PVC Boru Ekstrüzyon Hattı
PVC boru ekstrüzyon hattının nasıl çalıştığını öğrenin. Ana bileşenler, üretim süreci ve uygulama alanları hakkında bilgi edinin
Category -> Tam Ekstrüzyon Hatları
Tanım
PVC Boru Ekstrüzyon Teknolojisine Giriş
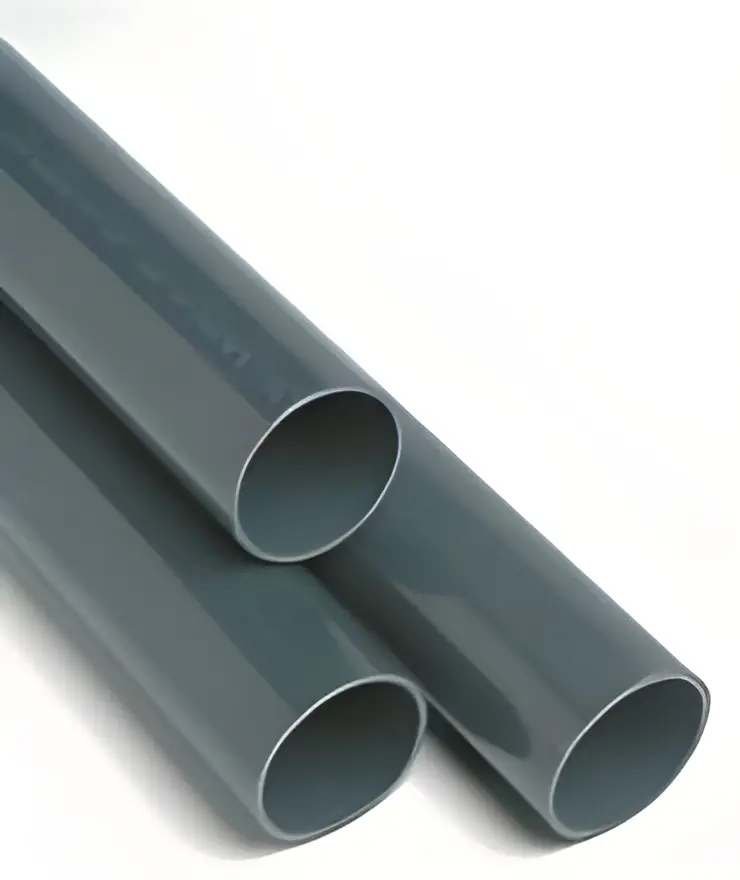
PVC boru ekstrüzyonu, ham PVC reçinesini su temini, elektrik tesisatı ve drenaj sistemleri için kullanılan yüksek kaliteli borulara dönüştüren sürekli bir üretim sürecidir. Modern bir ekstrüzyon hattı, yüksek verimlilik, dayanıklılık ve hassas boyut kontrolü için tasarlanmış senkronize bir sistemdir. Gelişmiş termal yönetim ve mekanik basınç kullanarak, bu hatlar 16 mm’den 1000 mm’nin üzerine kadar geniş bir boru çapı aralığında üretim yapabilir ve ASTM ile ISO gibi uluslararası standartları karşılayabilir.
Özet
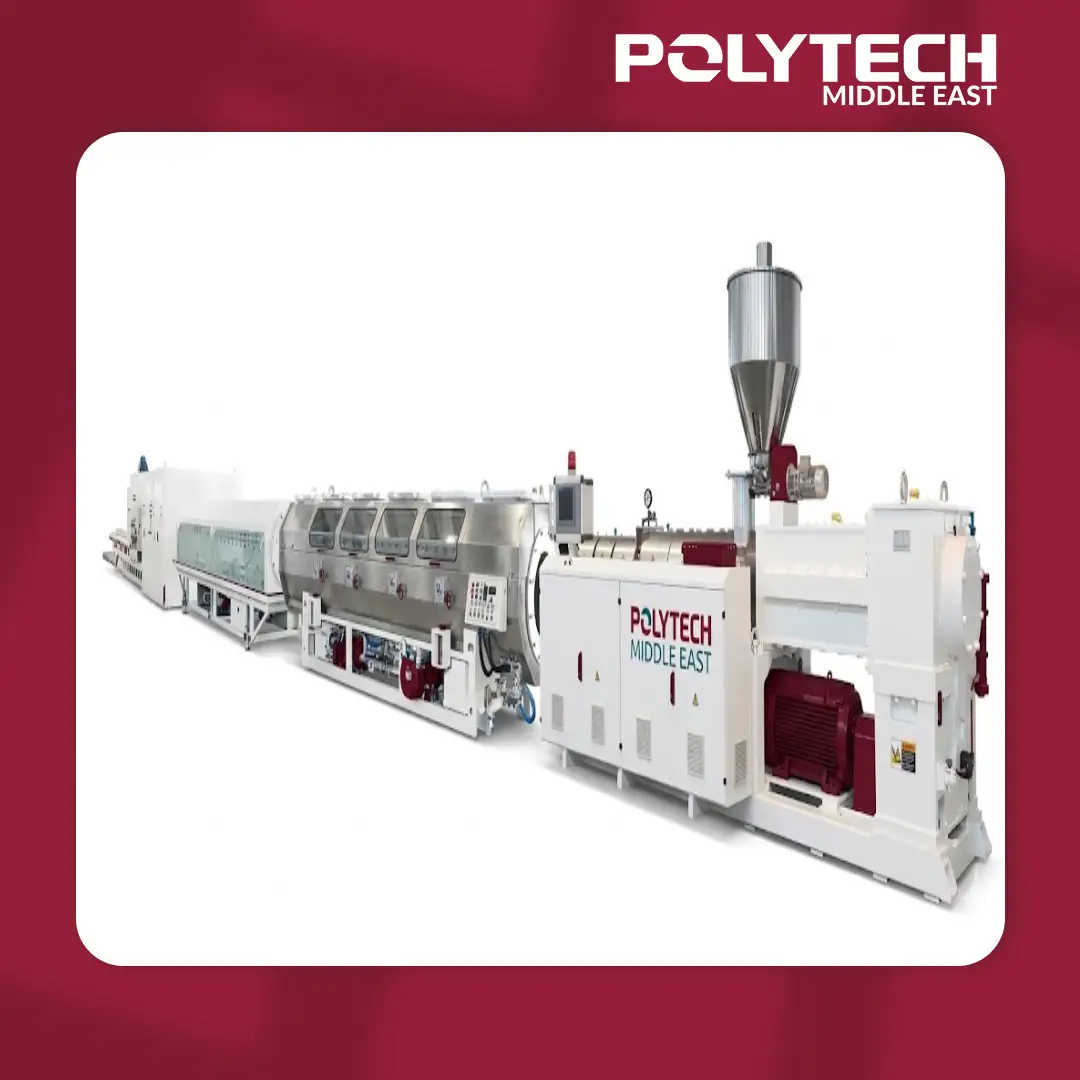
PVC boru ekstrüzyon hattı, PVC reçinesini eriterek uzun, tek parça PVC borular üreten sürekli bir üretim sistemidir. Bu sistemde genellikle özel bir ekstruder (PVC için genellikle konik çift vidalı), boruyu şekillendiren dairesel bir kalıp, çapı sabitleyen vakumlu bir kalibrasyon tankı, çekme ünitesi ve kesme donanımı yer alır. Bu süreç, yüksek hacimli boru üretiminde hızlı ve güvenilir çalışmayı sağlar, boyut tutarlılığı sağlarken hurda payını düşürür. Bu kılavuzda, PVC boru ekstrüzyon hatlarının çalışma prensibinden başlayarak temel bileşenleri, teknik özellikleri, uygulama alanları, bakım süreci ve satın alma kriterleri detaylandırılacaktır.
Genel Bakış
PVC boru ekstrüzyon hatları, PVC reçinesini eriterek inşaat ve altyapı için dayanıklı borular üretir. PVC (genellikle UPVC) ve katkıları önceden karışım olarak hazırlanır ve ekstrüderin besleyicisine aktarılır. Dönen vidalar PVC’yi eritip iyice karıştırır. Eriyen PVC, boru profili veren dairesel kalıptan (düdie) geçer. Çıkıştaki sıcak boru hemen vakumlu kalibrasyon tankına, ardından soğutma banyosuna girer; burada suyla soğutularak şekli sabitlenir. Haul-off ile boru düzgün hızda çekilir, ardından kesme ünitesi istenilen boyda keser. Sürekli bu döngüyle düzgün çaplı ve yüzeyli PVC borular elde edilir.
Çalışma Prensibi
- Hammadde Hazırlığı:PVC tozu, stabilizatörler, kayganlaştırıcılar ve dolgu malzemeleri karıştırılarak besleme malzemesi hazırlanır.
- Besleme:Hazırlanan malzeme kontrollü bir hızda ekstrüderin haznesine iletilir.
- Erime ve Karıştırma:Ekstrüderin içindeki vida sistemi PVC’yi ısıtarak eritir ve karıştırır. PVC boruları için genellikle konik çift vidalı ekstruder kullanılır; bu, homojen bir eriyik ve eşit basınç sağlar.
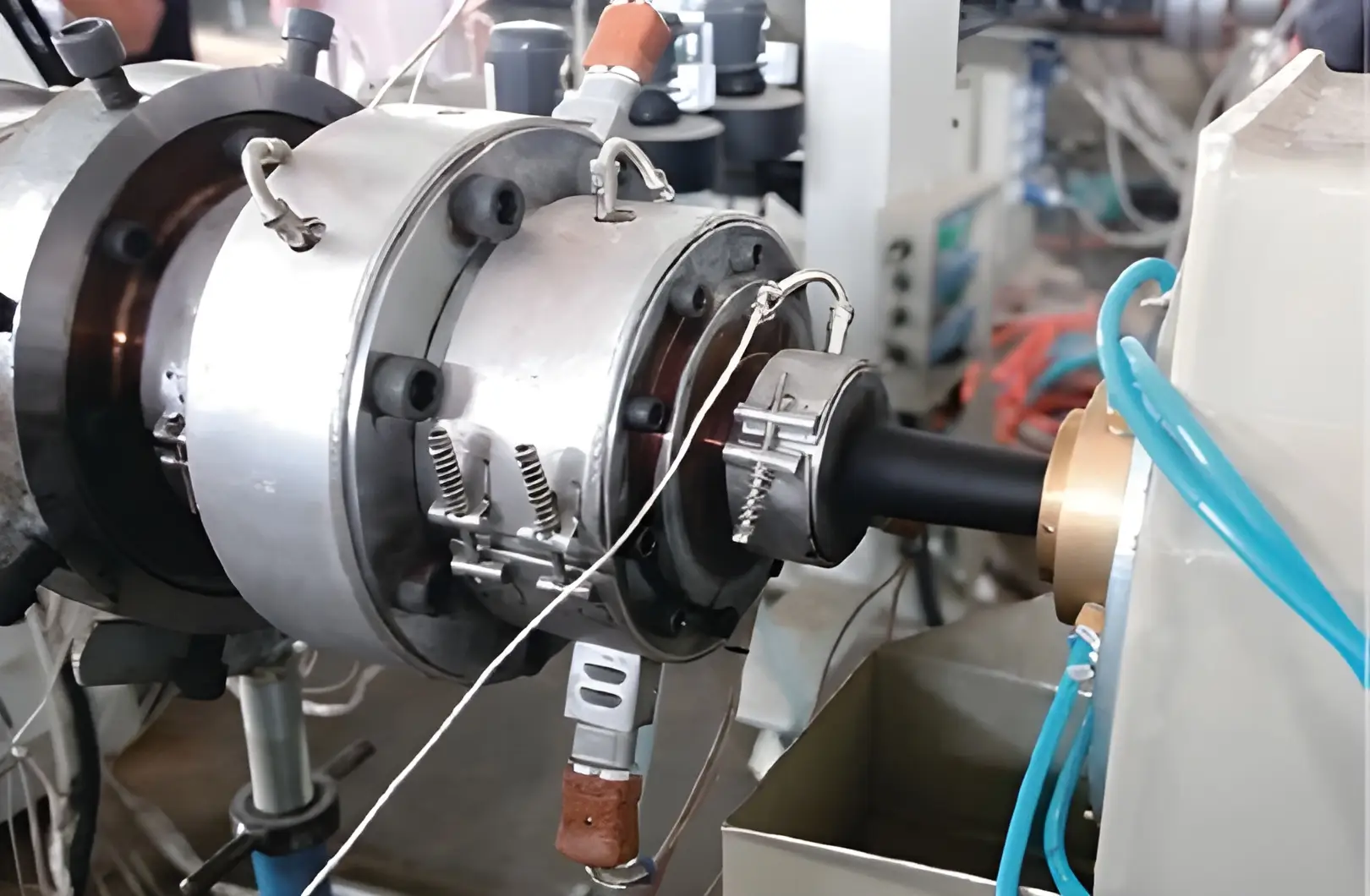
- Kalıptan Geçirme:Erimiş PVC, dairesel kalıptan (düdie) geçirilir; bu kalıp malzemenin boru kesitini almasını sağlar.
- Kalibrasyon ve Soğutma:Boru, kalıptan çıkar çıkmaz vakumlu kalibrasyon tankına ve soğutma banyosuna girer. Bu aşamada borunun çapı sabitlenirken suyla hızlıca soğutulur.
- Çekme Ünitesi:Soğuyan boru, motorlu kayışlar veya paletlerle çekilerek üretilir. Çekme hızı, ekstrüderle senkronize edilerek boru gerilmesi kontrol altında tutulur.
- Kesme:Üretilen boru, hidrolik testere ile istenilen uzunluklarda kesilir. Uygun ise ince profiller makaralara sarılarak devamlılık sağlanır.
Ana Bileşenler
- Ekstruder:Hattın kalbidir. Dönen vidalar PVC’yi eritip karıştırır. PVC boruları için çoğunlukla konik çift vidalı ekstruder tercih edilir; bu, güçlü karıştırma ve eşit basınç sağlar. Vidaların L/D oranı genelde 24:1–36:1’dir ve her ısı bölgesi bağımsız kontrol edilir.
- Düdie (Kalıp):Ekstrüder çıkışında yer alan özel kalıp, erimiş PVC’nin boru şeklini almasını sağlar. Kalıp, malzemenin eşit yayılmasına dikkat edecek şekilde tasarlanmıştır. Çok katmanlı borular veya özel profiller için farklı kalıplar kullanılabilir.
- Kalibrasyon ve Soğutma:Boru, kalıptan çıktıktan sonra vakumlu bir tanktan ve su banyosundan geçer. Vakumlu tank çapı sabit tutar, su banyosu boruyu soğutur. Sistem genellikle suyu filtreleyerek yeniden dolaştırır. Düzenli soğutma borunun yuvarlaklığını korur.
- Çekme Ünitesi:Soğuyan boru, kayışlar veya paletlerle tutulur ve ekstrüderden uzaklaştırılır. Çekme hızı otomatik olarak ayarlanarak borunun düzgün çekilmesi sağlanır.
- Kesme ve Sarma:Boru, otomatik testerelerle istenen boylarda kesilir. İnce veya esnek borular makaralara sarılır. Etiketleme veya istifleme gibi ek üniteler bulunabilir.
- Kontrol Sistemi:PLC tabanlı kontrol panosu tüm parametreleri izler (sıcaklık, basınç, hız vb.). Modern hatlar dokunmatik arayüzler ve otomatik geri beslemeyle çalışır; gerçek zamanlı veri kaydı ve uyarılar kaliteyi garanti eder.
Products
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Üretim Parametreleri ve Kalite Kontrol
Önemli parametreler vida hızı, fırın sıcaklıkları, ekstrüzyon basıncı ve çekiş hızıdir. Bu değerler, homojen eriyik akışı ve doğru boyutsal sonuçlar için ayarlanır. Küçük çaplı borular daha yüksek hızlarda üretilir (16 mm ~6–10 m/dk), büyük çaplılar yavaşlar (ör. 50 mm ~2–4 m/dk). Duvar kalınlığı arttıkça soğutma tankı uzatılır.
Üretilen borular, satır içi çap ve kalınlık ölçerler ile takip edilir. Lazer veya ultrasonik sensörler anlık geribildirim sağlar; sapma olduğunda otomatik kontrol sistemi çekiş hızını veya ekstrüzyon parametrelerini düzeltir. Yüzey düzeyi görsel olarak izlenir; vakum kalibrasyon pürüzsüz yüzey sağlar. Rastgele seçilen borularla basınç testi yapılabilir.
Dozaj kontrolü ve stabil hammadde beslemesi kaliteyi artırır. İyi tasarlanmış kalıplar ve kararlı süreç koşulları, üretim hatalarını (kalınlık farkı, ovalite) engeller. Çap toleransları genellikle ±0.1–0.3 mm arasındadır. Bunları korumak için otomatik ölçüm sistemleri şarttır.
Uygulamalar ve Pazarlar
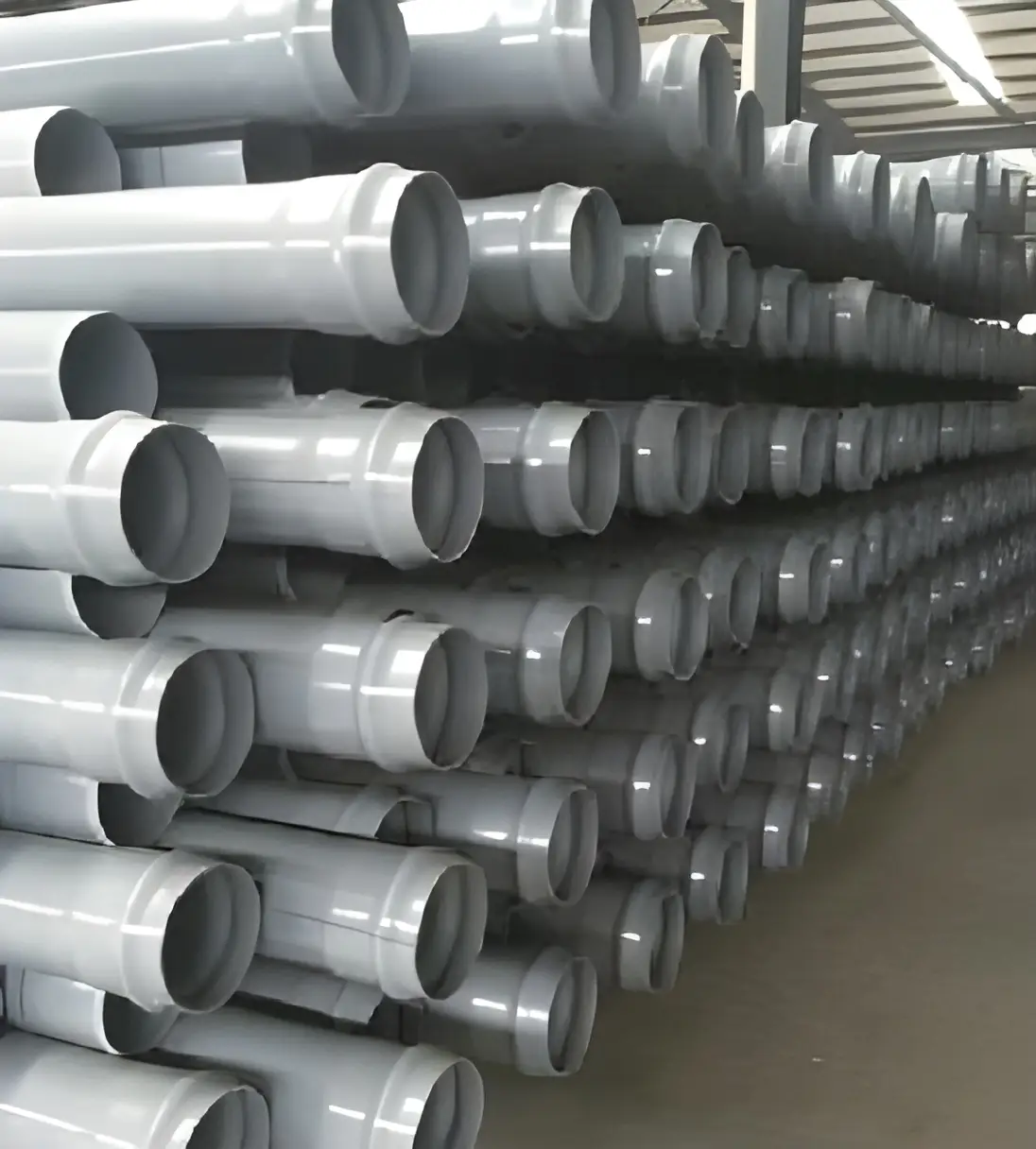
PVC boruları pek çok alanda kullanılır:
- Su ve Kanalizasyon:İçme suyu hatları, atık su ve drenaj boruları.
- Tarım ve Sulama:Sulama sistemleri ve tarımsal su hatları.
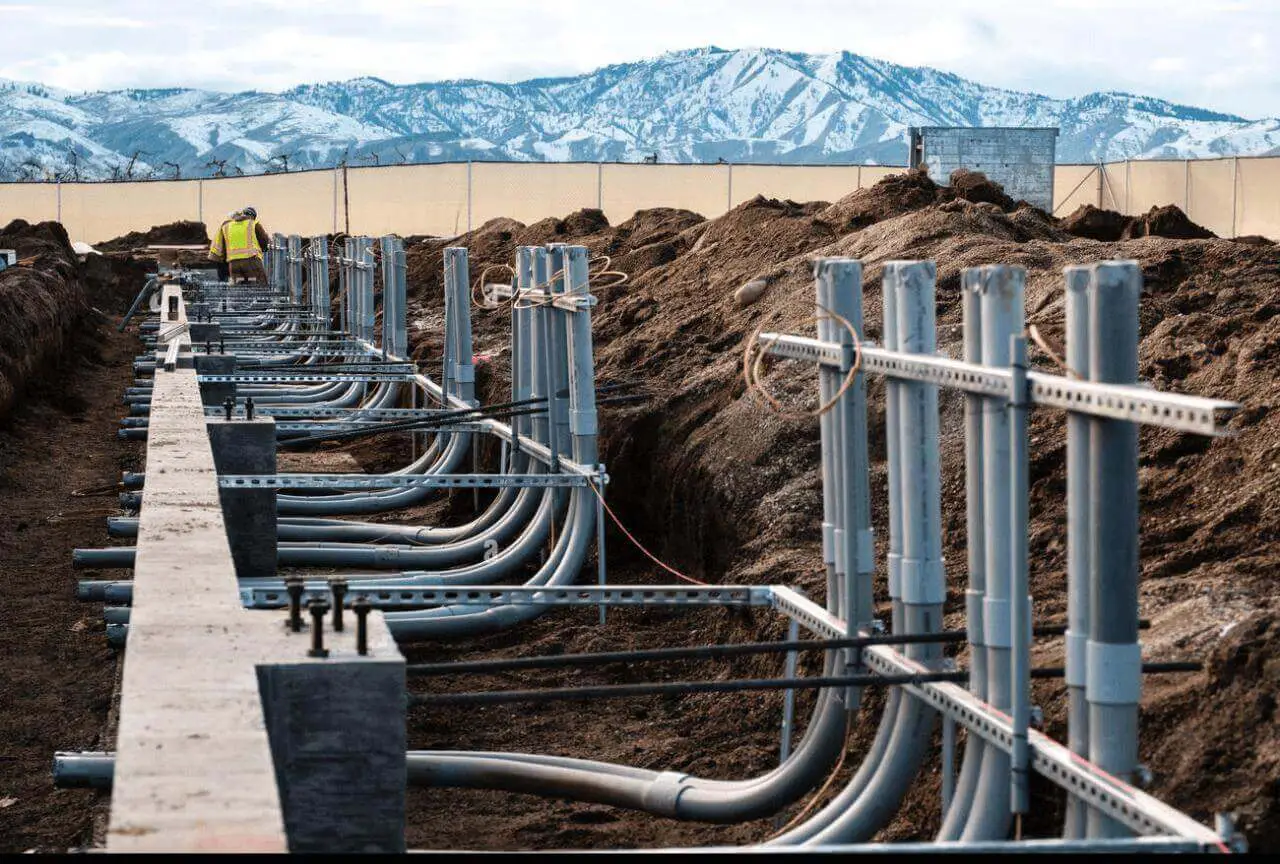
- Elektrik Altyapısı:Kablolama için koruyucu borular.
- Sanayi:Kimyasal taşıma ve proses boruları.
- İnşaat:Havalandırma kanalları, yağmur suyu boruları, temel altyapılar.
Bakım ve Arıza Giderme
Günlük Bakım: Makine üzerinde hızlı görsel inceleme (yağ kaçakları, bağlantılar, sesler), ısı bölgeleri kontrolü ve temizliği. Kalıp ve kalibratör düzenli temizlenmeli, vida sıcaklıkları gözden geçirilmelidir. Su tankı seviyeleri, filtreler ve vakum pompası kontrol edilmelidir. Çekme kayışları, paletler ve kesme bıçakları incelenmelidir. Tüm sensörler ve acil durdurma sistemleri test edilmelidir.
Sorun Giderme:
- Yüzey pürüzlülüğü: Eriyik akışında tutarsızlık veya aşıtma; vida koşulları ve madde kalitesi gözden geçirilmeli.
- Duvar kalınlığı dengesizliği: Kalıp akışı veya çekiş hızı kaynaklı; lazer ölçüm ve kontrol ile düzeltme yapılır.
- Ovalite: Yetersiz vakum veya düzensiz soğutma; kalibrasyon tankı vakumu ve su devresi kontrol edilmeli.
- Hava kabarcıkları: Nem veya hava kalması; malzeme kurutulmalı ve ekstrüder havalandırması kullanılmalı.
- Yanık işareti ve renk: Yüksek ısı veya uzun kaldı; ısı kontrolü iyileştirilmeli, katkı dağılımı gözden geçirilmeli.
- Uç kusurları: Bükülmüş veya pürüzlü uçlar, aşınmış bıçak veya senkronizasyon hatası göstergesidir; kesme ünitesi bakımı gereklidir.
Avantajlar ve Sınırlamalar
Avantajlar: Sürekli hatlar çok yüksek üretim hızına ulaşır (bazı hatlar 1000+ kg/saat üretebilir). Kalıp ve kalibrasyon sistemleri tutarlı çap ve yüzey kalitesi sağlar. Artan otomasyon, güvenilir işçilik ve düşük hurda ile üretim maliyetini düşürür. PVC hammadde olarak ucuzdur ve borular uzun ömürlüdür.
Sınırlamalar: PVC işleme sıcaklığa hassastır; aşırı ısı bozukluğa yol açar. İşlem görmüş hatlar genelde sadece sert PVC (ve sınırlı yumuşak PVC) için tasarlanmıştır. Büyük çaplı borular için ekstrüzyon hızı azalır (ör. >100 mm için ~1–3 m/dk). Enerji tüketimi orta seviyededir (~0.1 kWh/kg PVC). Yangın durumunda PVC HCl açığa çıkarır; bu yüzden iyi havalandırma ve koruma önemlidir.
Çevresel ve Güvenlik Hususları
Atık malzeme genellikle elde öğütülerek geri beslemede kullanılır. Soğutma suyu sistemleri kapalı devre çalışır. PVC tozu zehirli olmamakla birlikte iyi filtrelenmeli, çalışanlar maske kullanmalıdır. Ekstrüzyon sırasında oluşan bazı uçucu organik bileşikler uygun filtrelerle tutulur. Hatlar CE ve ISO gibi standartları karşılamalı, bakım personeline uygun güvenlik eğitimi verilmelidir.
Satın Alma/Seçim Rehberi
- Üretim Gereksinimleri:Üretilecek boru çaptarı, duvar kalınlığı ve üretim miktarı (kg/saat) belirlenmeli.
- Malzeme Türü:Yalnızca UPVC mi yoksa CPVC de mi üretilecek? CPVC için daha güçlü ekipman gerekir.
- Ekstruder Özellikleri:28–36:1 L/D oranında sağlam bir ekstruder seçilmeli. Motor gücü ve dişli kutusu kalitesi kontrol edilmeli.
- Ekipman Bileşenleri:Çekme birimi ve kesiciler boru çaplarına göre seçilmeli. Uygun uzunlukta bir vakum kalibrasyon tankı bulunmalı.
- Otomasyon:PLC kontrol ve geri beslemeli ölçüm sistemleri kaliteyi artırır. Kullanıcı dostu arayüz tercih edilmeli.
- Standartlar ve Destek:Makine CE/ISO belgelerine sahip olmalı. Satıcıdan yedek parça ve bakım desteği alınmalı.
Applications
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Galeri
{kind=link}
{kind=link}
{kind=link}
Teknik Özellikler
PVC boru ekstrüzyon hatları, üretilecek boru çapına ve kapasiteye göre farklılık gösterir. Yaygın boru çapları 16–630 mm arasındadır. Küçük çaplı hatlar (16–32 mm) tek vidalı ekstruder kullanırken, orta/büyük çaplar genellikle konik çift vidalı ekstruder gerektirir. Aşağıdaki tablo yaygın konfigürasyonları karşılaştırır:
| Konfigürasyon | Çap Aralığı (mm) | Ekstruder Tipi | Üretim (kg/s) | Hız (m/dk) |
| Kompakt Hat | 16–32 | Tek vidalı ekstruder | 100–300 | 6–12 |
| Standart Hat | 32–63 | Konik çift vidalı ekstruder | 300–800 | 2–6 |
| Yüksek Kapasiteli | 75–160 | Konik çift vidalı ekstruder | 800–1500 | 10–25 |
İlgili ürünler
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıWPC/WPE Granülasyon Ekstrüzyon Hattı
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıPVC İkili Duvar Oluklu Çatı Ekstrüzyon Hattı
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıSPC Zemin Kaplama Ekstrüzyon Hattı
-
 Tam Ekstrüzyon Hatları
Tam Ekstrüzyon HatlarıPOE Polimer Spinneret Pad Üretim Hattı