
Parallel Twin Screw Barrel
Discover the advantages of parallel twin screw barrels in plastic extrusion. Learn about design features, material options, and performance benefits for efficient manufacturing.
Category -> Machines et pièces détachées
Description
Introduction:
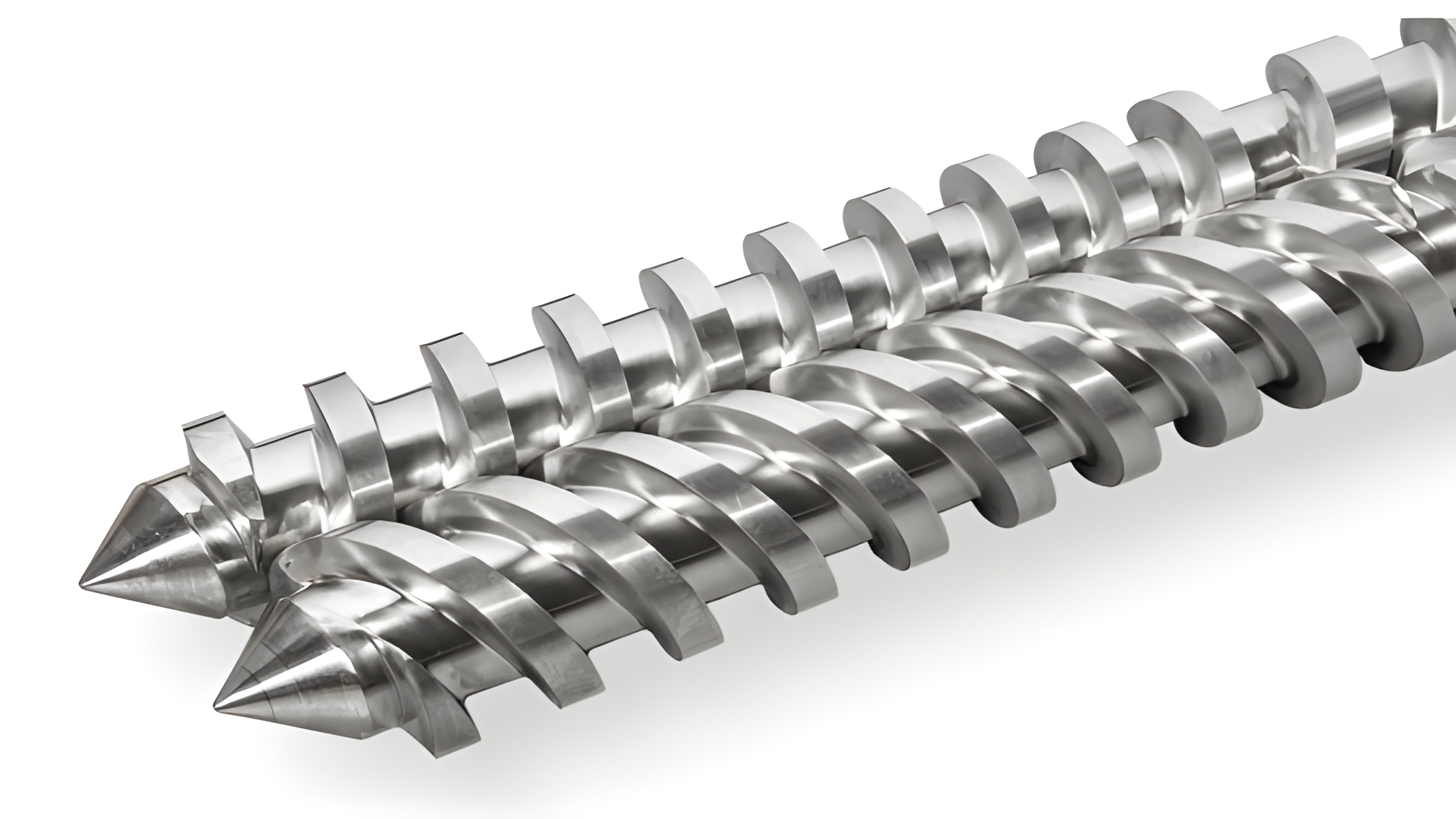
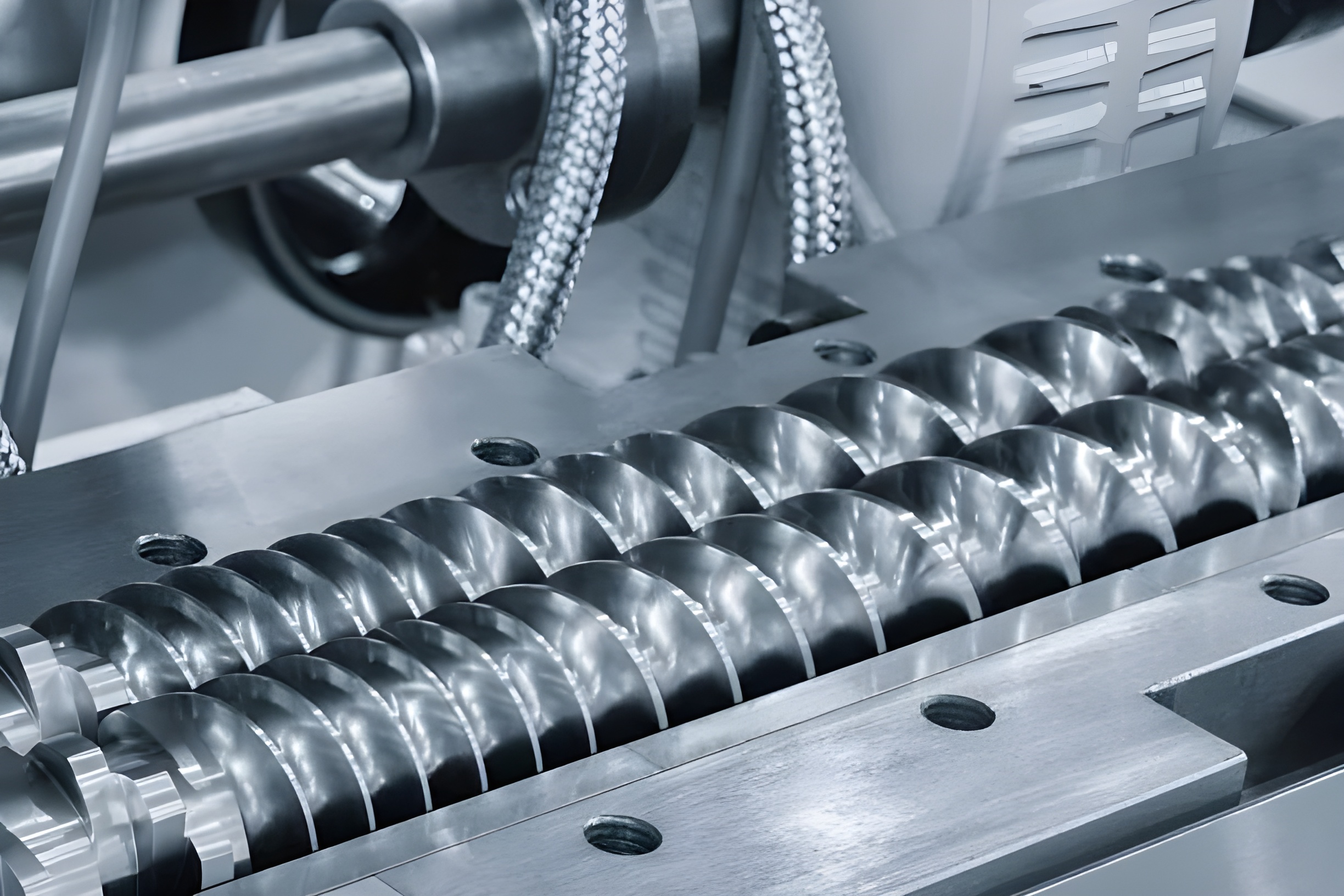
Parallel twin screw barrels are critical components in modern plastic extrusion, providing high throughput and uniform mixing. Featuring two co-rotating screws in a single barrel, they ensure even melting and stable pressure during extrusion. These barrels excel in large-capacity lines (PVC pipes, PE/ABS profiles, WPC, etc.), improving feeding, plasticizing, and surface quality of the extruded products. This article explores their design, materials, and advantages in detail.
Parallel twin screw barrels are widely used in extrusion lines for products like PVC pipes, PE sheets, ABS profiles, and wood-plastic composites. The parallel configuration (two same-diameter screws side by side) gives a long effective length and balanced compression, leading to excellent plasticizing performance. Key benefits include:
- Uniform Mixing: Dual co-rotating screws create strong shear and distributive mixing, ensuring material is homogeneously melted.
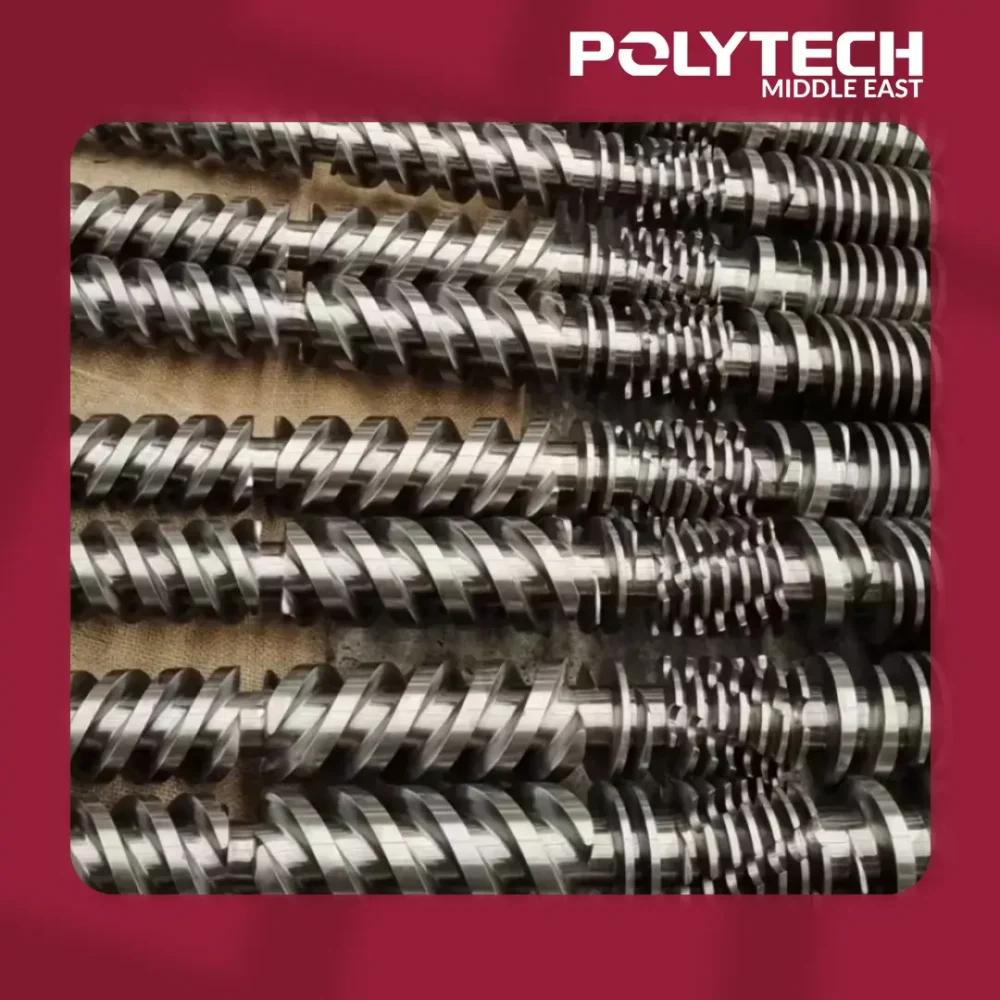
- Modular Design: Barrel and screws are made of interchangeable segments (feed, melt, vent, kneading blocks), allowing quick reconfiguration and maintenance.
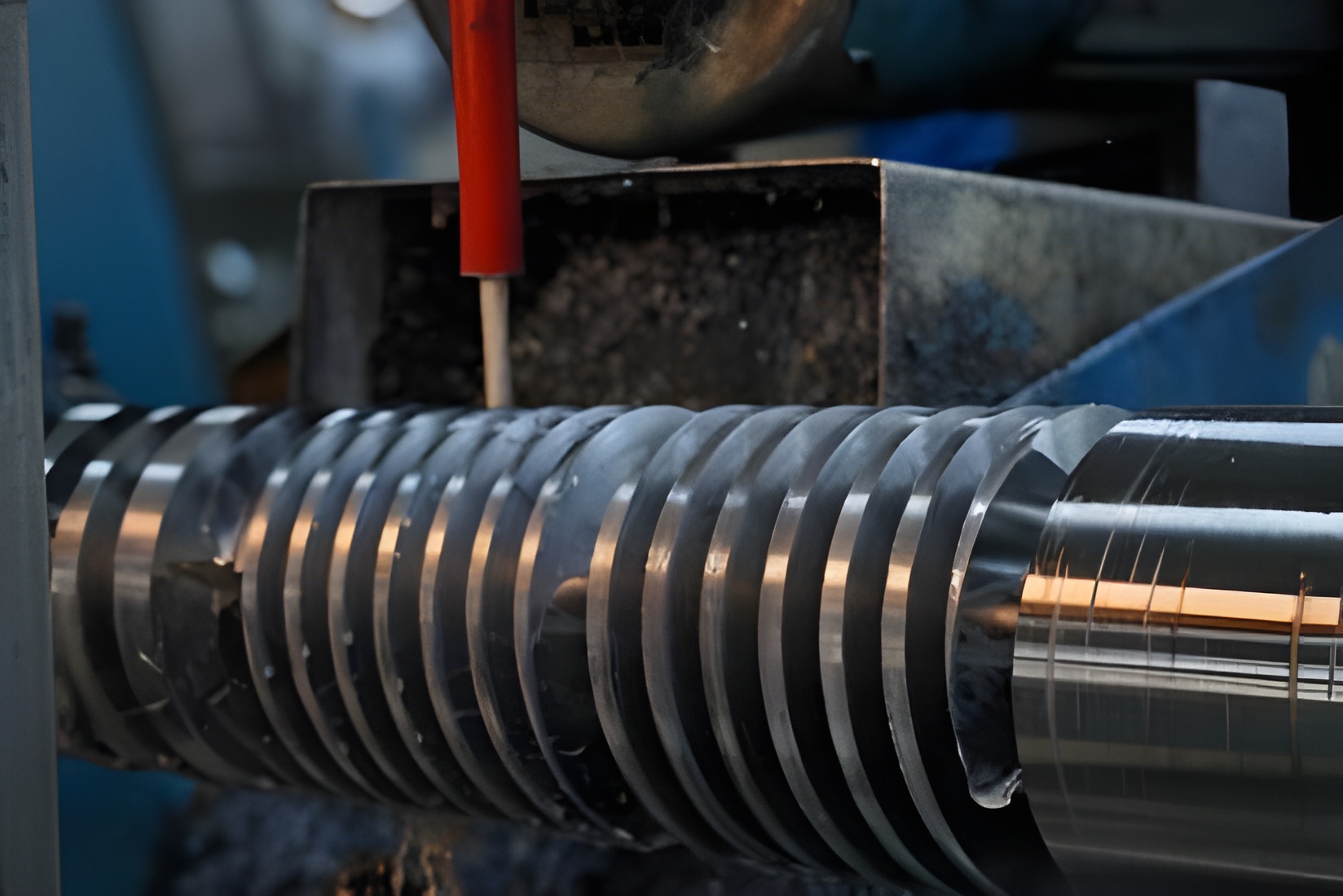
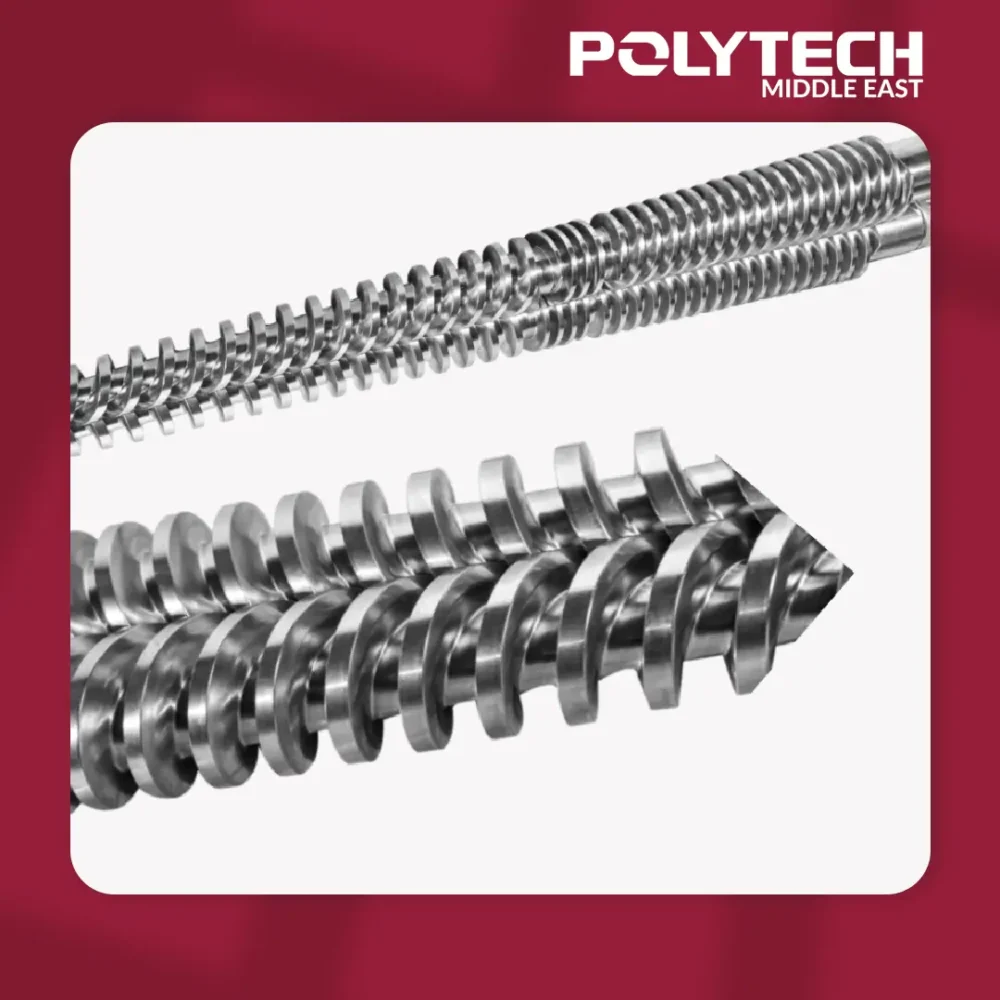
- High Durability: Hardened alloy steel (e.g. 38CrMoALA) barrels with nitrided or bimetallic liners resist wear and corrosion.
- Stable Output: Precise screw profile and tight control over compression ratio deliver steady extrusion pressure and consistent product quality.
- Material Flexibility: Capable of processing a wide range of thermoplastics and compounds (PVC, PP, PE, ABS, engineering plastics) due to robust design.
Mixing Efficiency and Throughput
The parallel twin screw design greatly enhances mixing. As the two screws intermesh and rotate together, they generate strong shearing forces that break up agglomerates and distribute additives evenly. This means the polymer melt becomes uniform in temperature and consistency, which is crucial for color and physical properties. Research shows co-rotating twin screws mix materials extremely effectively (improving tensile strength, surface finish, etc.).
At the same time, the design supports high throughput. Material is compacted and conveyed forward efficiently, allowing more feed to pass through per unit time. In practice, increasing throughput (kg/h) may reduce residence time, but parallel screws maintain good mixing even at high speeds, so manufacturers can achieve high outputs (hundreds to thousands of kg/h depending on size) without sacrificing quality.
Modularity and Maintenance
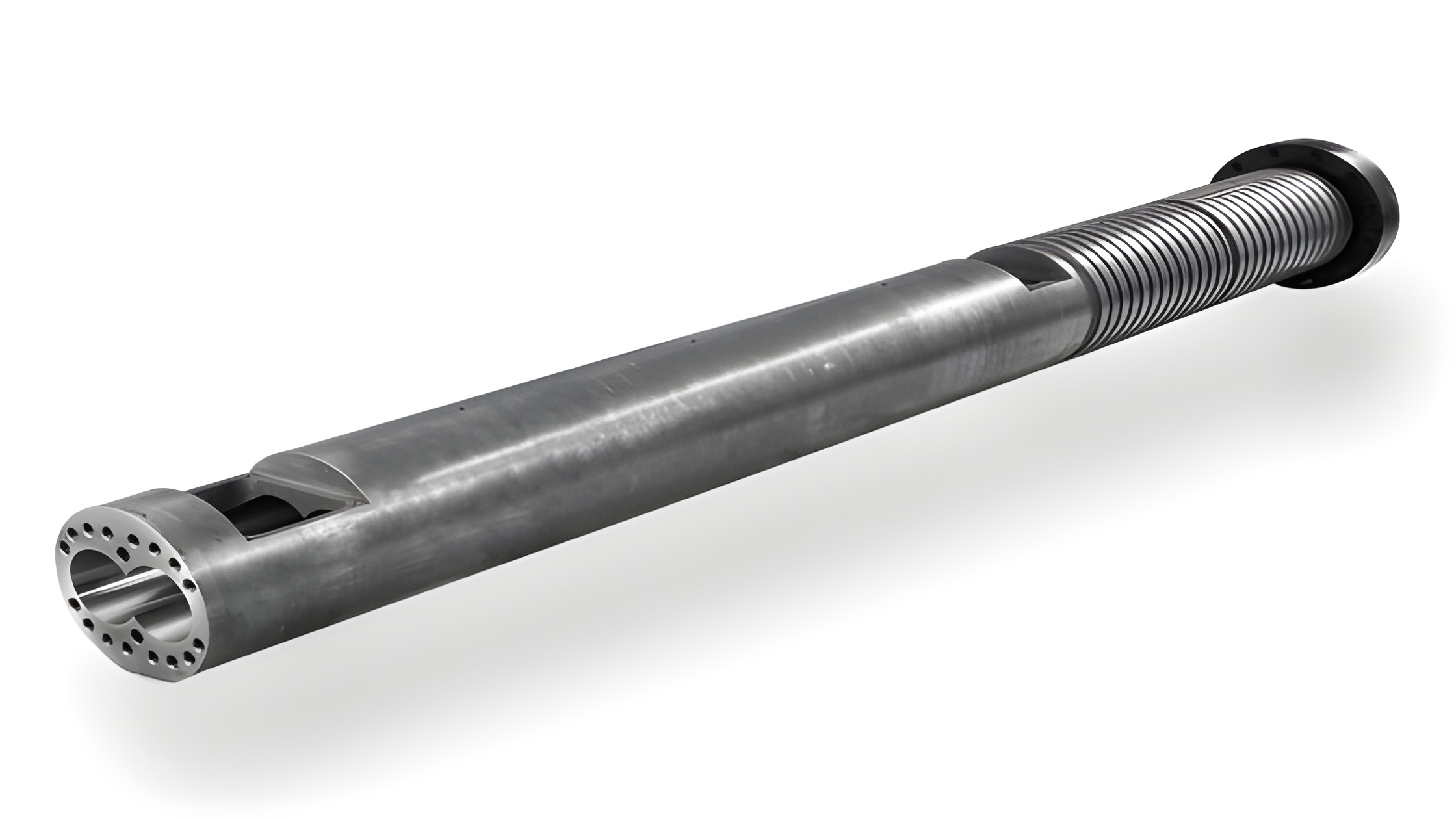
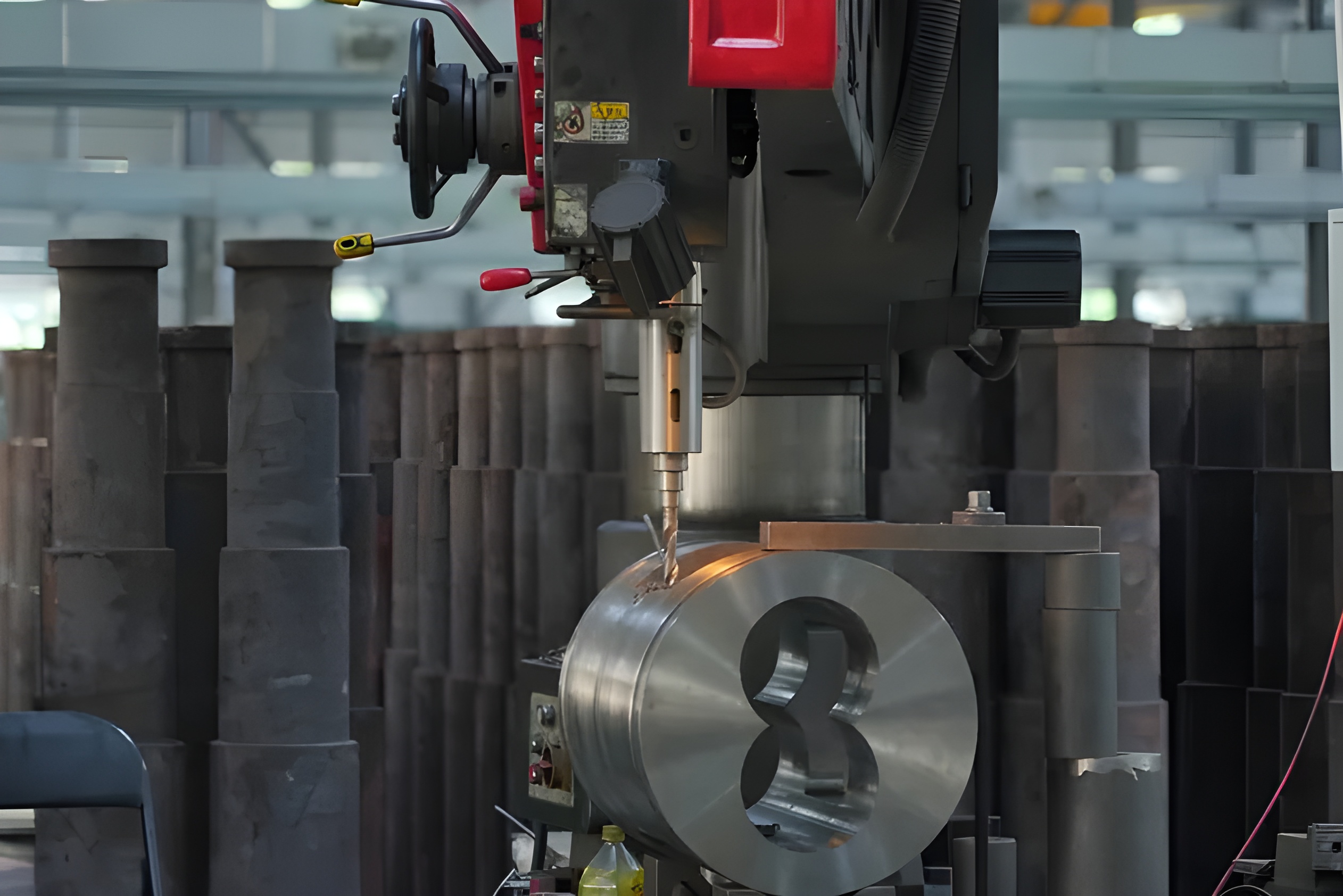
A major advantage of parallel twin barrels is their modular construction. The barrel is often split into two halves and contains replaceable sections and liners. Screw shafts are constructed from multiple elements (feeding sections, kneading discs, cutters, etc.) that bolt together end-to-end. This means if a section wears or a process needs change, only that segment is replaced or reconfigured, not the entire screw. As one source notes, this “modular” approach can cut downtime by enabling fast repairs and material switches. Hexagonal or keyed shafts help align elements precisely. Quick-opening barrel clamshells allow easy cleaning or venting stage changes. Overall, modular design leads to lower maintenance costs and faster cleaning for recipe or material changes.
Materials and Durability
Barrels and screws for parallel twin extruders are made of specialized steel alloys and surface treatments to withstand abrasive, corrosive materials. A common material is 38CrMoALA (a high-strength alloy steel). The screw and barrel bores often receive hard coatings: for example, gas nitriding (nitriding hardness ~HV920–1000, case depth ~0.5–0.8 mm) or bimetallic bonding. Chrome plating or tungsten-carbide layers are also used in some designs. These processes create an outer hardness of roughly HRC50–65, greatly improving wear resistance. In practice, well-treated parallel screws survive long runs under high pressure and filled compounds. (One expert notes that such barrels are “outstanding” in wear resistance and extended service life.) The liners and segments meet tight tolerances (straightness 0.4 μm) to ensure efficient plasticizing and avoid leaks.
Produits
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Applications
Galerie
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Caractéristiques principales
Typical parallel twin screw barrels come in a range of sizes and speeds. Screw diameters often span roughly 50–300 mm. Length-to-diameter (L/D) ratios range from about 16:1 up to 36:1 (higher L/D for improved melting). Screw speed on production units is typically a few hundred rpm (with some lab-scale machines up to ~1200 rpm). Torque can reach several thousand Nm on large extruders. Accordingly, drive motors range from ~50 kW on small machines to several MW on large compounding lines.
| Parameter | Typical Range / Value |
| Screw diameter | ~50–300 mm |
| L/D ratio | ~16:1–36:1 |
| Screw speed | ~100–1200 rpm (smaller units higher) |
| Torque (per shaft) | ~500–7,500 Nm (varies by size) |
| Throughput | ~100–3,000 kg/h (material-dependent) |
| Heating zones | 4–6 (barrel segments) |
| Cooling zones | 1–3 (feed/end zones) |
| Materials | PVC, PE, PP, ABS, PC, WPC, etc. |
| Max process temp | ~250–300 °C (dependent on polymer) |
| Motor power | ~50–3,400 kW (per extruder) |
| Wear-resistant features | Nitrided steel, bimetal liner, chrome plating |
| Modular segments | Yes (interchangeable screw elements, liners) |
Produits similaires
-
 Machines et pièces détachées
Machines et pièces détachées51/105 Conical Twin Screw Barrel
-
 Machines et pièces détachées
Machines et pièces détachées3.85 kW Vacuum Pump
-
 Machines et pièces détachées
Machines et pièces détachéesScrews and Barrels for Extrusion
-
 Machines et pièces détachées
Machines et pièces détachées2.35 kW Vacuum Pump