Executive Summary
This guide provides a comprehensive overview of extrusion machine spare parts, covering the main component categories (screws, barrels, heaters, sensors, gearboxes, pelletizer knives, etc.) and explaining their roles in production. It details how worn or failed parts affect machine performance, common failure modes (wear, corrosion, fatigue), and maintenance best practices. Readers will learn selection criteria for spare parts (compatibility, materials, OEM vs. aftermarket, and life-cycle cost) and the benefits of using quality components (improved uptime, product quality, safety, and cost savings). A specifications table and checklist are included to help manufacturers plan inspections and replacements.
Introduction
Extruder machines rely on numerous spare parts to keep the production line running smoothly. These parts include mechanical components (screws, barrels, dies, bearings, gearboxes), heating elements, sensors, and cutting or pelletizing tools. Over time, normal wear, abrasive materials, or heat can degrade these parts, leading to lower output, poorer quality, or unexpected downtime. Regular maintenance and timely replacement of spare parts are crucial to ensure consistent performance and efficiency. This article explores the categories of spare parts used in extrusion machinery, how they impact machine performance, how to choose the right spares, and the benefits of proactive spare part management.
Extrusion Machine Spare Parts Include
Extrusion machine spare parts can be grouped by the section of the process they support. Key categories include:
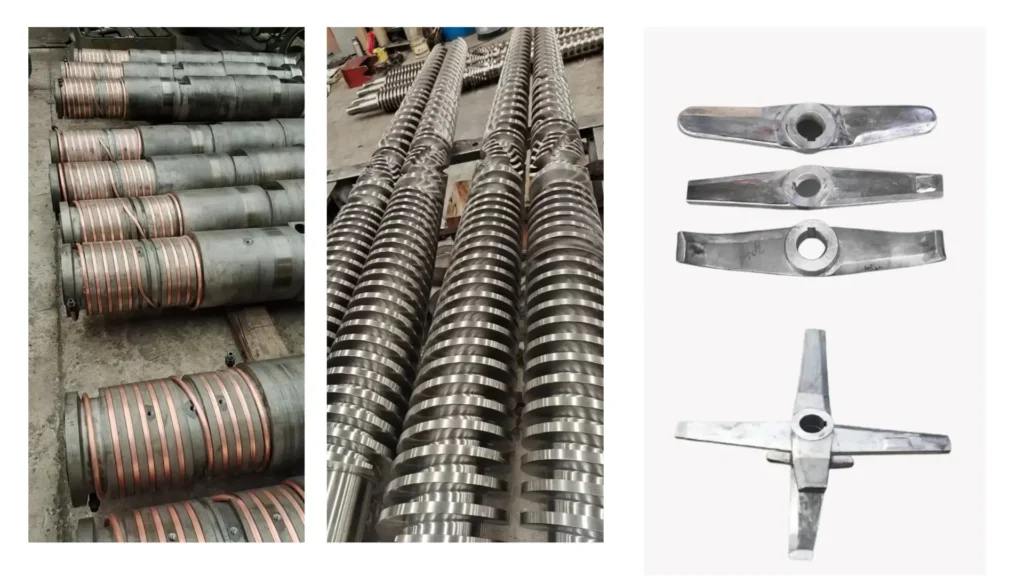
- Screw Elements and Shafts:
- Single-screw extruders use one long screw, while twin-screw systems have intermeshing screw elements.
- Common spare items: full screw shafts, modular screw elements (conveying, kneading, mixing disks), and screw tips.
- Materials: hardened alloy steel, sometimes coated or bimetallic for wear resistance.
Barrels:
- The barrels encase the screws and provide the heated plasticating chamber.
- Spares include entire barrels (feed and process sections) and liners.
- Made of alloy steel (often nitrided or bimetal-plated) to resist wear and corrosion.
Drive Train Components (Gearbox, Gears, Shafts, Couplings):
- Heavy-duty gearboxes and shafts transmit power from motors to screws.
- Spare gears, bearings, couplings, and seal kits prevent transmission failures.
- Proper lubrication and alignment are critical for long service.
Heaters and Temperature Sensors:
- Electric barrel heater bands (copper, aluminum, ceramic, infrared) maintain melt temperatures.
- Thermocouples or RTD sensors (for melt and external barrel temperature) ensure accurate control.
- Pressure transducers gauge melt pressure; indicator/display units monitor values.
Dies and Head Components:
- Die bodies, T-dies, extrusion heads, breaker plates, and screen changers shape and refine the melt.
- Spare breaker plates, screens, and manifolds support filtration and product geometry.
Cutting and Pelletizing Elements:
- Strand pelletizers and underwater cutters use rotors, bed knives, feed rollers, cutter blades, and die plates.
- Film and sheet lines use haul-off belts, vacuum calibrators, cooling systems, and polishing rolls.
- Components like cutting knives and edges are often made of high-carbon steel or tungsten carbide for wear resistance.
Miscellaneous Parts:
- Sensors (pressure, level), safety guards, gaskets, seals, and fasteners.
- Auxiliary components such as motors, pumps, and control modules.
For each spare part, quality materials and precise manufacturing are essential. Leading extruder OEMs typically produce critical parts in-house (screws, barrels, dies) to maintain strict tolerances. Aftermarket spares should meet or exceed OEM specifications to ensure fit and performance. The table below summarizes common spare parts with materials and replacement guidelines.
Common Spare Parts: Specifications Table
| Component | Material / Construction | Typical Lifetime | Inspection/Replacement |
|---|---|---|---|
| Extruder Screw / Elements | Hardened alloy steel (nitrided or bimetallic) | ~2,000–3,000 hrs (std. steel); 6,000–10,000 hrs (bimetal/ceramic) | Inspect flight clearance monthly; replace if wear >0.1–0.15 mm. |
| Barrel / Liner | Alloy steel (nitrided or clad) | Similar to screw; ~2–5 years depending on usage | Measure ID wear with gauge bi-monthly; replace if wear >0.2 mm or surface pitting observed. |
| Die / Breaker Plate | Tool steel (hardened) | 5–10 years (depends on material & maintenance) | Inspect edges and sealing surfaces each shut-down; re-machine or replace if damaged. |
| Heater Bands | Copper/aluminum (mica or ceramic insulated) | 2–5 years (depending on cycles) | Check resistance (Ω) vs. spec annually; replace if degraded or cracked insulation. |
| Thermocouples/RTDs | Stainless steel sheathed | 3–5 years (depends on environment) | Calibrate or replace every 12 months or if readings drift. |
| Pressure Transducer | Stainless steel body | 3–5 years (subject to wear) | Calibrate annually; replace if accuracy deviates or if ceramic element is damaged. |
| Gearbox / Gears | Alloy steel (gear hardened) | 5–10 years (with proper lube) | Inspect lubrication oil cleanliness and gear teeth every 3 months; change oil after first 250h, then every 4,000–8,000h. |
| Bearings (Drive/Idle) | Hardened steel (roller or ball) | 5–8 years (depending on load) | Check bearing play and noise quarterly; repack grease annually or replace if worn. |
| Belts (Haul-off / Drive) | Rubber or PU (with reinforcement) | 2–3 years (depending on use) | Inspect tension and wear monthly; replace if cracking or loss of grip. |
| Pelletizer Knives/Blades | High carbon or carbide steel | 6–12 months (or earlier if abrasive) | Check sharpness daily; re-sharpen or replace when dull (use carbide knives for longer life). |
| Bed Knife (Pelletizer) | Tungsten carbide / Stellite | 1–3 years | Inspect edge daily; re-grind or replace when chipped. |
| Feed Roller (Pelletizer) | Steel with urethane coating | 2–3 years | Inspect surface and coating bi-weekly; recoat or replace if chipped or worn. |
Performance: Impact of Spare Parts on Extruder Operation
Toggle Content
Every spare part influences the extruder’s performance, product quality, and uptime:
- Screws and Barrels: These are the heart of the extrusion process. Wear or corrosion on the screw flights or barrel bore increases clearance, reducing melting efficiency and pressure. This leads to lower throughput and inconsistent product density. Excess wear raises motor load and melt temperature. Scheduled inspection of flight clearance (e.g., monthly or quarterly) and melting profile helps catch wear before it impacts output. Over time, wear may necessitate screw re-plating or replacement. Worn barrels should be re-lined or swapped out to maintain melt quality.
- Heaters and Sensors: Faulty heaters cause uneven melting zones, while bad sensors lead to inaccurate control. Both issues can degrade product quality or cause thermoplastic burn. For example, an open barrel heater will drop temperature in that zone, affecting melt viscosity. Regularly checking heater element resistance and sensor calibration ensures stable temperature control. An annual recalibration of thermocouples prevents drift-induced errors.
- Gearbox and Bearings: A failing gearbox leads to lost synchronization between screws (in co-rotating extruders) or stalling. Increased gear noise, vibration, or rising motor current can signal gearbox wear. Bearings under heavy radial loads may generate heat or seize if lubrication fails. Preventive lubrication and monitoring (oil analysis for metal particles) prevent sudden breakdowns. Replacing worn gears or bearings before catastrophic failure avoids lengthy shutdowns.
- Cutting and Pelletizing Tools: Dull knives, worn blades, or warped rollers in pelletizers increase motor torque, cause fines, and produce misshapen pellets. They also can cause jams. Regular inspection and sharpening of cutters are crucial. In film lines, a worn haul-off belt reduces line speed and web tension, leading to wrinkles or stretch marks.
- Failure Modes & Maintenance: Common failure modes include abrasive wear (plastic filled with glass or minerals acting like sandpaper), corrosion (chemical attack on metal surfaces), fatigue (thermal cycling stress cracks), and operator damage (improper assembly). Implementing a preventive maintenance schedule (as shown in the Maintenance Schedule below) helps catch issues early. Key tasks include:
- Monthly: Visual inspections of screws/barrels (looking for corrosion, build-up), checking drive coupling alignment, and monitoring motor current.
- Quarterly: Measure critical dimensions (flight clearance, bearing end-play), test sensor calibration, and clean heater zones.
- Semi-Annual: Detailed wear measurement (ultrasonic barrel ID, screw diameter), thermal imaging for hot spots in gearboxes/motors, and condition-based part replacement.
- Annual: Disassemble extruder for cleaning, replace major wear parts (screws, liners, filters), and perform performance baseline tests.
How to Choose the Right Spare Parts for Your Extrusion Machine
Selecting the optimal spare parts involves balancing compatibility, performance, and cost:
- Compatibility and Fit: Use parts designed for your specific extruder model. Key dimensions (screw diameter, barrel inner diameter, gear ratios) must match exactly. Obtain OEM or certified aftermarket parts with detailed drawings or part numbers. For example, screw elements must align and assemble correctly; a mismatch can cause jamming.
- Material and Construction: Consider the materials needed for your application. Common choices include:
- Standard alloy steel: General-purpose, lower cost, reasonable wear life.
- Nitrided steel: Case-hardened surface for moderate wear resistance (suitable for unfilled plastics).
- Bimetallic (steel core with wear-resistant overlay): Best for abrasive or filled materials (see Performance Comparison above).
- Tungsten carbide: For pelletizer knives and dies to resist abrasion.
- Stainless steel or special alloys: Where corrosion (PVC, chemicals) is a concern.
Choose material grade based on throughput needs and polymer abrasiveness. A higher-grade screw may last several times longer with abrasive feedstock (ceramic composite screws can reach 10,000+ hours).
- Precision and Tolerances: High-quality parts have tighter machining tolerances. For example, screw thread accuracy should meet h8 tolerance (ISO standard). Inferior parts with loose tolerances wear quickly and leak polymer. Check that shafts are straight, bearings match OEM specs, and heater elements have proper watt density.
- OEM vs. Aftermarket: OEM parts are guaranteed to meet the machine’s design specs, but may carry a premium price. Reputable aftermarket suppliers often offer equivalents at lower cost. When using aftermarket parts, ensure they are certified or proven. For safety-critical items (pressure sensors, electrical components), it’s often best to stick with OEM or OEM-specified brands.
- Lead Time and Inventory: Critical spares (like screws or a gearbox) should be stocked or on a short lead time to avoid long shutdowns. As one manufacturer notes, having “almost all key parts…in stock” enables timely repairs. Balance inventory costs against the risk of downtime. For less-critical items (fasteners, filters), ordering on demand is acceptable.
- Cost vs. Life-Cycle: Calculate cost per operating hour. A more expensive, wear-resistant screw might pay off by lasting 3–5 times longer, reducing downtime costs. Consider refurbishment options (screw reclamation) versus full replacement. Always factor in total cost of ownership: part price, installation labor, and the value of production time saved.
- Service and Support: Choose suppliers who offer technical support and clear documentation. Good vendors provide cross-reference guides (to identify part numbers) and consulting on upgrades (e.g., recommending bimetallic screws for abrasive loads). As a best practice, verify that parts come with a warranty or quality guarantee.
In summary, the right spare part fits precisely, is made of suitable material for your application, and is supplied by a reliable source. Verification (dimensions, material certificates) upon receipt ensures you install a part that will perform as expected.
Benefits of Proper Spare Parts Management
Investing in quality spare parts and maintenance yields multiple advantages:
- Improved Production Uptime: Having critical spares on hand and replacing worn parts before failure means less unplanned downtime. A single broken screw or seized gearbox can halt production for days; proactive replacement prevents this.
- Stable Product Quality: Consistent shear and temperature profiles (governed by screws, barrels, heaters) produce consistent product dimensions and properties. Replacing worn screws or leaky barrels ensures uniform melt and less scrap.
- Energy Efficiency: A properly maintained extruder runs more efficiently. Worn parts often require higher motor power or longer processing time. For example, new screws and clean barrels can reduce motor amp draw and optimize heating zones, lowering energy consumption.
- Extended Equipment Life: Preventing severe wear and secondary damage prolongs the life of expensive components. For instance, replacing a slightly worn screw is far cheaper than repairing a barrel that has been damaged by the worn screw.
- Safety and Compliance: Faulty parts can be unsafe (leaking material, overheating). Using the right sensors (and replacing them regularly) ensures accurate readings for pressure and temperature, helping maintain safe operating conditions.
- Cost Savings: Though quality spares may cost more upfront, they reduce the total cost of ownership. Fewer breakdowns mean lower overtime labor, less scrap, and no rush shipping fees for emergency parts. Over several years, cost-per-hour of operation can drop significantly by using long-life components.
- Supply Chain Flexibility: Diversifying sources (qualified aftermarket vendors) avoids dependence on a single supplier. This can lead to better pricing and shorter lead times. Manufacturers often seek second-source suppliers to reduce risk.
- Traceability and Record-Keeping: Systematic spare parts management (logging part usage and life) enables data-driven decisions. You can predict failures using trends (like when bearings typically wear out) and plan maintenance during scheduled stoppages, minimizing impact on production.
Conclusion and Next Steps
Effective management of extrusion machine spare parts is a cornerstone of reliable manufacturing. By understanding the critical components (screws, barrels, heaters, sensors, cutters, etc.) and their impact on performance, companies can establish a proactive maintenance and procurement strategy. Quality spare parts – chosen for compatibility and durability – ensure stable output, safety, and cost savings over time.
Next Steps:
- Audit Your Spare Inventory: Identify which parts you have versus what’s critical. Fill any gaps for key components (screws, barrels, sensor kits).
- Implement a PM Schedule: Set up regular inspections and replacements based on the guidelines above. Use our maintenance timeline as a starting point.
- Consult with Suppliers: Work with reliable parts suppliers (or OEM service teams) to obtain detailed specifications and maintenance support.
- Monitor and Document: Track part life and failure causes. Use this data to refine maintenance intervals and decide when to upgrade materials.
By taking these steps, extrusion operators will minimize downtime, improve product quality, and maximize return on investment. Quality spare parts and diligent maintenance lay the foundation for smooth, efficient extrusion production.