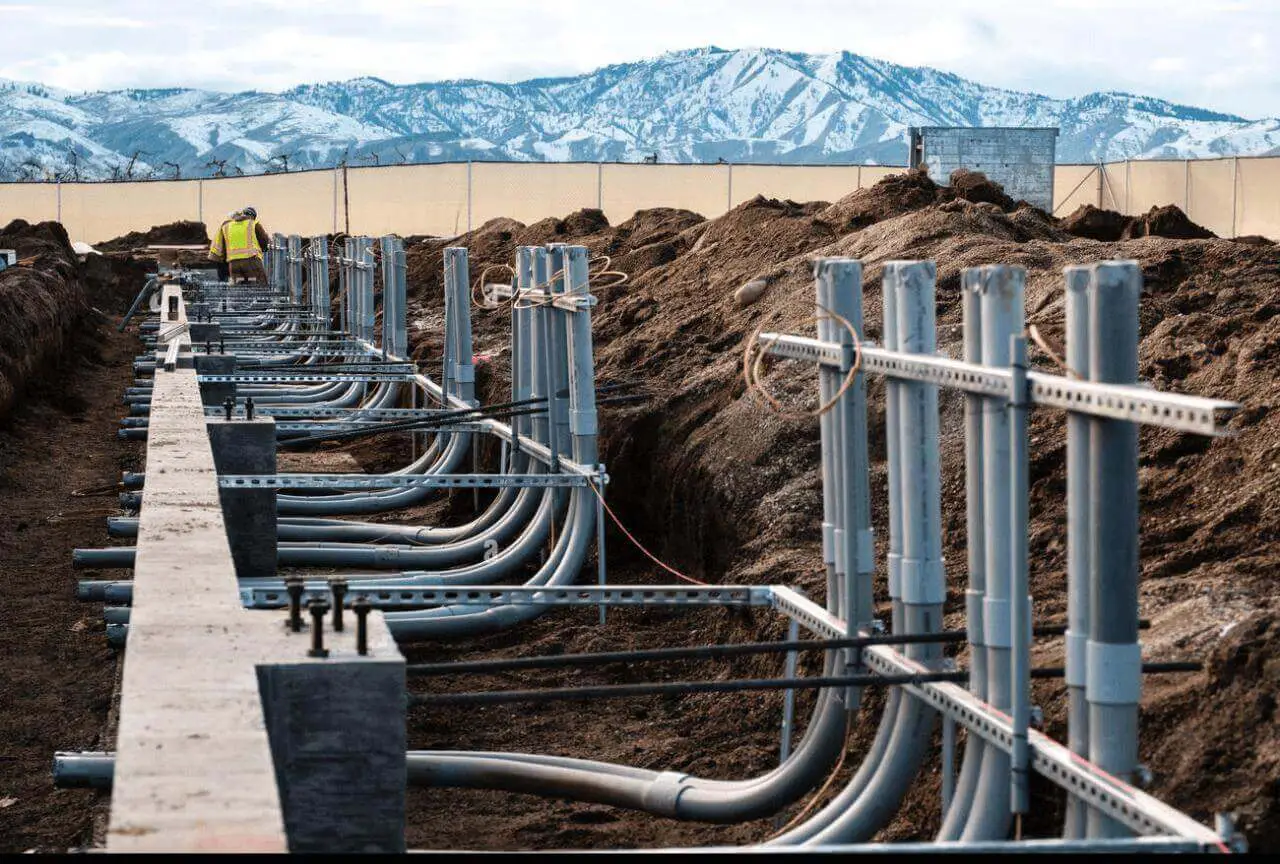
- القنوات الكهربائية: تغطية الكابلات في الأبنية والطرق.
- الصناعة الكيميائية: نقل المواد الكيميائية والمياه المعالجة.
- البناء: مواسير التهوية، مواسير تصريف الأمطار، والأنظمة الأساسية تحت الأرض.
الصيانة واستكشاف الأعطال
الصيانة اليومية: تشمل فحص الماكينة بصريًا (التسريبات، الأسلاك، الضوضاء غير الطبيعية)، والتأكد من ضبط درجات الحرارة في المناطق التسخينية. يجب تنظيف رأس القالب والأكمام المعيارية من أي رواسب. فحص مستوى وتدفق المياه في خزان التبريد، وتنظيف مرشحات المياه. مراقبة أحزمة السحب ووحدة القطع للتآكل وضبط التزامن.
الصيانة الدورية: تزييت المحامل، فحص زيت علبة التروس، معايرة الحساسات، واستبدال المرشحات والقطع البالية شهريًا على الأقل.
مشاكل شائعة وحلولها:
- سطح خشن أو عيوب ظاهرية: غالبًا بسبب ذوبان غير متجانس أو تدهور مادة الـPVC. فحص درجات الحرارة وتآكل البرغي أو البرميل.
- تفاوت سمك الجدار: قد ينتج عن توزيع المادة غير المتوازن في القالب أو سرعة سحب غير مستقرة. التعديل التلقائي لسرعة السحب أو تعديل القالب يحسن التفاوت.
- شكل بيضاوي (Ovality): يشير إلى تبريد غير متساوٍ أو انخفاض في قوة التفريغ. ضبط التفريغ الفراغي وتوازن حرارة المياه يُصلح العيب.
- فقاعات داخلية: نتيجة بخار أو رطوبة في المواد. تجفيف المواد الخام جيدًا واستخدام مناطق تهوية على الماسورة يقي من هذه المشكلة.
- علامات احتراق أو تغير لون: علامة على سخونة مفرطة. ضبط نظام التبريد وتوزيع المثبتات يساعد على تجنب هذا العيب.
- عيوب الأطراف: مثل نهايات غير مستوية بسبب تلف شفرات القطع أو خطأ التزامن. يجب صيانة الشفرات والمزامنة بدقة.
المزايا والقيود
المزايا: الإنتاج المستمر العالي يحول مواد PVC إلى أنابيب بسرعة وبتكلفة منخفضة. جودة المنتج ثابتة وسطح الأنابيب ناعم. إعادة تدوير نفايات القص يقلل الهدر. PVC نفسه مادة اقتصادية ومقاومة للتآكل ما يمنح الأنابيب عمرًا طويلًا. الأتمتة الحديثة تضمن عملًا متوافقًا وآمنًا.
القيود: يتطلب الـPVC تحكمًا دقيقًا في درجات الحرارة ضمن نطاق ضيق. السخونة المفرطة تسبب عيوبًا وغازات ضارة. خطوط البثق مخصصة أساساً لـPVC الجامد (UPVC)، حيث يحتاج CPVC إلى معدات أقوى (ماصورة وأخشاب خاصة). كذلك، سرعة الإنتاج للأنابيب الكبيرة منخفضة نسبيًا (مثلاً <5 م/د لأنابيب >100 مم). استهلاك الطاقة متوسط (~0.1 كيلوواط·س/كجم). و من الناحية البيئية، يجب معالجة الغبار والمواد المفرزة بشكل مناسب. يجب توفير تهوية جيدة لمنع تعرّض العاملين لأبخرة الـPVC.
الاعتبارات البيئية والسلامة
- إعادة التدوير: يتم عادة طحن قطع الأنابيب وإعادتها إلى الخط (قد يصل إلى 20–30% من التركيبة) لتقليل الفاقد.
- استخدام المياه: تُعاد تدوير مياه التبريد مع ترشيحها. يتم التحكم في درجة حرارة المياه المرممجة.
- انبعاثات: عمليات البثق لا تطلق ملوثات خطرة كبيرة. ومع ذلك، يُراعى تركيب مرشحات وتنقية للهواء في أماكن الفرز والتحميل.
- السلامة: غبار PVC غير سام لكن يُنظف بانتظام. يجب ارتداء كمامات عند التعامل مع المسحوق. يجب تثبيت أجهزة منع الحريق (لأن PVC يحوي كلور يشكل HCl عند الحرق).
- الالتزام بالمعايير: يجب التأكد من مطابقة الخط للمعايير الدولية (مثل ISO/CE) ومعايير البيئة المحلية.
دليل الشراء والاختيار
- متطلبات الإنتاج: حدد بدقة الأقطار المرغوبة، مدى سمك الجدار، وسعة الإنتاج (كجم/س). هذه العوامل تحدد حجم الماسورة الطاردة وباقي مكونات الخط.
- نوع المادة: هل ستنتج PVC صلب (uPVC) فقط أم أيضاً PVC كلوريني (CPVC)؟ CPVC يحتاج درجات حرارة أعلى ومكونات أكثر قوة.
- المواصفات الماسورة الطاردة: ابحث عن ماسورة ثنائية المخروط (L/D في حدود 28–36:1) مع محرك قوي وعلبة تروس موثوقة. تأكد من ملائمة قدرة المحرك لمعدل الإنتاج المطلوب.
- المعدات اللاحقة: اختر وحدة سحب مناسبة لمجموعة أقطارك (أحزمة قابلة للتعديل أو كاتر بيلر)، وجهاز قطعي يضمن تشطيبًا نظيفًا. اختر خزان معايرة ذا طول وكثافة تناسب سمك الأنبوب الأقصى.
- الأتمتة والتحكم: وجود نظام PLC مع تحكم مغلق وواجهات سهلة الاستخدام يحسن الدقة ويقلل الأخطاء. خواص مثل مراقبة سمك الجدار بالإنتاغة الآلية تعزز الجودة.
- الشهادات والدعم: تحقق من توفر شهادات الجودة والسلامة (CE، ISO) للآلات. اسأل عن دعم ما بعد البيع وتوفر قطع الغيار وسرعة الاستجابة للصيانة.
التطبيقات
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
معرض الصور والفيديو
{kind=link}
{kind=link}
{kind=link}
الميزات الرئيسية
المواصفات الفنية والمتغيرات
تصميم خط بثق PVC يعتمد على نطاق أقطار الأنابيب ومعدل الإنتاج المطلوب. تتراوح الأقطار الشائعة من 16 إلى 630 ملم. الخطوط الصغيرة (مثلاً 16–32 مم) قد تستخدم ماصورة ذات برغي واحد، بينما تستخدم الخطوط الأكبر ماصورة ثنائية المخروط لتوفير خلط أفضل. الجدول التالي يقارن التكوينات النموذجية:
| التكوين | نطاق القطر (مم) | نوع الماسورة الطاردة | الإنتاج (كجم/س) | السرعة (م/د) |
|
خط صغير |
16–32 | برغي واحد (نمط برغي) | 100–300 | 6–12 |
|
خط قياسي |
32–63 | ثنائي المخروط | 300–800 | 2–6 |
|
خط إنتاج عالي |
75–160 | ثنائي المخروط | 800–1500 | 10–25 |
منتجات مشابهة
-
 خطوط البثق الكاملة
خطوط البثق الكاملةPE خط إنتاج أنابيب الري بالتنقيط الدائرية من البولي إيثيلين
-
 خطوط البثق الكاملة
خطوط البثق الكاملةآلة تصنيع أرضيات LVT
-
 خطوط البثق الكاملة
خطوط البثق الكاملةخط إنتاج قوالب البناء البلاستيكية
-
 خطوط البثق الكاملة
خطوط البثق الكاملةخط سحب ألواح الخشب البلاستيكي (WPC)