Introduction
A PVC extrusion line is a continuous manufacturing system that melts and shapes PVC (polyvinyl chloride) into long, uniform profiles and products. It typically includes an extruder with a custom die plus cooling and cutting stations to form items such as plastic pipes, window/door frame profiles, and rigid PVC sheets. These industrial lines run continuously for high-volume output, providing consistent quality and stable throughput.
Because it relies on precisely engineered dies, a pvc extrusion line can produce almost any cross-sectional shape needed, allowing extensive product customization. Key benefits include faster production speeds, tight dimensional control, and lower scrap rates. Many setups recycle cut-off trim and regrind, reducing waste and saving material costs. In summary, a PVC extrusion line offers manufacturers efficient, flexible production of diverse PVC products with high throughput and material savings.
PVC Extrusion Line
PVC extrusion lines are continuous manufacturing systems that melt and form polyvinyl chloride (PVC) resin into sheets, boards or profiles for construction and industrial uses.. For example, a PVC roofing sheet line “produces durable, weather-resistant roofing sheets from PVC” by extruding heated resin through a mold and then cooling and cutting the sheets to size. Similarly, a PVC foam board line produces lightweight foamed boards used in signage and cabinetry
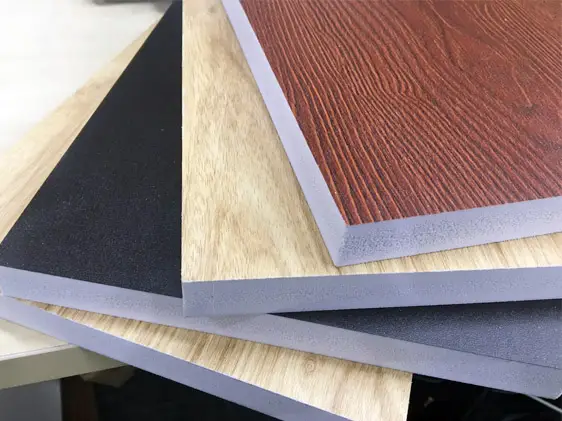
PVC Foam Board Extrusion Line
A PVC foam board extrusion line is designed to manufacture foamed PVC sheets. These boards have a solid outer skin and a cellular (foamed) core, making them lighter and more insulating than solid PVC. The line typically introduces a chemical foaming agent into the PVC melt during extrusion. The result is a rigid foam board (often called a Celuka board) with uniform cell structure. PVC foam boards are valued for being waterproof, flame-retardant, anti-corrosive, and lightweight. They are widely used in advertising signage, interior decoration, and furniture: for example, they produce cabinet panels and kitchen/bathroom shelf-boards. In essence, foam boards are an ideal substitute for wood or composite panels, offering similar machinability with better moisture resistance and sound insulation. Typical foam board lines can output on the order of several hundred kilograms per hour (e.g. 300–550 kg/h) with panel widths from about 1.2 to 2 m and thicknesses from a few millimeters up to ~20–30 mm

PVC Roofing Sheet Extrusion Line
A PVC roofing sheet extrusion line produces rigid PVC roof panels or tiles. These panels are lightweight, strong, and UV-resistant, making them suitable for diverse roofing applications. In this line, heated PVC (often formulated with UV stabilizers and fire retardants) is extruded through a mold to form corrugated or flat sheets. The sheets are then cooled and cut to length. The finished PVC roofing sheets offer excellent weather resistance, corrosion resistance, and flame retardancy. They are used for factory and warehouse roofs, residential and commercial buildings, agricultural structures, and greenhouses. For example, corrugated PVC roof panels protect structures in coastal or industrial environments due to their corrosion resistance, while flame-retardant PVC sheets improve safety in high-traffic areas. Many modern lines can co-extrude an outer ASA (Acrylonitrile Styrene Acrylate) cap layer to further enhance UV stability, producing multi-layer sheets that mimic traditional tiles or corrugated metal with added durability. Typical PVC roofing lines handle sheet widths around 1–2 m and thicknesses from about 3 to 6 mm (corrugated profiles) with outputs in the hundreds of kilograms per hour

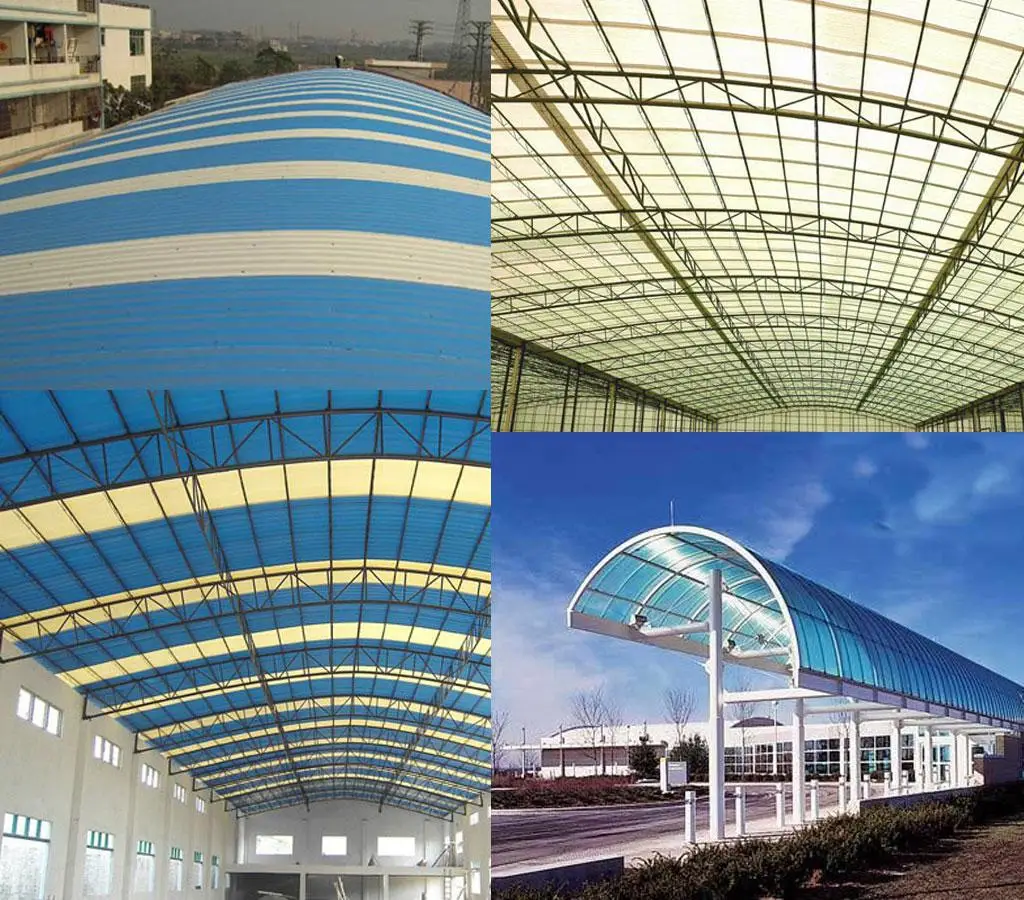
PVC Twin-Wall Hollow Roof Extrusion Line
A PVC twin-wall hollow roof extrusion line makes twin-wall corrugated panels. These panels have two solid PVC skins separated by vertical ribs, yielding high stiffness with lower weight. The twin-wall structure provides excellent thermal and acoustic insulation, plus greater rigidity than a single sheet. In tropical or humid climates, these panels are prized for their anti-corrosion properties and lightweight waterproofing. The extrusion process is similar to solid sheet but uses a specialized die to form the hollow chambers. Products are used widely in industrial and agricultural buildings: for example, twin-wall PVC roofing is common on factories, sports facilities, warehouses, workshops, and greenhousespolytechme.com. Key attributes are thermal insulation, wind-load resistance, and fire retardancy, making them suitable for structures like chemical plants or sports complexes. The panels install easily due to their light weight and interlocking profiles. A typical twin-wall line may have the same width range (around 1–2 m) but produces corrugated profiles with wall thicknesses of a few millimeters. The lines often run at high speed, yielding durable sheets designed for long service life in harsh environments

Equipment Composition and Their Functions
A full PVC extrusion line combines upstream material handling, extrusion, forming, and downstream equipment. The major pieces include:
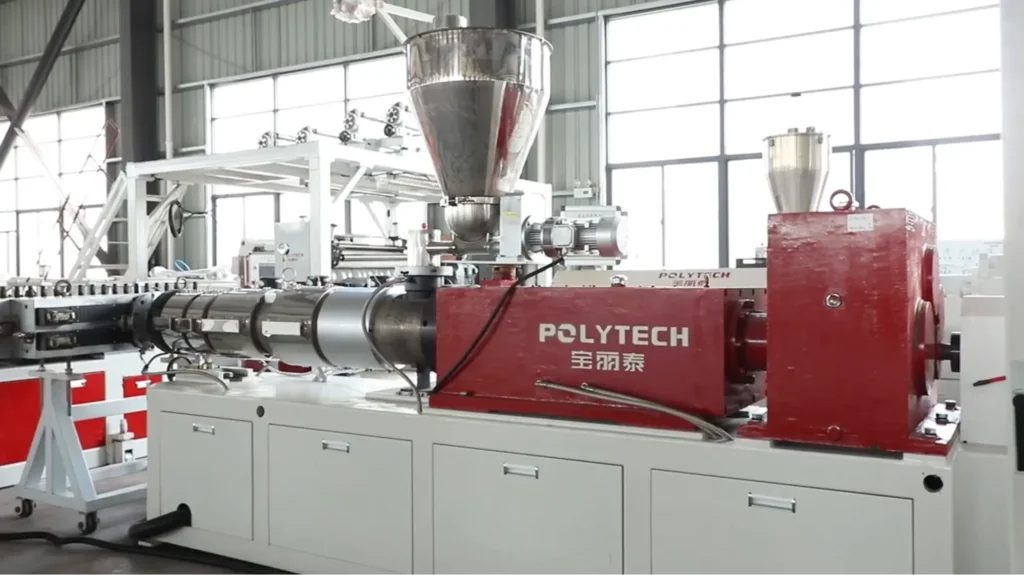
Conical Twin-Screw Extruder: The heart of the line. It plasticizes and homogenizes the PVC compound. The twin-screw design provides intensive mixing and generates uniform melt pressure. It pushes the molten PVC toward the die with precise metering, and controls temperature in multiple barrel zones.
Extrusion Die (Mold): Shapes the molten PVC into the desired panel profile. For board and sheet lines, a wide flat die (or hanger die) is used; for corrugated roofing, a specialized corrugated profile die is fitted. The die channel design determines the sheet geometry and helps distribute the flow evenly.
Calibration (Forming) Table or Cooling Tank: Immediately after the die, the hot PVC sheet enters a calibrator or cooling tank. This unit cools and solidifies the sheet while holding it to precise dimensions. Water-cooled plates or rollers on the calibration table flatten the sheet and freeze its thickness and width to specification. Uniform cooling is critical for flat, warp-free panels.
Haul-off (Puller) Unit: A set of motor-driven belts or caterpillar treads that pull the cooled panel away from the die at a controlled speed. The haul-off maintains constant tension so the extruded sheet does not stretch or shrink unevenly. It synchronizes with the extrusion rate to keep the process steady.
Cutting Unit: Once the panel is pulled to the required length, the cutter (often a high-speed saw or guillotine) precisely cuts it into fixed lengths. The cutting speed and timing are linked to the haul-off so cuts occur at exact intervals.
Stacker: Finally, an automatic stacker receives the cut panels, organizing them into piles for easy handling and packaging. Some lines use robotic or conveyor-stackers for high automation.
These components work together in sequence. For example, a PVC foam board line’s composition is often described as: “Conical Twin Screw Extruder + Foam Board Mould + Calibration Table + Cooling Frame + Hauler + Cutter + Stacker”. Each element plays a role: the extruder melts and mixes the PVC; the mold shapes it; the calibrator and cooling system fix its dimensions; the haul-off draws the sheet; the cutter makes final panels; and the stacker collects the product.





PVC extrusion lines offer high efficiency and economy for plastic profile production. Key advantages include:
Continuous High-Speed Production: Once running, an extrusion line can operate non-stop for long periods, yielding large volumes (hundreds of kilograms per hour) of product with minimal downtime. This high throughput lowers labor costs and unit production costs. As one manufacturer notes, “functionality, equipment utilization and economy are special advantages” of a PVC sheet line.
Automation & Consistency: Modern lines use programmable logic controls (PLC) and automated dosing to precisely regulate temperatures, speeds, and ingredient ratios. This yields very consistent thickness and surface quality. Automated extruders minimize human error, increasing productivity and reducing waste. For example, automation improves production speeds and consistency while reducing material scrap.
Product Quality: Extrusion yields uniform, defect-free panels. The controlled cooling and calibrating ensure flat, smooth surfaces with tight thickness tolerances. Consistent mixing and residence times in the extruder yield homogeneous material properties from sheet to sheet. As a result, quality is “unparalleled” compared to hand-operated methods.
Material Cost Savings: PVC is relatively low-cost, and additives like calcium carbonate filler further reduce resin costs. The extrusion process itself is energy-efficient (especially twin-screw designs), and advanced lines include energy-saving features. The ability to recycle or reprocess trim scrap also enhances economy.
Versatility and Low Waste: Extrusion lines can be adapted for different panel designs (solid vs. foam, flat vs. corrugated) by changing dies or extruders, which is cost-effective. They produce very little waste – off-cuts and trim are easily ground and re-added.
Eco-Friendly: PVC extrusion lines often use recyclable materials. Also, foamed PVC boards have insulating properties that save energy in buildings. Some lines can incorporate recycled PVC (R-PVC) blends.
In short, PVC extrusion lines combine high output, precise process control, and long run life for cost-effective production. Industry sources report that a well-optimized PVC extrusion line “significantly lowers production costs” and boosts efficiency
PVC extrusion compounds require a range of additives to achieve the desired material properties and processability. Common components include:
PVC Resin: Rigid (unplasticized) or moderately flexible PVC powders form the base.
Fillers (e.g. Calcium Carbonate): Widely used filler (often 40–60% by weight in rigid sheets) to reduce cost and improve rigidity. Calcium carbonate lowers material costs and also improves lubrication and flowability of the melt. It enhances hardness and dimensional stability of the panel.
Stabilizers: Thermal stabilizers (typically Ca-Zn or mixed metal stabilizers) prevent PVC from degrading at high temperature. Stabilizers extend the melt’s heat stability, improving processing and the product’s service life.
Lubricants: Both internal (e.g. stearic acid) and external (e.g. waxes) lubricants are added. They reduce melt viscosity and friction, aiding extrusion flow and surface finish.
Plasticizers: If producing semi-rigid or flexible sheets, plasticizers (phthalates or citrate esters) are used to soften PVC. For standard rigid foam and roofing sheets, plasticizer levels are low or zero, but they are common in colored flexible PVC sheets.
Foaming Agents: For PVC foam boards, a chemical blowing agent (often azodicarbonamide or a nitrogen-based agent) is added. The foaming agent decomposes at extrusion temperature to release gas bubbles in the melt. This creates the lightweight cellular core of foam boards, reducing density while retaining strength.
Impact Modifiers: Toughening agents like MBS or acrylic modifiers are sometimes added (especially in roofing sheets) to improve impact resistance.
Processing Aids & Compatibilizers: Additives to improve dispersibility of fillers and stabilize the melt flow.
UV Stabilizers and Light Stabilizers: To protect roofing sheets from UV degradation. Often containing Tinuvin-type absorbers or HALS (hindered amine light stabilizers).
Colorants/Pigments: Masterbatch pigments for coloring the final panel (e.g. titanium dioxide for white, iron oxides, etc).
Flame Retardants: In some cases (e.g. PVC used where fire code demands), additional flame retardants (beyond PVC’s inherent flame resistance) like antimony trioxide or phosphorus compounds may be included.
In summary, a typical rigid-PVC extrusion compound might be ~40–50% PVC resin, 40–50% CaCO₃ filler, 3–5% stabilizer, 1–3% lubricant, 0–3% impact modifier, along with pigments and small amounts of processing aids. The precise formula varies by application. Foam board compounds additionally contain ~0.5–1.5% foaming agent. A good overview notes that “common additives include plasticizers, stabilizers, chemical inhibitors, lubricants, coloring agents, etc.”
Typical specifications for a PVC extrusion line depend on product type. Common ranges are:
Extruder Model: Medium-sized twin-screw extruders (e.g. model SJZ80/156 or SJZ92/188) are often used. These are characterized by the screw diameter and length/diameter ratio. Higher-output lines use larger extruders (e.g. SJZ92/188).
Sheet Width: Extruded panels commonly range from about 1.0 m up to 2.0 m in width. For example, one PVC sheet line has widths of 1,220 mm or 2,000 mm.
Thickness Range: Panels from ~2–3 mm up to about 20–30 mm can be produced. Foamed boards often run 3–20 mm thick, while solid or laminated sheets may be thinner (~0.5–5 mm). One standard line makes 0.2–3.0 mm PVC sheets, whereas foam board lines cover ~5–20 mm.
Output (Capacity): A mid-range twin-screw line typically outputs 300–600 kg per hour, depending on extruder size and material. For instance, an SJZ80/156 extruder might achieve ~350–400 kg/h, while an SJZ92/188 model can reach ~500–550 kg/h. Output can be higher for simple profiles.
Motor Power: The main extruder drive is usually in the range of 55–132 kW. (For example, 75 kW for an SJZ80/156 and 110–132 kW for an SJZ92/188). Downstream pullers and cutters add additional power needs (typically 10–20 kW each).
Line Speed: Typical haul-off speeds range from a few meters per minute up to 10–20 m/min, depending on thickness.
These parameters are often customized. Manufacturers publish detailed data tables; e.g. one PVC board line spec lists an SJZ80/156 (75 kW) producing 350 kg/h at 1.22 m width and 0.2–3.0 mm thickness. Another foam board line list shows widths 1,220–2,050 mm, thickness 5–20 mm, main motor 75–132 kW, and capacity up to ~550 kg/h
Applications
Products from PVC extrusion lines find many uses in construction and industry:
Signage and Displays: PVC foam boards are widely used as advertising panels, exhibition stands, and decorative wall/ceiling panels due to their printability and weather resistance.
Cabinetry and Interior Panels: Foam PVC panels serve in bathroom and kitchen cabinets, wardrobes, false ceilings and wall cladding, replacing wood/MDF in humid areas. They are easy to machine and moisture-proof.
Roofing: Rigid PVC sheets and corrugated panels cover roofs of factories, warehouses, agricultural sheds, and even residential homes. For example, PVC corrugated sheets are common for agricultural roofing because they are lightweight and corrosion-resistant. Co-extruded ASA/PVC tiles are used in sunny climates (e.g. Middle East) since they resist UV fading. PVC roofing sheets provide effective waterproofing and insulation while being fire-retardant and low-maintenance.
Industrial Buildings and Structures: Twin-wall PVC roofing panels are used on industrial plants, sports complexes, greenhouses, and warehouses. Their insulating properties and light weight make them ideal for large-span roofs and canopies. They often line machine shops, chemical plants, and covered walkways.
Greenhouses and Agriculture: PVC twin-wall and corrugated roofs are also employed in greenhouses and farm buildings, where corrosion resistance and UV stability are needed.
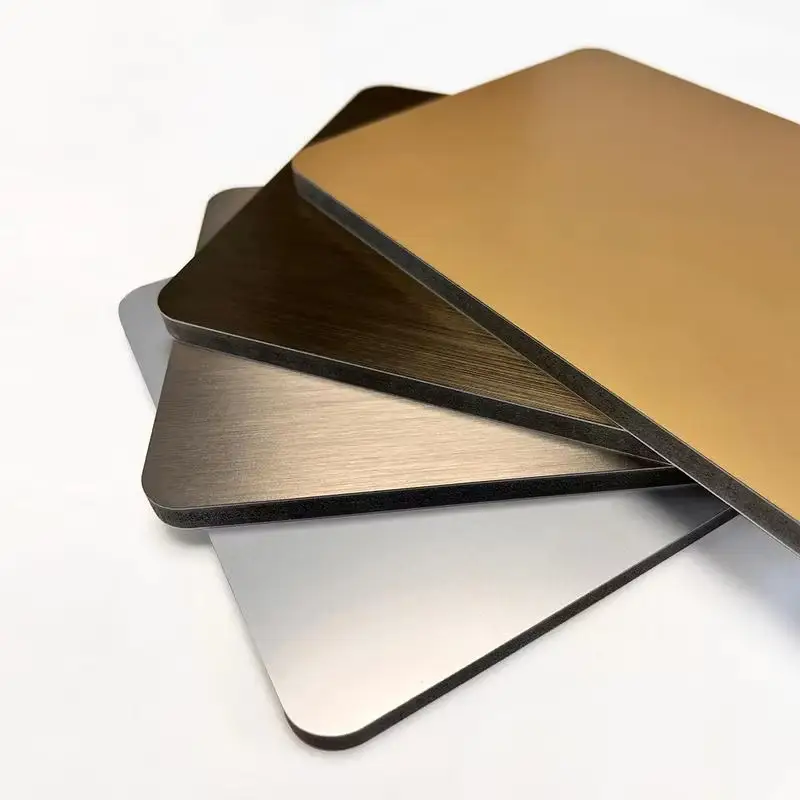
Furniture and Construction Components: Extruded PVC boards can be made into furniture panels, partition boards or even imitation stone plastic panels for building finishes.
Marine and Pool Areas: Because PVC is water-resistant and corrosion-proof, foam boards and sheets are used in boat interiors, pool surrounds, and outdoor signage in marine environments.
In essence, any application requiring lightweight, durable, moisture- and fire-resistant panels can employ PVC-extruded products. The versatility of extrusion means the line can be tailored (through die design and additives) to meet specific demands—from decorative indoor laminates to rugged exterior roofing.